Zváranie polyetylénových rúr: porovnanie metód + návod na inštaláciu

Na zostavenie elektroinštalácie z polyetylénových (PE) rúrok sú potrebné určité zručnosti pri ich zváraní a spájaní s armatúrami. Na túto prácu je tiež vhodné zariadenie používané na inštaláciu polypropylénových potrubí.
Zváranie polyetylénových rúr sa vykonáva pomocou špeciálnych zariadení a vyžaduje si určité znalosti, o ktorých budeme hovoriť v tomto článku. Budeme podrobne skúmať vlastnosti prípravného zariadenia pre zváranie, dáme odporúčania pre implementáciu kvalitného zvaru. Zvážime aj rôzne možnosti zvárania rúr z polyetylénu.
Obsah článku:
Príprava zariadenia na zváranie
Pre každý typ zvárania sa používa iné zariadenie. Nemá zmysel kupovať ho na jednorazové spojenie komunikácií metódou zadok a elektrickým zváraním, pretože cena súpravy je niekoľko tisíc dolárov. Je lepšie využívať služby spoločností tretích strán alebo prenajímať vybavenie.
Použité zváracie zariadenie
Náklady na spájkovacie zariadenie stoja medzi 100 - 200 $, takže otázka nákupu zvárací stroj Každý sa rozhodne sám.
Štandardná súprava zariadení na tupé zváranie polyetylénových rúr obsahuje:
- strediace, Jedná sa o lôžko so 4 kovovými svorkami pre rúry, z ktorých dve sú pohyblivé a dve sú pevne pripevnené k základni.
- obloženie, Je to samostatné diskové zariadenie na presné mechanické orezanie koncov zváraných rúr. Zariadenie je pripevnené k vodidlám zváracieho stroja.
- Vykurovacie zrkadlo. Je to zaoblená doska potiahnutá teflónom, na ktorú sa lisujú spoje rúrok na tavenie PE. Má zabudovaný teplomer.
- Hydraulický alebo mechanický pohon, Zariadenie na reguláciu prítlačnej sily rúrok pri ich zahrievaní a následnom pripojení.
- Redukčné vložky, Jedná sa o súpravu vymeniteľných polovičných krúžkov na upevnenie rúrok rôznych priemerov.
- Riadiaca jednotka, Zahrnuté v súpravách zariadení s automatizáciou procesu zvárania.
V skutočnosti je skupina zariadení nezávislým zariadením, ktoré vykonáva určité funkcie v rôznych fázach procesu zvárania. Môžu byť navrhnuté buď na čisto manuálne zváranie, alebo na spájanie potrubí v plne automatickom režime.
Na montáž elektrofúznych spojov sa používa vhodný zvárací stroj s integrovaným snímačom čiarového kódu. Na tento proces nie sú potrebné žiadne ďalšie zariadenia.

Na zváranie nátrubkov bude potrebné zakúpiť takúto súpravu:
- elektrické zváracie stroje;
- nožnice na rúry;
- stojan;
- kalibrátor a skosenie;
- dýzy na zahrievanie spojených prvkov.
Popri špecifikovanom vybavení môžu byť na inštaláciu rúrok potrebné aj bežné obchodné nástroje: nastaviteľný kľúč, mierka, značkovač a ďalšie.
Príprava na proces zvárania
Dôležitým faktorom kvalitného zvárania potrubí z HDPE je ich predbežná príprava. Potrebné manipulácie na vytvorenie dobrého zvaru sa uvedú vo forme pokynov.
Bezprostredne pred zahriatím spájkovaných častí potrebujete:
- Skontrolujte, či materiál a označenie spájkovaných častí sú zhodné.
- Na vyčistenie a odmastenie kĺbov pripojených výrobkov.
- Rúry vycentrujte a pevne ich upevnite.
- Plátky orežte, kým sa na dvoch obvodoch rúrky nevytvorí súvislá páska.
Koniec koncov je potrebné vyčistiť hrany pripojených častí od triesok.

