Ako ohýbať profilovú rúru vlastnými rukami bez špeciálnych nástrojov

Profilové rúry sú nevyhnutné v procese montáže rámov pre stavebné konštrukcie. Skleníky, rôzne skleníky, altánky a ďalšie zariadenia sa stavajú s ich pomocou pomerne rýchlo a efektívne. Všetko však nie je také jednoduché.
Na ohýbanie takejto rúry je potrebné použiť drahé špeciálne vybavenie, ktoré nie je pre domáceho majstra vždy prijateľné. Poďme hovoriť o tom, ako ohnúť profilovú rúrku doma.
Obsah článku:
Profilová rúrka - čo to je?
Profil sa považuje za rúrku s rôznym prierezom. Môže byť pravouhlý, oválny, šesťuholníkový alebo štvorcový. Potrubie má zvýšenú pevnosť, pretože jeho steny zohrávajú úlohu výstuh.
Profilové výrobky sa vyrovnávajú so značným ohybovým zaťažením, čo z nich robí dobrú voľbu pre stavbu kovového rámu pre budovy rôznych účelov.
Suroviny na výrobu tvarovaných rúr sú často vysoko alebo nízkolegované ocele. V závislosti od výrobného postupu existujú bezšvíkové rúry zvárané elektricky, za studena a za tepla.
Výrobky sa líšia hrúbkou steny a výškou profilu. Takéto rúry sa môžu použiť na výrobu rôznych častí vo forme rámov, schodov a zábradlí. Profilová rúrka sa najčastejšie používa v konštrukcii na konštrukciu klenutých štruktúr a ako náhrada za železné tyče pri konštrukcii rámov.
Zručnosti v ohýbaní profilovej rúrky budú užitočné pre domácich remeselníkov, ktorí chcú nezávisle vybaviť prímestskú oblasť:
Možné komplikácie pri práci
Skutočné ohýbanie takejto rúrky je proces, ktorý dáva prvku zakrivenú hladkú konfiguráciu. Toto je možné vykonať iba pod tlakom, pretože diel má vysokú pevnosť. Na zníženie tlaku potrebného na ohyb sa môže použiť ohrev fragmentu ohybu.
Napriek zjavnej jednoduchosti operácie v dôsledku ohybu nie sú vždy požadované prvky žiaduce. Pomerne často existujú problémy. Medzi najbežnejšie komplikácie patria tri.
Prvým je, že vnútorná strana profilu je tvorená zvláštnymi záhybmi, ktoré pripomínajú zvlnenie. V správnej verzii je rovnomerne znížená.

Druhou ťažkosťou je prasknutie vonkajšej steny profilovej rúrky. Počas ohybu sa napína. Kov niekedy nevydrží silu a praskne. Tretí problém spočíva v tom, že potrubie, ktoré mení svoj tvar, môže stratiť vyrovnanie prvkov.
To znamená, že jej fragmenty v ohnutom stave budú ležať v rôznych rovinách. A to je neprijateľné. Prax ukazuje, že všetky problémy sa vyskytujú v dôsledku chybného výberu spôsobu ohýbania.
Ak ju chcete vybrať správne, musíte zohľadniť plastové možnosti profilovej rúrky. Sú určené veľkosťou a tvarom prierezu, ako aj hrúbkou stien produktu. Na základe týchto hodnôt je možné vypočítať minimálny možný polomer zakrivenia. Snaha o zaoblenie menšieho polomeru sa dôrazne neodporúča.
Na určenie minimálneho polomeru potrebujeme výšku sekcie. Vypočíta sa nasledovne. Zmeria sa výška profilu, od ktorého sa odpočíta dvojnásobná hrúbka steny produktu.
Výsledné číslo bude požadovaná výška, označíme ho h. Pre rúry s pravouhlým a štvorcovým prierezom platí toto pravidlo. Ak je výška profilu väčšia ako 20 mm, časť vydrží v úseku ohyb, ktorého minimálna dĺžka je hx3,5.
