Stroj na ohýbanie profilovej rúrky: ako zostaviť stroj na ohýbanie rúrok vlastnými rukami

V domácnostiach sa stroj na ohýbanie profilových rúr nepoužíva tak často, aby si kupoval drahé výrobné zariadenia.
Ak vznikne takáto potreba, jednoduchý ohýbač rúrok sa môže urobiť súkromne, keď sa predtým rozhodlo, aký typ tohto dizajnu je pre danú úlohu vhodný.
V tomto článku sú podrobne analyzované rôzne druhy strojov na ohýbanie rúrok, sú popísané princípy ich činnosti a spôsoby konštrukcie.
Obsah článku:
Druhy strojov na ohýbanie profilových rúr
Existuje veľa modifikácií zariadení na zmenu konfigurácie profilových rúrok. Je to kvôli minimálnemu polomeru ohybu. Ak sa tento dôležitý parameter zanedbá, nastane v mieste ohybu zmena pevnostných charakteristík materiálu k horšiemu. Potrebujete tiež poznať niektoré technologické jemnosti. ohýbanie kovových rúrok a vziať ich do úvahy pri práci.
Pri výbere dizajnu sa musí zohľadniť materiál obrobku, priemer, hrúbka steny.
Klasifikácia ohýbacích strojov podľa typu pohonu
V závislosti od typu pohonu sú stroje určené na ohýbanie rúrok manuálne, elektromechanické a hydraulické.
Manual. Jedná sa o mimoriadne jednoduché mechanizmy, ktoré sú k dispozícii pre nezávislú výrobu dokonca aj pre osoby, ktoré sa nezaoberajú zložitosťou práce s kovom.

Elektromechanické. Takýto stroj má pohon vo forme elektrického motora - krokový alebo konvenčný, spojený prostredníctvom nižšieho prevodového stupňa. Posledne uvedené riešenie poskytuje kvalitné ohýbanie vďaka správnemu rozdeleniu napätia.
Výroba zariadenia nie je jednoduchá, vyžaduje špeciálne znalosti a aspoň trochu profesionality.

Hydraulické. Pohon v tomto modeli je manuálny. Na rozdiel od jednoduchej manuálnej konštrukcie je do okruhu zahrnutý hydraulický valec, ktorý výrazne znižuje svalovú námahu vyvíjanú pri ohýbaní.
Valčeky umožňujú ohýbať profilovú rúrku v akomkoľvek potrebnom smere. Manuálny profilegib s hydraulikou s malou hmotnosťou môže ohýbať sortiment rúrok až do šírky 10 cm.

Druhy ohýbačiek podľa spôsobu inštalácie
V závislosti od spôsobu inštalácie existuje rozdelenie profilových ohybov. Rozlišujte medzi stacionárnymi, prenosnými a nositeľnými zariadeniami. Stacionárne stroje môžu mať podobu jednoduchej betónovej dosky s tyčami alebo pevného zariadenia.
Kompaktné prenosné ohýbačky rúrok majú podporný stojan, no nositeľný model nemá oporu, je vybraný pri každom použití zariadenia.
Klasifikácia strojov metódou ohýbania
Konštrukcia ohýbačky profilov a jej výkonnosť budú závisieť od spôsobu ohýbania. Existujú 3 hlavné metódy ohýbania. Prvým je vytláčanie, keď sa geometria profilovej rúrky mení pomocou deformujúceho valca, ktorý pôsobí ako razidlo. Matica v tomto prípade chýba.
Na vykonanie operácie sú potrebné 2 silné podpery z protiľahlých strán zákruty, ktoré tiež slúžia ako matrica. Ako také podpery používajte otočné topánky alebo valčeky.
Pretože sila sa zvyšuje postupne a má neustále kolmý smer vzhľadom na potrubie, spôsob umožňuje získať dobrý konečný výsledok. Túto metódu používame iba pri práci v malom množstve.
Druhé je stlačenie. Na získanie ohybu sa používa princíp lavicového zveráka - medzi matricu a razidlo je umiestnený rúrkový segment.
Profily profilu musia za účelom dosiahnutia vysokej kvality ohybu presne zopakovať geometriu dielca. A tiež pri výpočte je potrebné vziať do úvahy zvyškovú deformáciu kovu. Doma je táto metóda použiteľná, keď sa nevyžaduje veľká presnosť.

