Svetsmaskin för polyetenrör: som är bättre att köpa och hur man använder den på rätt sätt

Polyetenrör är lätta, enkla att installera och relativt billiga. För att lägga kommunikationer av denna typ behövs en svetsmaskin för polyetenrör. Korrekt användning av utrustning och överensstämmelse med arbetstekniken gör att du kan få en pålitlig, nästan monolitisk anslutning som kommer att pågå i många år.
Vi kommer att prata om hur du väljer en enhet för bildning av hållbara och täta fogar. I vår artikel beskrivs detaljerna i svetssektionerna i en polyetenrörledning. De som vill utföra arbete på egen hand hittar användbara rekommendationer.
Funktioner i svetsstrukturer av polyeten
En av de användbara egenskaperna hos polyetenrör är viss designflexibilitet. Svetsning gör att du kan spara den här egenskapen i korsningen mellan enskilda delar av motorvägen, vilket säkerställer enhetliga egenskaper längs hela längden.
Sådana rör kokas både för dike och dikenfri läggningom stål- eller glasfiberrör används som huvudfallet.
Oftast används två typer av svetsning för att ansluta polyetenstrukturer: rumpa och elektrofusion (det är också termistor). Innan du väljer rätt utrustning bör du bli bekant med svetsteknologisom ska observeras vid anslutning.
När man arbetar med rör tillverkade av polyeten, värms strukturens ändar först till smälttemperaturen, därefter ansluts och komprimeras de under tryck. Det låter enkelt, men i praktiken för att få en kvalitetssvets behöver du goda yrkeskunskaper.

Det är nödvändigt att korrekt bestämma tiden för varje steg, såväl som arbetstrycket som kommer att utövas på arbetsytan under uppvärmning och anslutning. Det rekommenderas att arbetet utförs vid en omgivningstemperatur inom -15 ... + 45 grader. Denna metod är inte lämplig för konstruktioner med en väggtjocklek på mindre än 4,5 mm.

Butt svetsning kan utföras av två specialister, medan tung utrustning inte behövs. Arbetstid och energikostnader för genomförandet i detta fall kommer att vara mycket måttliga.
Mer detaljerat är driftsschemat för rumpsvetsning enligt följande:
- Ändarna på kommunikationen vid anslutningspunkterna ska skäras för att rengöras från kontaminering och eliminera bulor.
- Därefter värms rörets ändar med hjälp av en svetsmaskin för att bilda den primära brunnen.
- Uppvärmningen fortsätter under en tid för att nå smältpunkten för polyeten.
- Nu avlägsnas svetsmaskinen, och rörets heta ändar är snyggt anslutna och bildar efterbehandlingsborrningen.
- Det återstår att vänta på att strukturen svalnar och kontrollerar svetsens kvalitet.
För att trimma ändarna med ett specialverktyg - elektrisk trimmer. Med den här enheten kan du klippa strikt vinkelrätt mot konstruktionens axel.
Trimning utförs av mikrolag tills en kontinuerlig polyetentejp erhålls vid skärpunkten. Temperaturen och tiden för exponering av värmaren för rörens ändar bestäms med hänsyn till materialets kvalitet.

Det är mycket viktigt att förhållandet mellan dessa indikatorer och trycket på arbetsytan bibehålls med maximal noggrannhet. Detta är det avgörande ögonblicket för en kvalitetssvets.
I slutet av uppvärmningssteget är det nödvändigt att mycket snabbt och samtidigt ta enhetens värmare åt sidan för att inte bryta mot arbetsytans integritet och för att undvika oavsiktlig förorening.
Vid anslutning av ändarna uppvärmda till nödvändig nivå HDPE-rör det är nödvändigt att tillhandahålla samma tryck som vid uppvärmning av ytor. Svetskylning bör också utföras mycket noggrant. De anslutna rören får inte tas bort förrän den uppvärmda polyetenen sätts ner.