Výrobky s profilom pod 20 mm sa môžu ohýbať na časť s dĺžkou hx2,5 alebo viac. Toto pravidlo platí pre všetky rúry. Hrúbka steny dielca však tiež ovplyvňuje obmedzenia v ohybe.
Čím je tenšia, tým vyššia je pravdepodobnosť zlomenia alebo rozdrvenia časti. Odborníci dôrazne neodporúčajú pokúšať sa ohýbať široké výrobky, ktorých hrúbka steny je menšia ako 2 mm. V tomto prípade je optimálne použiť zvárací stroj.

Ďalší bod, o ktorom by sme mali vedieť.Potrubia vyrobené z nízkolegovaných a uhlíkových zliatin sú veľmi elastické a po ohybe sa môžu nejako „pružiť“ a pokúsiť sa nadobudnúť svoj predchádzajúci tvar.
To si vyžaduje ďalšiu prácu s výrobkom, pretože sa bude musieť znova prispôsobiť podľa vopred vyrobenej šablóny. Preto sa odporúča zistiť hodnotu plastického momentu odporu danej profilovej rúrky a vykonať ohyb s ohľadom na tento ukazovateľ. Čím je menší, tým menej bude „jar“.
Funkcie rôznych spôsobov ohýbania profilov
Existujú dva hlavné spôsoby ohýbania profilovej rúrky: studená a horúca. Prvý predpokladá, že ohýbací proces sa vykonáva bez predbežného teplotného účinku na dielec.
Zatiaľ čo druhá sa vykonáva iba pomocou predhriatej rúry. Zahrievanie súčiastky síce výrazne zvyšuje jej ťažnosť a uľahčuje proces ohýbania.
Neexistujú žiadne normy prísne regulujúce použitie metódy ohýbania za studena a za tepla pre profilové výrobky. Sú určené iba pre rúry s kruhovým prierezom. Podľa týchto noriem sa ohýbanie za tepla používa pre časti s priemerom najmenej 100 mm. Pre pravouhlé a štvorcové rúry platia mierne odlišné pravidlá.
Ak sa ohýbanie rúrok vykonáva jednorazovo, môžete si ho kúpiť, ale je lepšie si prenajať hydraulický ohýbač rúrok s ručným pohonom:
Inštalatéri odporúčajú ohýbať všetky rúry s výškou profilu menej ako 10 mm iba za studena. Výrobky s výškou profilu 40 mm a viac sa ohýbajú metódou za tepla.
O tom, ako ohnúť časti s výškou profilu 10 až 40 mm, je na výkonnom rozhodnutí. Aby ste neurobili chybu, môžete vykonať skúšobné ohýbanie. Všeobecne, ak je k dispozícii ohýbačka rúrok, pomocou jeho pomoci môžete ohýbať rúru bez akéhokoľvek zahrievania.
Ak neexistuje žiadny špeciálny nástroj, stojí za to vykonať skúšobné ohýbanie profilovej rúrky. Za týmto účelom je jedna hrana dielu pevne zovretá vo zveráku. Na druhý koniec sa umiestni rúrka s väčším priemerom ako je ohnutý produkt.
Výsledné „rameno“ by sa malo silno ťahať a ohýbať produkt. Ak sa diel ohýba, môže sa použiť metóda ohýbania za studena. Ak nie, použije sa ohýbanie s predhrievaním.
Jemnosti ohýbania za tepla
K ohnutiu časti profilovej rúrky dôjde po jej zahriatí. Je vhodné vykonať operáciu jedným prístupom, pretože opakované zahrievanie kovu je nežiaduce. Produkt ochladený na svetlo čerešňovú farbu môže prasknúť.
Tento spôsob je preto ideálny na vykonávanie ohýbania uhlových jednotiek. Na ohýbanie profilu pod zaobleným oblúkom sa musí použiť opatrne, pretože v tomto prípade je nevyhnutné opakované zahrievanie.

Na správne ohýbanie profilovej rúrky horúcim spôsobom by sa malo použiť plnivo. Zabráni sa tak možnému stlačeniu súčiastky. Ako výplň sa zvyčajne používa piesok.