Tretie - valcovanie - univerzálna metóda používaná na ohýbanie tenkostenných aj hrubostenných rúr. Ohyb sa dosiahne ťahaním obrobku medzi valcami - jeden rotujúci a dva podpery.
Okrem vyššie uvedeného sa môže ohýbanie rúrok vykonávať aj nasledujúcimi spôsobmi:
Bez ohľadu na zvolený dizajn, pri výrobe stroja na ohýbanie rúrok sami musíte vziať do úvahy odporúčania odborníkov. Pri výbere materiálu pre lôžko je potrebné vychádzať zo skutočnosti, že hrúbka kovu by mala byť aspoň 1/6 šírky profilovanej rúrky.
Ak teda musíte ohnúť rúrku s prierezom s obdĺžnikom s parametrami 50 x 25 mm, potom, aby ste sa vyhli deformácii lôžka počas ohybu, musíte vziať kanál alebo roh s hrúbkou najmenej 10 mm. Základná doska a dierovač s matricou by mali byť 2-krát hrubšie.
Optimálny priemer valčekov je minimálny rozmer trojnásobnej sekcie. Polica kanála a uhol, ktorý sa berie na výrobu rámu, by mala byť 2-krát a 3-krát väčšia ako šírka rúrky. Ak musíte pracovať na ohybových profilových rúrkach obdĺžnikového prierezu 50 x 25 mm, potrebujete kanál 100 x 10 alebo roh 150 x 10.
Vyrábame hydraulické ohýbačky rúrok
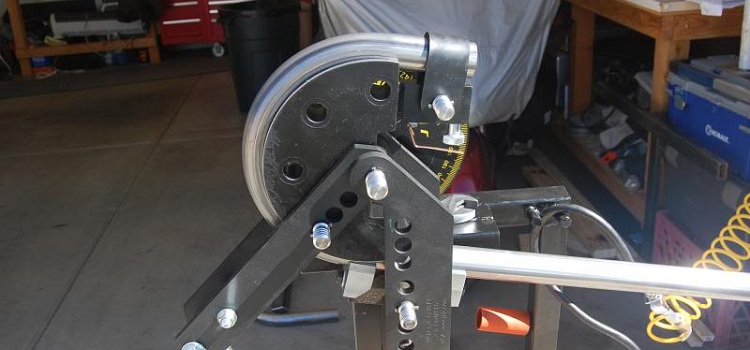
Zoberme si hydraulický obrábací stroj, v ktorom dochádza k ohybu spôsobenému tým, že stredová rúrka je tlačená cez stred pomocou razidla pripevneného na stúpajúcu tyč. V dôsledku tesného kontaktu obrobku, spočívajúceho na dvoch stacionárnych valcoch, s pohyblivým razníkom, má tento tvar tvar.

Na označenie pracovnej plochy sa položí zvislá os a vo vzdialenosti vyznačenej na výkrese od okraja a osi sa zaznamená poloha dolných otvorov. Potom označte umiestnenie horných otvorov a odstupujte od požadovanej vzdialenosti od okraja. Pripájajú priamu čiaru k stredu týchto otvorov a kladú na ňu rovnaké segmenty.
Osi medziľahlých otvorov budú v priesečníku značiek vytvorených so naklonenou osou. Na riadenie polomeru ohybu profilového obrobku sú potrebné otvory na pracovnej ploche. Pretože pracovná plocha pozostáva z dvoch zrkadlených častí, druhá časť je označená rovnakým spôsobom.
Výška stroja je určená parametrami zdviháka a vzdialenosťou vyznačenou na výkrese symbolom „a“. Na ohýbanie profilovej rúrky so šírkou 15 mm by sa táto medzera v neaktívnom stave zdviháka mala rovnať približne 20 mm.
Pri tejto konštrukcii je sila prenášaná razníkom sústredená v hornej časti. V dôsledku tohto účinku je vonkajší polomer rúry vystavený napätiu, ktoré môže spôsobiť stenčenie steny a v niektorých prípadoch prasknutie. Preto sa tento stroj neodporúča používať na deformáciu tenkostenných obrobkov.
Ohýbačka rúrok pre domácich majstrov
Na takomto zariadení získava obrobok daný tvar valcovaním. V domácej dielni je ľahšie vyrobiť 3-valčekovú konštrukciu s ručným pohonom. Zvážte dve možnosti pre takéto stroje.
Možnosť otočnej plošiny
Princíp konštrukcie takého stroja na ohýbanie rúrok s iným prierezom ako je kruhový je nasledujúci:
- Hlavné lôžko je kĺbovo spojené s otočnou plošinou, ktorá určuje uhol ohybu.
- Plošina je poháňaná zdvihákom, ktorý na nej spočíva pracovná tyč.
- Profilovanie sa vykonáva otáčaním držadla umiestneného na prostrednom hriadeli.
Na výrobu základne a stojanov stroja je potrebný kanál s výškou steny 150 až 200 mm vo výške asi 3 m. Ako ložiská pre ložiská, základňu valčekov, je vhodná oceľová rúrka s vnútorným priemerom rovným vonkajšiemu priemeru ložísk, ktorý je rozdelený na 6 krátkych segmentov.

