Inštalácia rúr z HDPE pre domácich majstrov: pokyny pre zváranie + ako tieto rúrky ohnúť alebo narovnať

Nízkotlakový polyetylén v rebríčku popularity medzi materiálmi používanými na montáž potrubí je na poprednom mieste. Tajomstvo tejto požiadavky možno ľahko vysvetliť univerzálnosťou použitia a jednoduchosťou inštalácie polyetylénových rúrok.
Ale ako pri každom inom polyméri, aj pri vysokokvalitnej inštalácii rúr z HDPE vlastnými rukami je možné túto technológiu prísne dodržiavať. Povieme vám, aké nuansy je potrebné zohľadniť pri porovnávaní prvkov. Vysvetlíme, ako ich správne ohnúť a narovnať.
Obsah článku:
Účinné metódy spájania rúr z HDPE
Technologicky spojené rúrky HDPE môžu byť dvoma hlavnými metódami - jednodielne a oddeliteľné.
Prvá zahŕňa zapojenie zvárací stroj, druhý je implementovaný bez jeho použitia.

Zvárané jednodielne spoje umožňujú maximálne tesnenie, čo je obzvlášť dôležité pri usporiadaní diaľnice pod tlakom, Odnímateľné spoje sa ľahko inštalujú a umožňujú kedykoľvek rozobrať potrubie, aby sa potrubie prekonfigurovalo alebo doplnilo novými ohybmi.
Metódy pripojenia z jedného kusu
Na spájanie rúr z HDPE sa používajú dva spôsoby pripojenia z jedného kusu: zváraním na tupo a inštaláciou elektrickej zváracej spojky.
V každom prípade pri implementácii týchto metód majú zlúčeniny nasledujúce požiadavky:
- Maximálny uhol posunu zváraných segmentov by nemal byť väčší ako 10% vzhľadom na hrúbku steny spojených rúr.
- Spojový spoj by mal byť vyrobený nad vonkajšou úrovňou povrchu susediacich segmentov.
- Výška valca dobre vyrobeného švu by sa mala meniť v rozsahu 2,5 - 5 mm.
Optimálna hodnota výšky valca závisí od hrúbky steny roztaveného produktu. Na tenkostenných rúrkach (do 5 mm) by nemala byť väčšia ako 2,5 mm. Ak sa hrúbka steny rúrok mení medzi 6 - 20 mm, potom by výška valca nemala byť väčšia ako 5 mm.
Zváranie na tupo
Vytvorenie neoddeliteľnej zlúčeniny sa uskutočňuje zmäkčovaním materiálu do stavu viskóznej látky, takže dochádza k difúznemu spojeniu jeho častí. Používa sa pre rúry s hrúbkou steny viac ako 5 mm.

Spôsob pripojenia pomocou zvárania sa používa na priamych úsekoch vodovodného systému, ktorý sa má prevádzkovať pod tlakom. Iba to umožňuje získať pevné spojenie s priemermi presahujúcimi 200 mm, pretože nevytvára stratu tuhosti rúry, čo vedie k deformácii.
Odolné zváranie rúr z HDPE vlastnými rukami sa vykonáva pomocou špeciálneho nástroja. Podstata spôsobu spočíva v tom, že sa konce vložených prvkov zahrejú do viskózneho stavu pomocou vyhrievacej dýzy. Zmäkčené konce sú jednoducho navzájom spojené pod tlakom, potom sa pripojovacia časť jednoducho nechá vychladnúť.

Pri zváraní je dôležité odolávať teplotným podmienkam vykurovacích telies.
Parametre expozičného času a teploty vykurovacích telies sa určujú pri zohľadnení troch faktorov:
- Hrúbka stien potrubia.
- Priemer ohybov.
- Technické parametre spájkovacieho zariadenia.
Zváracie rúrky sú najspoľahlivejšou a najodolnejšou možnosťou. S ním môžete vytvoriť integrálny držiak, ktorý vydrží tlak bez tlaku aj tlaku vodovodné systémy.