Po starostlivej príprave polyetylénových rúrok a tvaroviek na zváranie si môžete byť istí, že vysokokvalitný šev je čiastočne zaručený.
Metódy zvárania pre PE rúrky
Priemyselný nízkotlakový polyetylén (HDPE) je termoplastický materiál, ktorého vlastnosti sa počas cyklov zahrievania a chladenia nemenia. Preto je dokonale vhodný na inštaláciu domácich a priemyselných potrubí.
K vzájomnému spojeniu jednotlivých rúr a tvaroviek PND dochádza pomocou odnímateľných závitových spojení alebo pomocou nasledujúcich metód zvárania:
- zásuvka;
- elektrotvarovky;
- zadok.
Rúrky s hrúbkou steny do 4,5 mm (priemer do 50 - 110 mm) sa spájkujú prvými dvoma spôsobmi a pre silnostenné rúrky sa používa metóda beztavového zvárania na tupo.

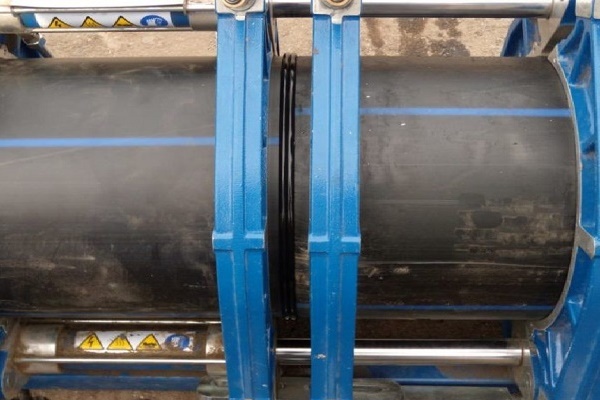
Možnosť č. 1 - režim zvárania na tupo
Pri zváraní na tupo je dôležité kontrolovať kritické parametre: teplota nástroja a plastu, upínacia sila a trvanie operácií. Pri absencii snímačov týchto hodnôt je nepravdepodobné, že by bolo možné stabilne získať vysoko kvalitný šev.
Je lepšie zvážiť postupné pokyny pre tupé zváranie polyetylénových rúr s príkladom poloautomatického zariadenia s hydraulickým pohonom.
Zváranie na tupo sa vykonáva, ak hrúbka steny polyetylénového potrubia nepresahuje 5 mm a jeho priemer nepresahuje 50 cm. Táto technológia zahŕňa niekoľko štandardných krokov:
Krok č. 1 - zahrievanie kĺbov
Po spracovaní koncov rúrok sa zváracie zrkadlo zahreje na teplotu 200 - 230 stupňov a umiestni sa do stredu centralizátora. Potom sa pomocou hydraulického pohonu okraje rúrok HDPE pevne pritlačia na ňu silou 4 až 6 kg / cm2.
Po priblížení sa veľkosti frézy k minimálnym povoleným hodnotám sa sila zníži na 0,2 až 0,5 kg / cm2 a plastická hmota sa pokračuje v zahrievaní po celú štandardnú dobu. Zváranie je prípustné pri teplotách od 15 mrazy do 45 tepla, ale v chladných podmienkach je možné predĺžiť dobu zahrievania.

Krok č. 2 - potrubné pripojenie
Po nevyhnutnom zahriatí a roztavení PND v spojoch sa rúry hydraulicky poháňajú, zrkadlo sa odstráni a zvarené povrchy sa znovu pritlačia proti sebe silou 1 až 3 kg / cm2. Veľkosť otrepu sa vizuálne sleduje, a preto sa tlak môže meniť.

Krok č. 3 - chladenie a kontrola
Potrubia sú naďalej pritláčané proti sebe, kým nie je spojenie úplne ochladené.Po odstránení sily z hydraulického pohonu sa rúry vyberú zo svoriek centralizátora a vyhodnotí sa stav zvaru a otrepov. Ak sú ich parametre normálne, rúra je pripravená na prevádzku.
Variant # 2 - hrdlové zváranie rúr z HDPE
Po predbežnom orezaní a príprave rúr a častí z HDPE môžete začať zvárať s hrdlom. Tento proces bude prehodnotený ako postupná inštrukcia.
Krok č. 1: príprava spájkovačky
Optimálna teplota pre zváranie polyetylénových rúr sa pohybuje od 210 ° C, preto sú vhodné iba spájkovačky s nastaviteľným ohrevom. Pred pripojením k sieti je potrebné navliecť na žehličku špeciálne obojstranné dýzy (rukáv a tŕň) a na krížový stojan položiť spájku.