Z kanála sú vyrobené základňa a dve platformy. Po odklonení z jednej strany asi 0,5 m sa zvarí zvislý stojan z toho istého kanála. Za týmto účelom sú dva segmenty spárované, aby bol stojan silný.
Prísne dodržiavajú horizontálnu polohu, namontujú stacionárnu plošinu a zadný nosič je k nej privarený. Ďalej odoberú časť profilovej rúrky a zväčšia obmedzovače s výškou nie menšou ako je hrúbka profilovej rúrky, ktorej deformácia sa má vykonať na vyrábanom stroji.
Vodiaca plošina je spojená s hlavným rámom pomocou pántov dverí. Ložiská sa montujú na predĺžené zarážky a hrany obidvoch platforiem zváraním a vystužením konštrukcie rohmi. Hriadele sú vložené do ložísk a stredová časť je pripevnená rukoväťou.
Pod okraj vodiacej platformy je namontovaný zdvihák a pripevnený k základni pomocou skrutkového spojenia.
Zostavenie ohýbačky rúrok s rotačnou plošinou sa vykonáva v tomto poradí:
Tri valčekové stroje
Na tomto stroji je rúra položená na bočných valcoch. Horný pohyblivý valec sa spúšťa zhora na výrobok a tým ho upevňuje. Potom otočte rukoväť a cez reťaz prenášajte pohyb na hriadele. Potrubie sa napína a mení svoju geometriu.
Postupným zvyšovaním tlaku dotiahnutím upínacej skrutky a ťahaním obrobku sa dosiahne ohnutie rúrky v požadovanom uhle.

Na to, aby stroj pracoval podľa tejto schémy, je potrebné pripraviť rám a kovové výrobky pre rám, hriadele, 4 silné pružiny, reťaz, ložiská, upevňovacie prvky a ďalšie podrobnosti. Na uloženie ložísk sú potrebné 3 hriadele s parametrami zodpovedajúcimi reťazovým kolesám a ložiskám.
Dva hriadele sú určené na bočné umiestnenie a tretí (upínací) - na zavesenie na pružinách. Tieto položky si pravdepodobne budete musieť objednať v dielni a zvyšok je možné vykonať vlastnými rukami.
Zloženie upínacieho hriadeľa obsahuje ložiská, ozubené kolesá a krúžky. V krúžkoch je odrezaný závit pod upínacími skrutkami a sú vytvorené drážky. V poliach kanálu vykonajte sedadlá pod upínacou šachtou. V záverečnej fáze je konštrukcia zostavená počnúc inštaláciou rámu.
Potom je upínací hriadeľ na pružinách pripevnených k polici pomocou kľúčového spojenia zavesený.Oporné hriadele sa inštalujú po stranách a medzi nimi sa natiahne reťaz, pomocou magnetického rohu ako držiaka.
Na jednom z nich, upevnenie rukoväte pomocou otočnej trubice, potom vykonajú inštaláciu zdviháka. Pripevnite ho k plošine pomocou skrutiek a zváraním.
Pri inštalácii závesného hriadeľa sa dodržiava určitý postup: Najskôr ho namontujte na poličku, k nemu sa privaria matice pod pružinami, plošina sa prevráti a pripojí sa k pružinám. Je potrebné poznamenať, že so zväčšujúcou sa vzdialenosťou medzi valcami sa sily vyvíjané na ohýbanie zmenšujú.
Na zostavenie ohýbačky rúrok je potrebné:
Na našom webe je niekoľko ďalších článkov, ktoré podrobne popisujú možnosti domácich prístrojov na ohýbanie profilových rúr, odporúčame vám prečítať si:
- Ako zostaviť ohýbačku rúrok pre svoju profilovú rúrku sami: prehľad najlepších domácich výrobkov
- Ako vyrobiť ohýbačku rúk vlastnými rukami: príklady najlepších domácich výrobkov
Ako ohnúť profilovú rúru jednoduchým spôsobom?
Najprimitívnejšie zariadenie na zmenu tvaru profilovej rúrky je použitie drevenej šablóny. Môže sa použiť v prípade ohýbania tenkostenných rúr z ocele alebo hliníka. Aby vytvorili taký improvizovaný stroj, vezmú dosky, akýmkoľvek spôsobom ich spoja a vystrihnú šablónu.