Zváranie sa vykonáva v nasledujúcom poradí:
- Komunikácia je obmedzená na vopred určenú veľkosť. Orezajte rovnobežnosť roviny koncov. Konce sa očistia kúskom brúsneho papiera.
- Konce sú skosené so šírkou 2 až 3 mm. Zváracie miesto je dôkladne očistené a ošetrené odmasťovacou hmotou.
- Spájkovačka sa nastaví na značku ohrevu 260 °. Počas zahrievania sú zváracie dýzy napnuté a čakajú, kým ich stupeň zahrievania nedosiahne vopred stanovenú teplotu.
- Pomocou centrovacieho mechanizmu sa tvarovka a koniec rúrky prehĺbia do dutiny dýzy. Pokiaľ nie je v spájkovacej doske centrovací mechanizmus, musí byť zarovnanie skontrolované „okom“, aby bol spoj čo najpresnejší.
- Vystredené prvky sa zasunú na uvedenú úroveň, spoja sa pod tlakom a vydržia čas stanovený v pokynoch na preplnenie.
- Po dokončení práce sa zariadenie posunie na stranu a odpojí sa od siete. Zváracia oblasť bez odsadenia a rotácie je fixovaná vo vopred určenej polohe, až kým nie je povrch úplne ochladený.
Pri zváraní je dôležité nepreexponovať. To môže spôsobiť vytvorenie prítoku polyetylénu na vnútorný priemer produktu.

Inštalačná hĺbka by mala byť asi 2 mm, aby sa zaistilo bezpečné uchytenie.Výsledný zvar bude mať po stanovenej hĺbke rovnomerný vzhľad s rovnakou výškou vtlačenia.
Nasledujúci výber fotografií vás oboznámi s krokmi zvárania na tupo rúr HDPE:
Elektrofúznym zváraním
Pri realizácii tohto spôsobu neoddeliteľného pripojenia sa používa elektrotavné zváranie alebo elektrické zváranie.

Táto metóda je účinná, keď musíte pracovať v stiesnených priestoroch. Napríklad pri vykonávaní opravárenských prác v studniach alebo ak potrebujete vložiť do predtým pripojených potrubí.
V domácich regulačných dokumentoch neexistujú jednotné normy pre zváranie pätíc. Táto technológia sa častejšie používa v európskych krajinách a je regulovaná normami DVS-220715.
Technológia spájania rúrok HDPE s použitím spojok zahŕňa niekoľko základných krokov:
- Príprava komunikačnej stránky. Vonkajší povrch vývodu je očistený od mastnoty a prachu. Na tento účel sa používajú mydlové a alkoholové roztoky, ktoré sú prezentované v širokom sortimente v stavebných predajniach.
- Spracovanie kĺbov. Hustota upevnenia priamo závisí od toho, ako hladko je rez. Na dosiahnutie dokonale hladkého povrchu sa koncová strana rúrky trie s kusom jemnozrnného brúsneho papiera.
- vytvoriť skosenie, Kĺb kohútika je odrezaný pri 45 °. Skosenie umožní zaistiť najtesnejšie uchytenie prvkov a ich upevnenie.
- Spojovacia zostava. Spojka je pripojená na zdroj energie. Po zahriatí na vopred stanovenú teplotu sa jedna strana (tŕň) objímky položí na potrubie a druhý koniec (objímka) sa pripojí k druhému výstupu z potrubia.
Kľúčovou podmienkou pre vykonávanie elektrofúzneho zvárania je zabezpečiť, aby komponenty zostali v čase zahrievania a tuhnutia stabilné.Pri prehlbovaní vetvy ohýbanej do dutiny vyhrievanej spojky je dôležité vykonať prácu rýchlo, ale tak opatrne, ako je to možné, aby sa polyetylén neprehrial.