Om alla operationer utförs korrekt bildas en snygg, symmetrisk krage vid korsningen mellan elementen. Om sömmen ser ojämn eller rörig ut, betyder det att allvarliga brister gjordes under svetsprocessen. Styrkan hos en sådan förening kommer att vara mycket tveksam.

Om det är nödvändigt att ansluta rör med tunna väggar (mindre än 4 mm) rekommenderas det att föredra elektrofusionssvetsning, som också kallas termistursvetsning. Detta alternativ låter dig också skapa en anslutning av hög kvalitet, medan processen att utföra arbete är ännu enklare än att använda rumpmetoden.
För att utföra svetsning av denna typ ska följande steg utföras:
- För att rensa ut ytorna på ändarna och den del av röret som kommer att vara under kopplingen med god marginal.
- Avfett arbetsytor.
- Ta bort oxidskiktet.
- Montera kopplingen på arbetsytor.
- Centrera designen.
- Utför uppvärmning och svetsning av fogen.
- Vänta tills svetspunkten har svalnat helt.
Allt förberedande arbete bör utföras med stor försiktighet, eftersom närvaron av även de minsta föroreningarna kan påverka anslutningens kvalitet avsevärt. Om främmande ämnen oavsiktligt faller på ytan efter att oxidskiktet har tagits bort, bör rengöringen upprepas.
Kylprocessen har samma krav som vid användning av rumpmetoden. Varje förändring i rörets position under denna period kan vara dödlig för svetsen. Elektrofusionssvetsning utförs med beslag, i vilka metalluppvärmningsspiraler läggs vid tillverkningen.
För att starta processen bör du installera armaturen i korsningen och fästa den på svetsmaskinen, som utför värmen.Under svetsprocessen expanderar monteringsmaterialet, vilket ger nödvändigt tryck och tillräcklig tätning. I slutet av arbetet kopplas strömmen bort och beslaget kvarstår i korsningen.
En annan intressant metod för svetsning av polyetenrör - uttaget. Detta är det minst populära alternativet, som till skillnad från de tekniker som beskrivs ovan endast kan användas för att lägga intern kommunikation. Det är också en ganska enkel metod, tekniskt sett mycket lik processen för lödning av rör från polypropen.

Sockelsvetsning kan rekommenderas i rum där rörledningens utformning är komplex, fylld med sluttningar och svängar. För att utföra operationer av denna typ används nästan samma lödkolv som för polypropenstrukturer, och utrustningsinställningarna skiljer sig inte mycket.
Hur lagar man polyeten?
Baserat på information om funktionerna i svetsstrukturer tillverkade av polyeten, kan du bestämma de viktigaste punkterna som bör beaktas när du väljer lämplig utrustning:
- röregenskaper: polyetenkvalitet, diameter, väggtjocklek osv.;
- funktioner för pipeline-konfigurationen;
- plats för att lägga rör (inomhus eller utomhus);
- acceptabel grad av processautomation;
- lämplig svetsteknologi etc.
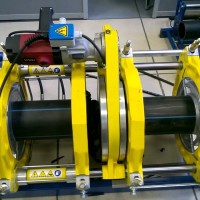
För svetsning av rörledningar, använd specialutrustning.
Till förfogande för mästarna finns det enheter med vilka du kan utföra svetsning i manuellt, automatiskt och halvautomatiskt läge. Det enklaste sättet att behärska arbetet med en handhållen enhet, men det är endast avsett för rör med liten diameter.

Parametrar måste bestämmas från tabellerna. Noggrannheten för svetsning på handhållen utrustning är inte alltid tillräckligt hög för att framgångsrikt kunna arbeta med dessa typer av enheter, viss erfarenhet krävs. Halvautomatiska enheter är mycket mer praktiska, de är utrustade med hydraulik: en station och en centraliserare, vilket i hög grad förenklar manipuleringen.

Dessa enheter används för att ansluta rör med större diameter än när man arbetar med manuell utrustning. Även om rörelsen för enhetens element automatiseras med hjälp av hydrauliska anordningar måste svetsparametrarna fortfarande ställas in enligt tabellerna.

