Hur man lagar vertikala och horisontella sömmar med elektrisk svetsning: steg-för-steg-instruktioner

Elektrisk svetsning är en teknik för att kombinera metallernas struktur genom att värma och smälta genom en elektrisk båge. Det har blivit utbredd inom olika sektorer av ekonomin, inklusive den privata sektorn.
I själva verket kan denna metod användas för att svetsa alla metaller tillsammans med hänsyn till temperaturen på den elektriska bågen (7000-8000 grader). Men innan du vänder dig till den här tekniken måste du studera hur du lagar en vertikal söm med elektrisk svetsning och hanterar tekniken för att få en horisontell söm.
Artikelens innehåll:
Svetsar: Allmänna definitioner
Tekniken för svetsmetaller är nära besläktad med begreppet svets. Detta bildas i processen för stelning av metall, smält genom elektrisk bågsvetsning.
Beroende på svetsplatsen kan sömmen placeras horisontellt eller vertikalt. Dessutom kan sömns rumsliga läge vara nedre, laterala, övre.

Det enklaste och lättaste att utföra är läggningen av svetsar i planet för den nedre horisonten. Under sådana förhållanden kan smält metall enkelt kontrolleras.

De återstående alternativen för placering av sömmar i rymden (lateral och övre) erkänns som tekniskt svåra att utföra, vilket kräver studier av svetsningstekniker och utveckling av relevant erfarenhet.
Hur man lagar en vertikal söm?
Komplexiteten hos svetsstyrning under förhållandena för att skapa en vertikal söm beror på det vanliga fysiska fenomenet - tyngdkraft. Detta påverkar massan av smält metall, som i flytande form rusar ner.
Här är en professionell svetsare att förhindra att den smälta massan rivs bort från svetsplatsen. För att uppnå detta resultat kommer en stabilt brinnande elektrisk båge, som hålls på det minsta tillåtna avståndet från änden av elektroden till svetsbassängen, att hjälpa.
Tekniken nedifrån och upp
Den vertikala fogen svetsas som regel med elektroden i riktningen från den nedre punkten till den övre. En sådan väg ger mer stabil kontroll, och den elektriska bågen håller med säkerhet det smälta badet och förhindrar spridning. Det är passagen nedifrån och upp som lyckas bilda den vertikala sömmen av högsta kvalitet.

Innan du börjar svetsa en vertikal söm är det naturligtvis nödvändigt att förbereda fogens gränser, bearbeta den i enlighet med de tekniska kraven. Svetsmaskinen måste justeras till svetsförhållandena (inställ ström, plocka upp elektroden).
Ursprungligen görs flera punkts "tacks" längs sömlinjen - svetsas med en kort söm (1-2 cm). Syftet med sådana åtgärder är att under uppvärmningsprocessen eliminera förskjutningen av de delar som svetsas på grund av termisk deformation.

När fogen svetsas vertikalt hålls vinkeln på elektrodretention i förhållande till det plan på vilket sömmen ska läggas inom 45-90 °.
Svetsinstruktionen anger följande åtgärder:
- Kontakten mellan elektroden på metallen tänder en båge.
- "Tack" görs i 3-4 punkter längs korslinjen från mitten till kanterna.
- Svetsning börjar längst ner på korsningen.
- Elektrodslaget riktas uppåt, svetsbassängen hålls i arbetsområdet.
Elektroden bör avanceras med måttlig hastighet.Det viktigaste hastighetskriteriet är bildandet av den optimala mängden smält svetsbassäng.
Samtidigt med elektrodens vertikala slag är tvärgående sicksackrörelser med "halvmåne", "fiskbens" eller annat "mönster" tillåtna. Men den tvärgående slagtekniken verkar endast relevant för metaller med en väggtjocklek på mer än 4 mm.
Det rekommenderas att svetsa metall med en vertikal söm i ett pass utan att stoppa. För inledande svetsare verkar detta vara svårt. Men erfarenheterna växer snabbt.
Top down teknik
Efter att ha fått erfarenhet lägger svetsarna lätt en vertikal söm genom att flytta elektroden från topp till botten. Vad är tricket med att utföra en sådan operation?
Det är enkelt: att sätta en elektrisk båge i brand, elektroden installeras relativt arbetsplanet i en vinkel på 90º. Så snart metallen vid bågformationen börjar smälta ändras elektrodens vinkel till 15-20º, vilket sänker hållaren något.