Po dosiahnutí nastavenej teploty sa na nej rozsvieti signálna (zvyčajne zelená) kontrolka.
Krok č. 2: zahrievanie častí
Pri práci s horúcimi rúrami je bezpečnejšie používať rukavice. Na zahriatie častí je potrebné súčasne jednu pripojenú časť vytiahnuť na tŕň a druhú vložiť do kovovej objímky.

Ak chcete zachovať hĺbku pripojenia, môžete pomocou značky vopred označiť zodpovedajúcu značku na potrubí a potom ju pri dokovaní zahrievaných produktov navigovať.

Hore je tabuľka s približnými časovými rámcami pre vykurovacie, dokovacie a chladiace rúrky, ako aj hĺbku zasunutia do objímky. Pri mínusových teplotách sa môže doba zahrievania materiálu predĺžiť o 1-2 sekundy.
Krok č. 4: pripojenie častí
Po zahriatí musí byť produkt súčasne odpojený od dýz a priamym pohybom musí vstúpiť do potrubia do hrdla označenej línie. Nie je možné vzájomne kroutiť časti. 5-10 sekúnd po spojení môže akýkoľvek pohyb viesť k prudkému poklesu pevnosti kĺbu.

Po ochladení je vhodné skontrolovať vytvorený vnútorný šev na prítomnosť priehybu blokujúceho lúmen rúrky. Ak je zúžené, je lepšie znovu spájkovať spojenie, aby sa zabránilo poklesu tlaku v systéme.
Variant # 3 - elektrofúzne zváranie polyetylénu
Najjednoduchším a najrýchlejším spôsobom je zváranie polyetylénových rúrok pomocou elektrofúznej spojky. Plastové tvarovky majú zabudovanú kovovú špirálu, ktorá nezávisle ohrieva spojené povrchy a taví PE.
Pri tejto metóde musíte navyše utrácať peniaze za elektrické spojky, ktorých náklady začínajú 3 až 4 dolármi za kus. Preto sa takéto zváranie používa iba na miestach, kde nie sú dostupné metódy na zadok a päticu. Výhodou metódy elektrofúzie je schopnosť spájať rúrky s hrúbkou 4,5 mm alebo menej.
Hlavné fázy zvárania:
- Čistenie a opracovanie tvaroviek a koncov rúr.
- Vycentrovanie a vloženie potrubia do elektrofúznej spojky
- Pripojenie armatúry k elektrickým kontaktom špeciálneho zváracieho stroja, ohrev pripojenia.
Posledným stupňom je výpadok prúdu a chladiace potrubie.

Na elektrických spojkách je čiarový kód s kódovanými parametrami pre čas zahrievania, prúd a napätie.Číta sa skenerom zváracieho stroja, ktorý potom vykoná proces spájkovania v automatickom režime. Výrobky sú pevne a bezpečne zvárané na veľkej ploche.
Správne tupé zvary
Správne vykonanie všetkých pokynov na zváranie je možné posúdiť na základe konečného vzhľadu polyetylénovej zlúčeniny. V prípade vzniku nesprávneho spoja a vysokého rizika presakovania počas ďalšej operácie je lepšie prerušiť spojenie okolo okrajov a privariť nový.
Pri správne vykonanom spoji by veľkosť nárazového valca mala zodpovedať štandardným hodnotám.

Na parametre valcov sú potrebné ďalšie požiadavky:
- Symetria a rovnomernosť po celom obvode kĺbu.
- Posun stien rúrok v radiálnej rovine by nemal byť väčší ako 10% ich hrúbky.
- Farba valcov by mala byť rovnaká ako farba rúrky.
- Dutina medzi mriežkami by nemala ísť hlbšie, ako je úroveň vonkajšieho povrchu rúrok.
Prirodzene je úplne vylúčená prítomnosť trhlín a pórov.