Här styrs processen fullständigt av datorprocessorn. Guiden behöver bara ange de nödvändiga parametrarna, till exempel materialet från vilket röret är tillverkat, konstruktionens diameter, SDR, etc.
Vid användning av tabeller fungerar svetsare med begrepp som:
- rörväggtjocklek;
- värmarens driftstemperatur;
- strukturens diameter;
- slutuppvärmningstid;
- storlek på burr;
- tryck av svetsning och förvärmning;
- uppvärmning och omjusteringstid;
- tid att skapa press i stadiet för byggandet av strukturen;
- kylningstid.
Värmarens temperatur beror huvudsakligen på egenskaperna hos materialet från vilket rören är tillverkade. För att bestämma denna parameter används inte bara tabeller utan också diagram.
Hög kvalitet skiljer sig baksvetsutrustning från den schweiziska tillverkaren “Georg Fischer”. Sortimentet är väldigt varierat och kännetecknas av europeisk kvalitet och med rätt pris. Relativt billiga är KL Line- och Weld Line-linjalen.
De låter dig laga mat med en diameter på 630 mm eller mindre, kännetecknas av en förenklad design, vilket ger ökad tillförlitlighet för enheten. Lämplig för installation av vattenledningar och avlopp, inkl. och tryck.
GF Line-svetsmaskiner från samma tillverkare har en mer komplex anordning och är dyrare. Det här är automatiska enheter som använder SUVI-teknik. Sådana enheter används ofta vid läggning av gasledningar, de är lämpliga för arbete med rör med en diameter på 160-1200 mm.
För elektrofusionssvetsning kan enheter som automatiserar processen i varierande grad också användas. Kvaliteten på svetsningen beror inte bara på typen av apparater utan också på kvaliteten på dess prestanda, såväl som på driftsförhållandena.
Professionella rörlager föredrar att använda enheter för arbete. De är utrustade med en skanner som skannar streckkoden från rörtillverkaren.

Det krypterar ett komplett block med information om funktionerna i detta material. Efter skanning kommer alla nödvändiga inställningar att ställas in. Om rören är rena och förberedda kan du omedelbart börja löda. Bra anordningar för elektrofusionssvetsning styr inte bara varje steg i svetsarbetet utan ger också en varning i händelse av fel.
När du väljer apparattyp bör följande funktion hos svetsutrustningen beaktas. Termistoranordningar är lämpliga för arbete med rör med nästan vilken diameter som helst, eftersom uppvärmningen utförs genom en koppling av lämplig storlek. Men enheter för rumssvetsning måste tas för en specifik diameter på strukturen.

Termistoranordningar för svetsning har dessutom ett mycket rimligt pris jämfört med analoger för rumssvetsning. Men man bör komma ihåg att när de används, måste elektrokopplingar betala separat. För rör med små diametrar är kopplingarna inte så dyra, men när man arbetar med stora konstruktioner kan skillnaden i pris bli märkbar.
Faktum är att polyetenrör med små diametrar (110 mm och mindre) levereras i fack. På detta sätt kan sömlös och flexibel kommunikation upp till 200 meter lång erhållas.
För installation av en sådan design krävs ett minimalt antal anslutningar. Men när det gäller rör med en diameter på mer än 110 mm är köparen inte försedd med fack utan delar med en längd på endast 12 mm eller mindre.