Najlepšia voľba je stredne zrnitý stavebný piesok. Ak nie, je vhodný materiál z pieskoviska pre deti. Najprv ho musíte očistiť od zbytočných nečistôt.
Za týmto účelom sa piesok preosieva cez sito s veľkosťou buniek 2 až 2,5 mm. Takže sa môžete zbaviť veľkých kamienkov a úlomkov. Ak je v priebehu ohýbacieho procesu také zahrnutie priamo na stene rúry, vytvorí sa reliéf, ktorý je úplne zbytočný.
Tiež nie sú potrebné príliš malé zrnká piesku. V procese zahrievania sú schopné sintrovať, čo je nežiaduce. Preto bude potrebné piesok preosiať znova, teraz cez jemné sito. Jeho veľkosť ôk by mala byť asi 0,7 mm. Kalcinovaný preosiaty piesok.
Plnivo je pripravené. Teraz môžete urobiť podrobnosti. Najprv musíte rúrku žíhať v oblasti, kde sa vykoná ohýbanie. Potom môžete začať vyrábať zátky.
Budete potrebovať dve časti rovnakej veľkosti, ktoré zakrývajú oba konce profilovej rúrky, aby sa z nej nevypustil piesok. Čapy sú vyrobené iba z dreva, nemožno použiť žiadny iný materiál.
Určte veľkosť a tvar častí. Malo by ísť o pyramídy, ktoré sú desaťkrát dlhšie ako šírka základne. Rozmery samotnej základne by mali takmer zdvojnásobiť veľkosť otvoru, ktorý bude touto zátkou uzatvorený. Pripravené výrobky sa musia vyskúšať na potrubí.

Ak je všetko v poriadku, urobíme pozdĺžnu drážku na každej strane jednej z koncoviek. Prostredníctvom týchto drážok plyn nahromadený počas zahrievania opúšťa obrobok. Môžete začať plniť potrubie.
Za týmto účelom zoberte zástrčku bez drážok a nainštalujte ju na miesto. Na opačný koniec dielu sa vloží obyčajný lievik. Ak je potrubie dlhé, je umiestnené pod uhlom k zemi, ak je krátke, je kolmé.
Piesok sa naleje po malých častiach cez lievik. Po každej porcii zoberte gumovú alebo drevenú paličku a dôkladne poklepte na ňu zdola, aby sa piesok distribuoval čo najrovnomernejšie a najkompaktnejšie. Keď po klepnutí na celú dĺžku potrubia zaznie nudný zvuk, prestaňte pracovať. To znamená, že diel je úplne vyplnený pieskom.
Polotovar naplnený pieskom je uzavretý druhým uzáverom. Teraz musíte nakresliť kriedou hranice miesta, ktoré bude vystavené vykurovaniu. Jeho dĺžka sa musí rovnať najmenej šiestim priemerom obrobku.
Diel je pevne pripevnený v zvierke alebo vo zveráku. Ak je rúrka zváraná, musí byť pripevnená tak, aby šev bol mimo ohybu. Ak je vo vnútri, môže časť prasknúť.
Teraz by ste mali časť rúrky zahriať na červeno-čerešňovú farbu. To je možné dosiahnuť pomocou ventilátora alebo plynu spájkovacia horák, Dôležitý bod. Celá oblasť by mala byť rovnomerne vyhrievaná.
Nesmie sa dovoliť prehrievanie jednotlivých fragmentov. Ak by sa to napriek tomu stalo, takéto oblasti by sa mali ochladiť. Ukazovateľom dostatočne vyhrievanej rúry bude stupnica, ktorá sa od nej odrazí.

Po zahriatí obrobku sa na jeho koniec vloží časť rúrky s väčšou časťou. Aby hrana časti nedosiahla budúcu ohyb. Potrubie sa potom opatrne ohne do požadovaného tvaru.
Musíte to urobiť v jednom kroku hladkým progresívnym pohybom vo vertikálnej alebo horizontálnej rovine. Výsledný ohyb sa skontroluje oproti šablóne.