Pri prehlbovaní segmentov do dutiny spojky sa pripravte, aby tekutý plast postupne z neho vystupoval. Po dokončení práce zostane len potrebné odstrániť spojku a položiť pripojené potrubie na pevný povrch, aby sa upevnilo v požadovanej polohe.
Po stuhnutí taveniny v spoji bude viditeľná zvlnená svorka, ktorá tesne prilieha k rúrke.
Ale pri výbere tejto metódy je potrebné zvážiť, že plastové rúrky sa nelíšia vo vysokej tuhosti. Vytvorený šev sa preto môže pri silnom vnútornom tlaku jednoducho odkloniť. Spojovacie spojenie nie je najlepším riešením na usporiadanie vykurovacej komunikácie a vytvorenie vetiev pre umývadlo.
Posúdenie silných a slabých stránok rôznych metódy na zváranie rúr z HDPE Tento článok je venovaný obsahu, ktorý vám odporúčame prečítať.
Odnímateľné spôsoby pripojenia
Ak vezmeme do úvahy možnosti pre odnímateľné pripojenia, sú realizované pomocou prírub a kompresných tvaroviek. Pri prísnom dodržaní inštalácie sa ukázalo, že sú rovnako spoľahlivé ako tie, ktoré sú vytvorené pomocou zváracieho stroja.
Akýkoľvek typ neoddeliteľného spojenia obsahuje elastickú časť. Pri krimpovaní pomocou kompresného nástroja vyplní všetky dutiny v oblasti kĺbu, čím sa eliminuje netesnosť.
Použitie armatúr z HDPE
Na implementáciu tejto metódy sa používajú kompresné tvarovky, ktoré sú hriadeľmi, doplnené vonkajšími závitmi na oboch stranách.
Sú schopné pripojiť sa k rúrkam, čím poskytujú pevné spojenie s vysokým tesniacim účinkom. V takom prípade sa skladacie spojenie nebude dať kedykoľvek odstrániť, aby sa zmenila konfigurácia diaľnice alebo aby sa vykonali neodkladné opravy.

Postupnosť krokov na získanie vhodného spojenia:
- Na pripravené konce oboch rúrok položte dištančný krúžok z polyuretánu alebo gumy. Vonkajší priemer krúžku by sa mal rovnať vnútornej veľkosti spojených rúr.
- Konce sú vybavené upínacou maticou a dvoma kompresnými podložkami. Prvá podložka je určená na vytláčanie rozperného krúžku, druhá je určená na dotiahnutie matice vzhľadom na koniec rúrky.
- Spoj sa spája podľa zásady "potrubné tvarovky - potrubia". Aby sa zvýšila spoľahlivosť, je tlačená proti dorazu na oboch stranách pomocou napínacej matice.
Na zostavenie namontovaných častí sa používa špeciálny kľúč. Upínacie matice sa odskrutkujú na spojovacích tvarovkách.

Hlavnou výhodou tohto spôsobu pripojenia je to, že je výhodné uskutočniť aj pri významnom znížení teploty okolia. Kým hranica zváraných spojov nie je menšia ako + 5 ° С.
Široká škála spojovacích prvkov, ktoré majú rôzne priemery, umožňuje zhromaždiť akékoľvek káble a vytvoriť potrebné vetvy v potrubí.
Inštaláciou príruby
Prírubové pripojenie sa zvolí, ak je potrebné spojiť PND potrubia s oceľovými rúrami. Pomocou prírub je vhodné pripojiť ventily, regulátory a uzatváracie ventily k diaľniciam.