V bode kontaktu s rúrkou by mala byť hrúbka šablóny väčšia ako výška prierezu profilovej rúrky o niekoľko centimetrov. Okraj šablóny je vyhotovený so sklonom, inak môže rúra skĺznuť.
Konštrukcia je vybavená zarážkou a pripevnená k nejakej stabilnej základni. Potrubie sa umiestni medzi rovinu šablóny a dorazu a materiál sa začne ohýbať, počnúc okrajom rúrky. Ak začnete ohýbanie od stredu, tenkovrstvová rúrka sa môže sploštiť.
Do rúrky môžete vložiť kovovú tyč s priemerom, ktorý sa rovná otvoru rúrky, alebo môžete jednoducho zobrať kus rúrky a položiť ju na koňa obrobku. V každom prípade to bude pohodlnejšie.
Ďalšie informácie o ohýbaní profilovej rúrky bez špeciálneho vybavenia nájdete v časti tieto veci.
Na rovnakom princípe sa vyrábajú výkonnejšie stroje. V tomto prípade je sila vytvorená pomocou navijaka a potrubie je pevnejšie upevnené tak, aby sa nerozbilo.
Závery a užitočné video na túto tému
Základné pravidlá výroby stroja na spracovanie tvarovaných rúr:
Ohýbačka rúrok, v blízkosti konštrukcie závodu:
Zo všetkých možností strojov na tvarovanie valcov by sa mala zvoliť konštrukcia, ktorá je najvhodnejšia na účel jej použitia. Najjednoduchší mechanizmus niekedy postačuje na zabezpečenie potrebného množstva ohnutého profilu bez akýchkoľvek zvláštnych finančných nákladov.
Máte osobné skúsenosti s výrobou ohýbačky rúrok? Možno by ste mohli poskytnúť užitočné informácie k téme článku a uverejniť fotografiu vyrobeného zariadenia? Zanechajte prosím komentáre, podeľte sa o zážitky a položte otázky do nižšie uvedeného bloku.
 Ako ohýbať profilovú rúru vlastnými rukami bez špeciálnych nástrojov
Ako ohýbať profilovú rúru vlastnými rukami bez špeciálnych nástrojov  Inštalácia rúr z HDPE pre domácich majstrov: pokyny pre zváranie + ako tieto rúrky ohnúť alebo narovnať
Inštalácia rúr z HDPE pre domácich majstrov: pokyny pre zváranie + ako tieto rúrky ohnúť alebo narovnať  Kutilské remeslá z propylénových rúr: domáce možnosti pre domácich majstrov
Kutilské remeslá z propylénových rúr: domáce možnosti pre domácich majstrov  Ako vyrobiť stoličku z polypropylénových rúrok vlastnými rukami: pokyny na výrobu krok za krokom
Ako vyrobiť stoličku z polypropylénových rúrok vlastnými rukami: pokyny na výrobu krok za krokom  Inštalácia medených rúrok pre domácich majstrov: technológia inštalácie medených rúr
Inštalácia medených rúrok pre domácich majstrov: technológia inštalácie medených rúr  Technológia zvárania pre domácich majstrov pre polypropylénové rúry: prehľad metód a nuancií
Technológia zvárania pre domácich majstrov pre polypropylénové rúry: prehľad metód a nuancií  Koľko stojí pripojenie plynu k súkromnému domu: cena organizovania dodávok plynu
Koľko stojí pripojenie plynu k súkromnému domu: cena organizovania dodávok plynu  Najlepšie práčky so sušičkou: hodnotenie modelu a tipy pre zákazníkov
Najlepšie práčky so sušičkou: hodnotenie modelu a tipy pre zákazníkov  Aká je teplota farby svetla a nuansy výberu teploty žiaroviek, aby vyhovovali vašim potrebám
Aká je teplota farby svetla a nuansy výberu teploty žiaroviek, aby vyhovovali vašim potrebám  Výmena gejzíru v byte: výmena papierovania + základné normy a požiadavky
Výmena gejzíru v byte: výmena papierovania + základné normy a požiadavky {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}