Ohnutá rúrka by mala vychladnúť, potom by sa mala opäť porovnať so šablónou a uistiť sa, že tvar je správny. Ak áno, sú zástrčky vyrazené. Často je ťažké to urobiť, potom stačí spáliť drevené korky a vyliať piesok.
Aby bol ohyb jasný, bez vrások a roztrhnutí, musíte do potrubia naplniť piesok čo možno najtesnejšie a časť rovnomerne zahriať.
Vlastnosti ohýbania za studena
Existuje niekoľko spôsobov, ako ohnúť profil bez zahrievania. Najjednoduchšie je to pomocou špeciálneho nástroja, menovite valcového formovacieho stroja. Môžete si ho kúpiť alebo si ho vyrobiť sami, čo je dosť ťažké.
Nákup nástroja sa však nevyplatí, ak potrebujete ohnúť iba niekoľko detailov. Preto sa veľa zaujíma o to, ako sa ohýbanie profilovej rúrky vykonáva ručne a či je to vôbec možné.

Takáto operácia je celkom možná. Na jeho implementáciu budú potrebné najjednoduchšie zariadenia vo forme tŕňa alebo ohýbacej dosky. Dajú sa ľahko zostaviť z improvizovaných materiálov. Pred ohýbaním musíte určiť výplň pre potrubie.
Ak je výška jeho profilu menšia ako 10 mm, nemusíte diel vyplňovať, pre výrobky s vyššou výškou sa vyžaduje výplň. Môže to byť piesok pripravený vyššie opísaným spôsobom alebo pružina.
V druhom prípade je vybraná časť z ocele s pevne vinutým vinutím. Jeho priemer by mal byť taký, aby pevne zapadol do dutiny profilovej rúrky. Iba tak môže účinne zabrániť príliš ostrým zmenám prierezu rúrky v mieste ohybu.
Aby sa na konci práce mohla pružina bez problémov odstrániť, kus drôtu je bezpečne pripevnený k okraju pred inštaláciou.
Teraz musíte určiť typ ohýbacie nástroje, To je možné dosiahnuť znalosťou výšky profilu produktu. Pre tenkú rúrku s výškou profilu menšou ako 10 mm sa používa ohýbacia doska s kolíkmi, ktoré pôsobia ako dorazy. Sú usporiadané v súlade s polomerom ohybu dielu. Rúrka je položená medzi zarážkami, čo jej dáva potrebný tvar.
Začnú ukladať diel od stredu, je ľahšie vykonať operáciu. Potom sa postupne posúvajú k okrajom produktu. Významnou nevýhodou tohto spôsobu ohýbania je potreba značného úsilia.
Okrem toho je pomerne ťažké ohnúť presne podľa vzoru, je veľmi pravdepodobné, že dôjde k určitým odchýlkam od daného tvaru.

Rúry s výškou profilu viac ako 10, ale menej ako 25 mm, sú ohýbané pomocou špeciálneho vybavenia vybaveného valčekom. Funguje na princípe tzv. Volnovského stroja.
Stáva sa to nasledovne. Diel je pevne upevnený vo zveráku. Značná sila na ňu pôsobí valčekom, ktorý ohýba prvok. Tento spôsob umožňuje presnejšie a účinnejšie ohýbanie.
Ale v tomto prípade budete musieť vyvinúť značné úsilie, aby ste dosiahli požadovaný výsledok. Ak chcete získať diel s veľkým polomerom ohybu, použije sa napríklad oblúk pre rámovú štruktúru, rovinné rovnobežné dosky alebo tŕň.
Zariadenie je pevná šablóna v tvare zaoblenia, na ktorej sa na pripevnenie dielu používajú svorky.
Profilová rúrka sa bez námahy vkladá do drážky, ktorej veľkosť sa presne zhoduje s profilom produktu. Upevňovacie svorky držia časti dielu na mieste, až kým nie je celý prvok položený v príslušenstve. Potrubie má teda požadovaný tvar.
Ak máte základné zručnosti elektrického zvárača, môžete vlastnými rukami urobiť jednoduchý stroj na ohýbanie profilových rúr:
Odporúčame tiež pozrieť sa na článok, v ktorom sme hovorili o tom, ako ohýbať rúry z rôznych kovov - prečítajte si viac ďalej.