Na inštaláciu na polyetylénové rúry sa používajú príruby, ktoré zodpovedajú norme GOST 12882.80. Majú rozšírený vnútorný priemer.
Montáž príruby sa vykonáva v tomto poradí:
- Na jednom konci sa vykoná komunikačné vlákno.
- Prvok je zaskrutkovaný do závitu.
- Výstup prvku je pripojený na prvok.
- Kĺb sa zahrieva spojkou alebo fénom.
Pred nasadením príruby je potrebné skontrolovať, či na nej nie sú ostré výčnelky a ostne, ktoré by mohli poškodiť koniec polyetylénovej rúrky.
Ako ohnúť alebo narovnať výrobok?
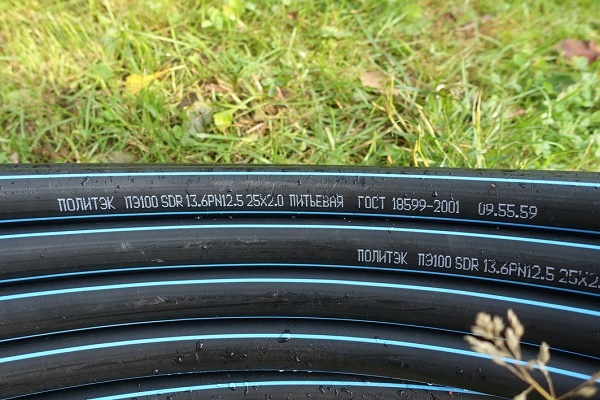
Polyetylénové rúry sú k dispozícii na predaj v 12-metrových profiloch alebo vo forme pevných výrobkov ovinutých okolo veľkých zátok. Výrobky sú skrútené a majú tvar krúžkov a sú zdeformované. Pred narovnaním alebo ohnutím zdeformovanej rúrky z HDPE sa musí rúrka zohriať.

Nízkotlakový polyetylén je známy svojou dobrou elasticitou. Táto vlastnosť však stráca pri teplote zahrievania nad + 80 ° C. Tento okamih sa používa v prípade potreby na zmenu konfigurácie produktu.
Je však potrebné pamätať na to, že v prípade rozšírenia alebo ohybu je možné teplotu zvýšiť iba na krátku dobu. Koniec koncov, polyetylénová rúra patrí do kategórie stavebných materiálov, ktoré, ak dôjde k narušeniu teploty, sa môžu poškodiť.
Prehľad metód predlžovania potrubí
Narovnajte potrubie a eliminujte záhyby, ktoré sa vyskytli počas jeho skladovania a prepravy. Najjednoduchší spôsob je po ľahkom zahriatí produktu. Ak sa výmena alebo oprava potrubia uskutoční v lete, keď sú slnečné lúče čo najteplejší, môžete ich použiť na splnenie tejto úlohy.

UV lúče nezhoršia prevádzkové parametre polyetylénu, ale súčasne môžu na chvíľu zmäknúť steny produktu. Musíte iba zmäkčenú rúrku pripevniť na pevnú podperu alebo stenu alebo ju položiť do vykopaného výkopu. Pred vyrovnaním zakrivenej rúrky z HDPE na zem musíte oblasť uvoľniť.
Ak musíte prácu robiť v zime, na zahriatie produktu použite horúcu vodu. Táto metóda je však účinná pre rúry, ktorých veľkosť nepresahuje 50 mm. Ako pomôcku na vyrovnanie môžete použiť kovové zábradlia a tehly. V každom prípade: čím kratšia je dĺžka produktu, tým ľahšie s ním bude pracovať.
Účinné metódy ohýbania obrobku
Ak nastane opačná situácia, keď je potrebné rúrku HDPE ohnúť, použije sa rovnaké tepelné spracovanie.
Na zahriatie sa používajú tieto metódy:
- dúchadlo horúceho vzduchu;
- zahrievanie stien produktu plynovým horákom;
- obklopiť povrch vriacou vodou.
Na zjednodušenie postupu ohýbania je lepšie zostaviť formovací rám. Rám, ktorého veľkosť zodpovedá priemeru ohnutej rúry, môže byť vyrobený z obyčajných drevovláknitých dosiek. Aby bol povrch rámu hladký, obrúste ho kúskom brúsneho papiera.
Ak chcete ohnúť rúrku PND fénom, práca sa vykonáva v nasledujúcom poradí:
- Ošetrené miesto je vyhrievané stavebným fénom.
- Zmäkčený polotovar je uložený vo formovacom ráme.
- Potrubie jemne ohnite bez pôsobenia nadmernej sily, aby sa produkt pri ohybe nerozbil.
Po vytvorení požadovaného uhla ohybu je potrebné produkt nechať úplne vychladnúť a až potom ho vyberte z rámu.