Elektrodkablarna längs förbindningslinjen av tjockväggiga metaller utförs också genom tvärgående sicksack av en "sågtand" eller "rektangulär" form. Vissa svetsare använder den "vågliknande" smältfördelningstekniken.
Samtidigt åtföljs metoden för att bilda en vertikal söm i riktningen från topp till botten av stora svårigheter för svetsaren. Men enligt många experter ger svetsning i denna form det bästa resultatet när det gäller kvalitetsindikatorer.
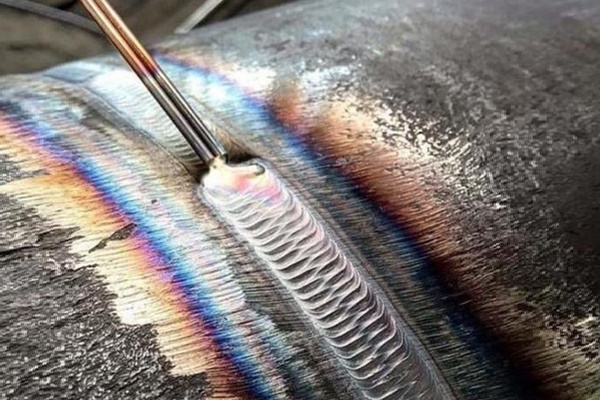
Horisontell svetsteknologi
Specificiteten för att svetsa en horisontell söm är nästan densamma som för en vertikal. Tekniska nyanser - igen, manipulera installationsvinklarna på elektroden.
Rörelseriktningen under svetsning av delar vid korsningen kan väljas från dess extrema vänstra punkt till extrem högerpunkt eller vice versa. Det specifika riktningsvalet bestäms av svetsaren, baserat på graden av personlig bekvämlighet.

Men hur tillagar man en horisontell söm med elektrisk svetsning för att förhindra att smälten rinner ut ur kullen på grund av den verkande tyngdkraften?
Här måste svetsaren välja ett elektrodläge där den elektriska bågens brinnande kraft skulle motsvara tyngdkraften hos metalldropparna. Du kan behöva justera strömstyrkan och experimentellt välja den optimala hastigheten för att flytta elektroden.
Vanligtvis utförs svetsningen av en horisontell söm kontinuerligt tills den är fullständig. Men om det inte är möjligt att kontrollera smältan (svetsbassängen) kan du försöka ändra tekniken - gå i farten med periodisk utrotning av bågen.
Alla dessa subtiliteter samlas med tillkomsten av svetserfarenhet. Försök därför inte om ingenting är framgångsrikt från de första försöken.

Bildningen av en horisontell söm med önskad bredd och penetreringsdjup åstadkommes som regel på grund av den försiktiga sidorörelsen av den brinnande änden av elektroden från kanten av den ena sammanfogade delen till kanten av den andra.
För svetsning av metaller upp till 4 mm tjocka, används olika versioner av "mönstret" av den tvärgående elektrodslagen. Det finns inga specifika rekommendationer om detta ämne. Det viktigaste är att få den nödvändiga sömbredden och penetreringsdjupet.
Arc: optimal längdkontroll
Gapet mellan elektrodens heta ände och metallplanet, tillräckligt för bildandet av en elektrisk urladdning, kallas båglängden. En av huvuddragen i svetsarens instruktioner är att styra den optimala båglängden.
Teoretiskt sett kan du i svetsläget få tre båge mellanrum:
- kort (1 - 1,5 mm);
- lång (3,5 - 6 mm);
- normal (2 - 3 mm).
Otillräcklig uppvärmning av metallen i bredd är karakteristisk för den korta bågsbränningen. På kanterna på sömmen finns det i sådana fall en så kallad "undercut" - en liten depression. Närvaron av en sådan defekt indikerar svetsens prestanda med låg kvalitet.

Svetsmetoden med en lång båge åtföljs som regel av dess periodiska utrotning. Här noteras en liten uppvärmning av metallen i djupet. Det behövs inte heller tala om god sömkvalitet.
Således är det enda alternativet som nybörjarsvetsaren ska styras av den normala båglängden, som inte bör vara mer än Ld = 0,5-1,1 * De (Ld är båglängden; De är elektrodens diameter).
Elektrodpositionskontroll
Svetsprocessen kan utföras när elektroden är placerad vinkel framåt, vinkel bakåt, rät vinkel. Med hjälp av någon av dessa tre tekniska metoder kan svetsaren skapa sömmar i olika arbetsförhållanden.