Príčinou asymetrie valcov okolo obvodu môže byť zlé predbežné frézovanie alebo umiestnenie pokosovej hlavy pod uhlom k rúrke.
Pokyny na inštaláciu polyetylénovej rúrky
Na spojenie polyetylénových rúr s prvkami na prívod vody sa môžu použiť tieto pripojenia:
- nedelený;
- odnímateľná.
Jednodielne spoje sa získavajú spájkovaním rúrok navzájom alebo so špeciálnymi zváranými tvarovkami. Táto metóda je lacná, ale výsledné návrhy sú často ťažkopádne. Pri inštalácii podzemných stacionárnych vodovodných potrubí je opodstatnené použitie jednodielnych spojení.
Na zostavenie dočasných systémov z polyetylénových rúrok, ako aj v neprítomnosti zváracích zariadení sa môžu použiť závitové kompresné tvarovky, ktorých inštalácia bude uvedená ďalej.
Potrubné pripojenie k lisovacej armatúre
Tlakové armatúry sú drahšie ako zvárané modely, sú však skladacie a ľahko ovládateľné. Odporúčania na ich inštaláciu sú uvedené v nasledujúcich podrobných pokynoch.
Krok 1 - Vonkajšia kontrola a orezávanie
Zostavenie systému z polyetylénovej rúrky a plastovej kompresnej tvarovky začína ich kontrolou prasklín a hlbokých škrabancov. Poškodený úsek potrubia je lepšie okamžite odrezať.
Plastovú rúrku môžete rezať nožom a špeciálnou rezačkou. Výsledkom by mal byť dokonale kolmý rez bez háčikov a vĺn. Ak chcete odstrániť nerovnosti, môžete si kúpiť ručný zastrihávač.

Druhý krok - Nasadenie armatúr na potrubie
Najskôr sa na hadicu nasadí upínacia matica, potom objímka, potom upínací krúžok a na konci sa vytiahne gumové tesnenie.

Koniec rúrky je zasunutý úplne do telesa armatúry a prvky nosené na hadici sú tlačené k závitu.Potom sa zvieracia matica pevne krúti ručne. Ak máte retiazkový kľúč, môžete ich utiahnuť.
Upevňovaciu maticu nie je potrebné ponáhľať - môže dôjsť k jej zošikmeniu. S tesným priebehom je lepšie znovu uvoľniť spojenie a zopakovať proces montáže.
Po namontovaní je potrebné skontrolovať tesnosť spojenia. V prípade netesnosti môžete maticu ľahko otočiť nastavením konštrukčných prvkov.
Vložte sedlo do potrubia
Ak potrebujete vytvoriť vetvu z polyetylénového potrubia, nie je potrebné kupovať tričko. Bude stačiť vyvŕtať do nej dieru a vložiť sedlo. O tom, ako to urobiť, sa bude diskutovať v postupných inštrukciách.
Prvý krok - príprava
Najprv musíte skontrolovať, či sú pripojené výrobky škrabance a praskliny, a ich povrch utrite navlhčenou handrou.
Krok dva - Montáž svoriek
Nasaďte obe časti svorky na potrubie a dotiahnite matice kľúčom. Účelom postupu je pevné upevnenie sedla.

Krok 3 - Vŕtanie
Označte bod v strede otvoru sedla a pásik na okrajoch kovania označte značkou, aby ste si pamätali jeho polohu. Odskrutkujte sedlo a vyberte jeho časti. Vrták z polyetylénu vyvŕtajte na určené miesto pomocou vŕtačky s požadovaným priemerom.

Krok 4 - Zostavenie sedla
Vyčistite vnútro PE rúrky od triesok a odstráňte všetky háčiky z okrajov vyvŕtaného otvoru. Podľa vyššie uvedených značiek pripevnite časti potrubia k rúrke a pevne dotiahnite upevňovacie matice.