Dôležitý bod: pri zahrievaní potrubia musíte dodržiavať „zlatý priemer“. Ak povrch nie je v čase ohybu dostatočne zahriaty, môže sa rúra zlomiť. Ak sa v čase zahrievania ohrevný prvok priblíži príliš blízko produktu, polymér sa môže vznietiť.
Závery a užitočné video na túto tému
Zoznámte sa s nuansami zvárania a spracovania rúr z HDPE v nasledujúcich videách.
Video č. 1. Ako sa vykonáva zváranie na tupo:
Video č. 2. Príklad vytvorenia elektrofúzneho zvárania:
Video č. 3. Možnosť vyrovnania potrubia:
Pri výbere spôsobu spájania a vyrovnávania polyetylénových rúrok sa musí brať do úvahy úroveň tlaku pracovného média. Tým sa minimalizuje negatívny vplyv manipulácií s potrubím na jeho technické vlastnosti.
Poznáte technologické nuance spájania polyetylénových rúrok, ktoré nie sú opísané v tomto článku? Ak máte osobnú skúsenosť s výstavbou potrubí HDPE, o ktorú by ste sa chceli podeliť s návštevníkmi webu as nami? Do nižšie uvedeného bloku napíšte komentáre, odošlite fotku a položte otázky týkajúce sa témy článku.
 Inštalácia polypropylénových rúrok pre domácich majstrov: technológia pre prácu s PP potrubiami
Inštalácia polypropylénových rúrok pre domácich majstrov: technológia pre prácu s PP potrubiami  Ako vyrobiť stoličku z polypropylénových rúrok vlastnými rukami: pokyny na výrobu krok za krokom
Ako vyrobiť stoličku z polypropylénových rúrok vlastnými rukami: pokyny na výrobu krok za krokom  Ako ohýbať profilovú rúru vlastnými rukami bez špeciálnych nástrojov
Ako ohýbať profilovú rúru vlastnými rukami bez špeciálnych nástrojov  Inštalácia medených rúrok pre domácich majstrov: technológia inštalácie medených rúr
Inštalácia medených rúrok pre domácich majstrov: technológia inštalácie medených rúr  Inštalácia plastových rúrok vykonaná sami: technika pripojenia a príklady zapojenia
Inštalácia plastových rúrok vykonaná sami: technika pripojenia a príklady zapojenia  Kutilské remeslá z propylénových rúr: domáce možnosti pre domácich majstrov
Kutilské remeslá z propylénových rúr: domáce možnosti pre domácich majstrov  Koľko stojí pripojenie plynu k súkromnému domu: cena organizovania dodávok plynu
Koľko stojí pripojenie plynu k súkromnému domu: cena organizovania dodávok plynu  Najlepšie práčky so sušičkou: hodnotenie modelu a tipy pre zákazníkov
Najlepšie práčky so sušičkou: hodnotenie modelu a tipy pre zákazníkov  Aká je teplota farby svetla a nuansy výberu teploty žiaroviek, aby vyhovovali vašim potrebám
Aká je teplota farby svetla a nuansy výberu teploty žiaroviek, aby vyhovovali vašim potrebám  Výmena gejzíru v byte: výmena papierovania + základné normy a požiadavky
Výmena gejzíru v byte: výmena papierovania + základné normy a požiadavky 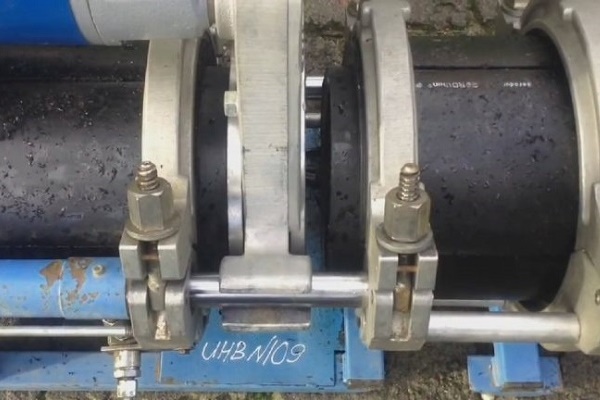{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}