Så, metoden "vinkel framåt" används traditionellt för att ansluta element med horisontella och vertikala sömmar under villkoren för det övre arrangemanget av delar i rymden (taksvetsning). Samma teknik har framgångsrikt använts för svetsning av fasta rörfogar eller för konstruktion av hemmagjord gascylinder spisar.
Håll elektroden strikt i rätt vinkel (90º) och säkrar svetsaren att arbetet utförs på svåråtkomliga platser. Slutligen tillåter "hörnrygg" -tekniken svetsarbete av hög kvalitet vid hörnfogarna.
Installera elektroden "vinkel framåt", arbetar vanligtvis med tunnväggiga metaller. I detta läge av elektroden får en bred söm med grunt djup. På tjockväggiga metaller försöker de tvärtom använda tekniken med en "bakvinkel", vilket säkerställer att metallen upphettas till ett tillräckligt djup.
Aktuella parametrar och elektrodrörelse
Värdet på strömstyrkan och rörelsens hastighet för elektroden är betydande faktorer som påverkar sömens kvalitet. Svetsning med höga strömmar åtföljs av uppvärmning av metallen till ett stort djup, vilket gör det möjligt att öka hastigheten på elektrodrörelsen. Under betingelsen av det optimala förhållandet mellan ström och elektrodhastighet erhålls en jämn söm av hög kvalitet.
Konformitetstabell för ström, elektrod, metalltjocklek
| Strömstyrka, A | En elektrodns diameter, mm | Metalltjocklek mm |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
När du flyttar elektroden med en viss hastighet bör bågkraftens storlek beaktas. Överdrivet snabb elektrodmatning vid låg effekt kan inte tillhandahålla en tillräcklig upphettningstemperatur.
Som ett resultat kommer det inte att vara möjligt att koka metallen till önskat djup. Sömmen "ligger" helt enkelt på ytan och knappt "griper" i kanterna.

Tvärtom, under förhållanden med alltför långsam framsteg av elektroden, skapas en överhettningsatmosfär, som hotar deformationen av metallen på svetslinjen. Om metallelementen har en fin struktur kommer en kraftfull båge helt enkelt att brinna igenom metallen.
Du kan framgångsrikt öva fältet för en nybörjarsvetsare och finslipa dina sömfärdigheter att göra en spis för testningvars bas är ett metallrör. Vi rekommenderar att du bekanta dig med användbar information.
Instruktioner för nybörjarsvetsaren
Svetsarbete är endast tillåtet med användning av lämplig utrustning.
Standardsatsen innehåller:
- Jacka, byxor, handskar, skor tillverkade av brandsäkra, starka material.
- Huvudbonader som helt täcker bakhuvudet.
- Speciell skyddsmask för ansikte och ögon.
För svetsning bör en serviceapparat användas, vars elektriska del stängs av ett tillförlitligt hölje. De elektriska kablarna som ingår i apparaten måste vara helt isolerade och uppfylla enhetens elektriska egenskaper.
Svetsplatsen måste vara utrustad med ett arbetsbord, ljuskällor, en jordstång, skyddsutrustning mot elektrisk stöt och brandbekämpningsutrustning.
Och innan du börjar arbeta måste du studera noggrant regler för elektrisk svetsning, överväga och studera metoder och alternativ för framställning av föreningar.
Slutsatser och användbar video om ämnet
Vi erbjuder dig att titta på en videoövning av svetsning: hur man lagar horisontella och vertikala sömmar:
Det är inte nödvändigt att ha en yrkesmässig svetsare, men det är önskvärt att behärska svetsningstekniken. Tack vare de befintliga svetsfärdigheterna har en person fler möjligheter att genomföra olika hushållsprojekt.
Om du vill lära dig tekniken kan du alltid, och praktisk erfarenhet hjälper till att behärska tekniken för produktionsarbete på en hög nivå.
Vill du prata om din egen erfarenhet av svetsar? Känner du till subtiliteten i processen som inte anges i artikeln? Skriv kommentarer i blocket nedan.
 Elektrisk svetsning för nybörjare: nyanserna av svetsning och analys av grundfel
Elektrisk svetsning för nybörjare: nyanserna av svetsning och analys av grundfel  Hur mycket kostar det att ansluta gas till ett privat hus: priset för att organisera gasförsörjningen
Hur mycket kostar det att ansluta gas till ett privat hus: priset för att organisera gasförsörjningen  De bästa tvättmaskinerna med torktumlare: modellbetyg och kundtips
De bästa tvättmaskinerna med torktumlare: modellbetyg och kundtips  Vad är ljusets färgtemperatur och nyanser av att välja lampans temperatur för att passa dina behov
Vad är ljusets färgtemperatur och nyanser av att välja lampans temperatur för att passa dina behov  Byte av en geyser i en lägenhet: pappersarbete + grundnormer och krav
Byte av en geyser i en lägenhet: pappersarbete + grundnormer och krav 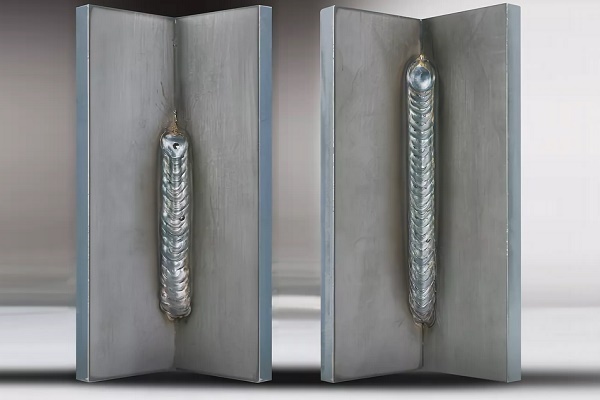{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}