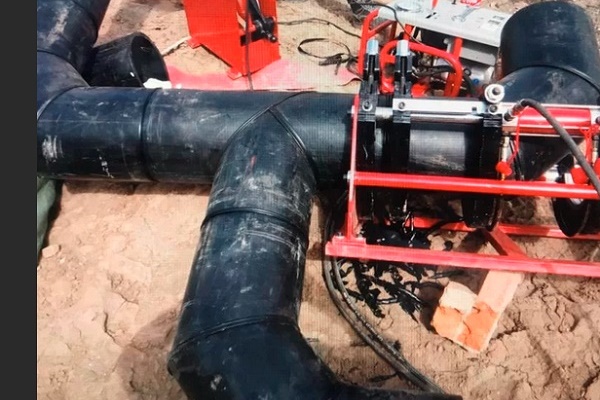
Uppenbarligen, för installation av en sådan pipeline, kommer ett betydande antal elektriska kopplingar att behövas för att ansluta många sektioner på 12 meter. Elektrofusionssvetsutrustning är kompakt i storlek.
Om arbetet måste utföras under trånga förhållanden kan detta alternativ bli det enda möjliga. Den minsta diametern för strukturer som använder elektrofusionssvetsning kan också vara nästan vad som helst, från 20 mm.
Man bör också uppmärksamma möjligheten att reparera rörledningen om ett sådant behov uppstår. Även de geologiska funktionerna på webbplatsen där bokmärket görs är relevanta avloppsledning eller vattenlinjer. I exempelvis seismiskt farliga områden är svetsning av rumpor oacceptabel, termistormetoden är obligatorisk för användning.
När du väljer svetsutrustning bör du vara uppmärksam på frågor som garantiåtaganden, tillgång till kundservice, möjligheten till regelbunden certifiering av enheten etc. En pålitlig säljare måste ha tillstånd för utrustning som vanligtvis produceras utomlands.
Slutsatser och användbar video om ämnet
Jämförelse och användbara tips för att välja svetsmaskiner:
Den här videon visar steg-för-steg-processen att montera en svetsare för pp-rör med dina egna händer:
Att välja en lämplig svetsmaskin för rör av polyeten är inte så svårt. Det är bättre att föredra produkter från kända tillverkare i en acceptabel priskategori. Med exakt anslutning till svetstekniken kan en pålitlig anslutning erhållas.
Berätta om hur du valde en svetsmaskin för montering av en polymerrörledning hemma eller på landet. Dela de argument som bestämde ditt val. Lämna kommentarer i blocket nedan, posta ett foto om ämnet för artikeln, ställ frågor.
 Hur rumpsvetsning av polyetenrör utförs: information om arbetet
Hur rumpsvetsning av polyetenrör utförs: information om arbetet  Lödningstemperatur för polypropylenrör: huvudsakliga steg för självsvetsning + värdetabell
Lödningstemperatur för polypropylenrör: huvudsakliga steg för självsvetsning + värdetabell  Gasbrännare för hårlödning av kopparrör: de viktigaste typerna av brännare + tips för potentiella köpare
Gasbrännare för hårlödning av kopparrör: de viktigaste typerna av brännare + tips för potentiella köpare  Elektrisk svetsning för nybörjare: nyanserna av svetsning och analys av grundfel
Elektrisk svetsning för nybörjare: nyanserna av svetsning och analys av grundfel  Hur man lagar vertikala och horisontella sömmar med elektrisk svetsning: steg-för-steg-instruktioner
Hur man lagar vertikala och horisontella sömmar med elektrisk svetsning: steg-för-steg-instruktioner  Hur mycket kostar det att ansluta gas till ett privat hus: priset för att organisera gasförsörjningen
Hur mycket kostar det att ansluta gas till ett privat hus: priset för att organisera gasförsörjningen  De bästa tvättmaskinerna med torktumlare: modellbetyg och kundtips
De bästa tvättmaskinerna med torktumlare: modellbetyg och kundtips  Vad är ljusets färgtemperatur och nyanser av att välja lampans temperatur för att passa dina behov
Vad är ljusets färgtemperatur och nyanser av att välja lampans temperatur för att passa dina behov  Byte av en geyser i en lägenhet: pappersarbete + grundnormer och krav
Byte av en geyser i en lägenhet: pappersarbete + grundnormer och krav {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Kan du säga något om svetsmaskinen för Protva PE-rör? De erbjöd för misstänksamt lite pengar. Jag tvivlar på om jag ska ta det.