Najjednoduchšie nástroje na ohýbanie za studena
Zvážte, ako si sami vytvorte dve veľmi jednoduché prípravky, ktoré pomôžu ohnúť profilovú rúrku.
Profil Mandrel
Základom úpravy bude pracovný stôl. Je dôležité, aby bol voľný nielen pracovný priestor, ale aj priestor okolo neho. Aby ste mohli opraviť tŕň, musíte urobiť niekoľko tesne rozmiestnených otvorov na jednom okraji pracovnej dosky.
Samotný tŕň alebo šablóna sú vyrobené z preglejky. Táto možnosť je však prijateľná, len ak sa očakáva, že bude dokončených niekoľko častí.

Ak potrebujete ohýbať veľké množstvo rúrok podľa tejto šablóny, tŕň je najlepšie vyrobený z oceľového rohu. V niektorých prípadoch musí byť profilový produkt ohnutý pod rôznymi uhlami.
Na takúto prácu budete potrebovať niekoľko šablón naraz, ktoré by ste mali pripraviť vopred. Pred začatím práce je tŕň pevne pripevnený k základni pomocou svoriek.
Rúrka, ktorá má byť ohnutá, je spoľahlivo pripevnená k jej okraju. Potom sa ohne. Operácia sa vykonáva hladko, bez ostrých trhnutí. Sila pôsobiaca na potrubie by sa mala postupne zvyšovať. Počas ohýbania má diel tvar tŕňa. Bude si to vyžadovať značné úsilie.
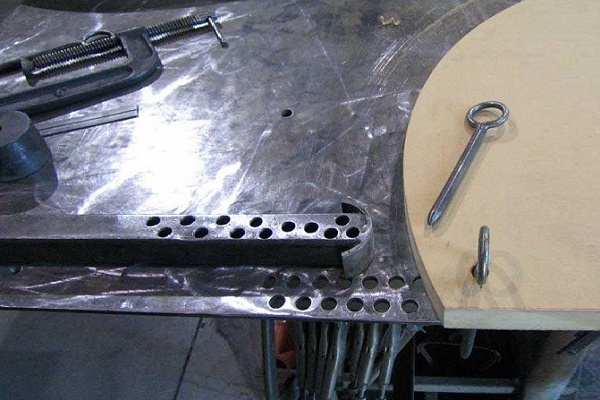
Pokročilá ohýbacia doska
Jedná sa o pohodlné multifunkčné zariadenie, ktoré umožňuje vysoko kvalitné ohýbanie profilov. Zariadením je masívna kovová základná doska namontovaná na podstavci. Ten je pomocou upevňovacích skrutiek pripevnený na podlahu dielne.
Jednoduchú a cenovo dostupnú ohýbaciu dosku s tŕňom, ktorú urobíte sami, môžete vyrobiť vlastnými rukami:
Prípadne zvážte použitie podobného príslušenstva namontovaného na pracovnom stole. Po práci sa ohýbacia doska ľahko demontuje a demontuje, alebo ju môžete použiť ako stojan pre iné zámočnícke činnosti.
Na výrobu takéhoto zariadenia potrebujete hrubú dosku z kovu. Je privarený na teleskopický stojan. Pre ohybové dorazy sa na základnej doske vytvoria dva otvory.
Založili uzatváracie skrutky. Na ne sú nasadené a pripevnené dýzy rôznych polomerov, čo umožňuje ohýbanie rúrok podľa potreby. Z hrubého oceľového plechu je vyrezaná prítlačná doska.

Jeho použitie je povinné, aby nebolo narušené vyrovnanie ohnutej časti, pretože ohýbanie profilovej rúrky bez ohýbačky rúr ju môže náhodne zdeformovať v dvoch rôznych smeroch. Doska je pripevnená nad dýzami na dorazových čapoch.
Samotný proces ohýbania je nasledujúci. Potrubný segment je upevnený v príslušenstve a potom je ťahom ťahaný protiľahlým okrajom. Časť by sa mala začať ohýbať. Ak sa tak nestane z dôvodu nedostatočného úsilia, môžete skúsiť zväčšiť rameno tým, že vložíte časť s rúrkou s väčším priemerom.