Pri zaskrutkovávaní potrubia alebo montáži do zdravotnej sestry môžete zabaliť niekoľko vrstiev dymovej pásky.
Časť sedla s výstupom môže mať na strane potrubia drážku pre gumený tesniaci krúžok. Preto je v prípade tesniaceho prostriedku potrebné vložiť ho medzi potrubie a tvarovku.
Ak potrebujete potrubie ohnúť v určitej časti potrubia, odporúčame vám to urobiť podľa pokynov, uvedené tu.
Závery a užitočné video na túto tému
Navrhované videá budú jasne demonštrovať všetky typy zvárania rúrok HDPE, ako aj zoznámiť sa s procesom montáže lisovacej tvarovky a sedla.
Nátrubkové zváranie polyetylénových rúr:
Proces elektrofúzneho zvárania:
Zváranie rúr na tupo pomocou poloautomatického zariadenia s hydraulickým pohonom na tupo:
Inštalácia na tlakovú tvarovku:
Inštalácia sedlov na rúrku HDPE:
Samoinštalovanie polyetylénových vodovodných potrubí si vyžaduje určité vedomosti a zručnosti, ale je celkom uskutočniteľné podľa vyššie uvedených pravidiel. Ak nie je k dispozícii špeciálne vybavenie, je možné zostaviť vodovodný systém bez použitia náradia, a to iba pomocou kompresných tvaroviek.
Existuje mnoho možností montáže, ale musíte použiť tú, ktorá poskytne výsledok s minimálnymi finančnými nákladmi.
Určite najlepší spôsob zvárania polyetylénu a chcete objasniť niektoré body? Neváhajte a položte svoje otázky našim odborníkom - pokúsime sa vám pomôcť.
Alebo možno chcete zdieľať osobné skúsenosti s inštaláciou polyetylénu doma? Napíšte svoje komentáre, pridajte jedinečné fotografie - vaše informácie budú užitočné pre mnohých začiatočníkov.
 Potrubné svorky: Prehľad druhov a pokyny na inštaláciu
Potrubné svorky: Prehľad druhov a pokyny na inštaláciu  Vyrábame krabicu na rúry v kúpeľni: pokyny na inštaláciu krok za krokom
Vyrábame krabicu na rúry v kúpeľni: pokyny na inštaláciu krok za krokom  Inštalácia rúr z HDPE pre domácich majstrov: pokyny pre zváranie + ako tieto rúrky ohnúť alebo narovnať
Inštalácia rúr z HDPE pre domácich majstrov: pokyny pre zváranie + ako tieto rúrky ohnúť alebo narovnať  Technológia zvárania pre domácich majstrov pre polypropylénové rúry: prehľad metód a nuancií
Technológia zvárania pre domácich majstrov pre polypropylénové rúry: prehľad metód a nuancií  Pripojenie medených rúrok: pokyny a porovnanie rôznych inštalačných technológií
Pripojenie medených rúrok: pokyny a porovnanie rôznych inštalačných technológií  Sito vyrobené z plastových rúrok: typy priečok + postupné výrobné pokyny
Sito vyrobené z plastových rúrok: typy priečok + postupné výrobné pokyny  Koľko stojí pripojenie plynu k súkromnému domu: cena organizovania dodávok plynu
Koľko stojí pripojenie plynu k súkromnému domu: cena organizovania dodávok plynu  Najlepšie práčky so sušičkou: hodnotenie modelu a tipy pre zákazníkov
Najlepšie práčky so sušičkou: hodnotenie modelu a tipy pre zákazníkov  Aká je teplota farby svetla a nuansy výberu teploty žiaroviek, aby vyhovovali vašim potrebám
Aká je teplota farby svetla a nuansy výberu teploty žiaroviek, aby vyhovovali vašim potrebám  Výmena gejzíru v byte: výmena papierovania + základné normy a požiadavky
Výmena gejzíru v byte: výmena papierovania + základné normy a požiadavky {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Plastové rúrky na zásobovanie vodou a kúrenie sú samozrejme veľmi pohodlné a každý človek, ktorý má ruky, ich môže skutočne nainštalovať. Ale prečo nikto nehovorí o bezpečnostných opatreniach pri zváraní týchto rúrok, že iba ortuť s olovom môže byť škodlivejšia ako tlejúce plastové pary.
Uistite sa, že používate respirátory, vetrajte miestnosť. Domáce zvieratá, najmä deti a zvieratá (tu hovoríme o telesnej hmotnosti), sa posielajú na návštevu na opravu.
Plast uľahčuje život v mnohých oblastiach - ale tiež nás zabíja ... Postarajte sa o seba!
Dobrý deň, Elina, chápem vaše obavy, a preto chcem podrobnejšie odhaliť hlavné body, ktoré sa týkajú bezpečnosti. Najprv musíte pochopiť, že povolanie zvárača polyetylénových rúr je povolanie so zvýšeným nebezpečenstvom.
Pozrime sa však na body pre bežných občanov:
- je potrebné zabezpečiť normálne vetranie v miestnosti, v ktorej budú zvárané polyetylénové rúry;
- musíte pracovať v špeciálnom oblečení;
- používajte špeciálne ochranné rukavice;
- používať respirátory;
- robiť prestávky v práci a dýchať čerstvý vzduch.
Ak budete pozorovať tieto body, proces zvárania polyetylénových rúrok nebude spojený s poškodením tela.