Závery a užitočné video na túto tému
Rúrku ohýbame tŕňom z oceľových rohov:
Ako urobiť rýchly a ľahký domáci ohýbač potrubia:
Najjednoduchší spôsob ohnutia profilovej rúrky:
Existuje veľa spôsobov, ako manuálne ohýbať profilované rúry. A všetci majú spoločnú nevýhodu: ich ohýbanie si vyžaduje veľa úsilia. Fyzicky nepripravený majster nemusí byť schopný zvládnuť takúto prácu. Ohýbanie častí pomocou špecializovaných zariadení je omnoho jednoduchšie, presnejšie a nevyžaduje zvláštne fyzické úsilie.
Problém je v tom, že náklady na takéto vybavenie sú dosť vysoké. Preto je zakúpenie zariadenia iba na vykonanie jednorazovej práce nerentabilné. Najlepšie je prenajať si špecializované vybavenie, ktoré umožní malý poplatok za príjem profilových produktov, ohýbaných presne podľa vzoru.
Ak máte potrebné zručnosti, podeľte sa o svoje skúsenosti s našimi čitateľmi. Formulár spätnej väzby sa nachádza pod článkom. Tam môžete položiť otázku k téme článku a my sa na ňu pokúsime rýchlo reagovať.
 Inštalácia rúr z HDPE pre domácich majstrov: pokyny pre zváranie + ako tieto rúrky ohnúť alebo narovnať
Inštalácia rúr z HDPE pre domácich majstrov: pokyny pre zváranie + ako tieto rúrky ohnúť alebo narovnať  Stroj na ohýbanie profilovej rúrky: ako zostaviť stroj na ohýbanie rúrok vlastnými rukami
Stroj na ohýbanie profilovej rúrky: ako zostaviť stroj na ohýbanie rúrok vlastnými rukami  Ako vyrobiť stoličku z polypropylénových rúrok vlastnými rukami: pokyny na výrobu krok za krokom
Ako vyrobiť stoličku z polypropylénových rúrok vlastnými rukami: pokyny na výrobu krok za krokom  Kutilské remeslá z propylénových rúr: domáce možnosti pre domácich majstrov
Kutilské remeslá z propylénových rúr: domáce možnosti pre domácich majstrov  Inštalácia plastových rúrok vykonaná sami: technika pripojenia a príklady zapojenia
Inštalácia plastových rúrok vykonaná sami: technika pripojenia a príklady zapojenia  Inštalácia polypropylénových rúrok pre domácich majstrov: technológia pre prácu s PP potrubiami
Inštalácia polypropylénových rúrok pre domácich majstrov: technológia pre prácu s PP potrubiami  Koľko stojí pripojenie plynu k súkromnému domu: cena organizovania dodávok plynu
Koľko stojí pripojenie plynu k súkromnému domu: cena organizovania dodávok plynu  Najlepšie práčky so sušičkou: hodnotenie modelu a tipy pre zákazníkov
Najlepšie práčky so sušičkou: hodnotenie modelu a tipy pre zákazníkov  Aká je teplota farby svetla a nuansy výberu teploty žiaroviek, aby vyhovovali vašim potrebám
Aká je teplota farby svetla a nuansy výberu teploty žiaroviek, aby vyhovovali vašim potrebám  Výmena gejzíru v byte: výmena papierovania + základné normy a požiadavky
Výmena gejzíru v byte: výmena papierovania + základné normy a požiadavky {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Pri ohreve som sa pokúsil ohnúť dve profilové rúrky rovnakým spôsobom:
1) Ukázali sa inak!
2) Vnútorná strana bola v záhyboch (bolo však šťastie, že vonkajšia strana bola dobre a hladko natiahnutá).
3) Už to nebudem brať sám.
Je zvláštne, že mi nikto nemohol na obchodných miestach povedať, kam sa mám obrátiť za túto prácu. Svoje chyby opravil sám, tolerantne. Nedokonalá, ale zvládnutá.