Zgrzewarka do rur z polietylenu: który lepiej kupić i jak go prawidłowo używać

Rury z polietylenu są lekkie, łatwe w montażu i stosunkowo niedrogie. Do ułożenia komunikacji tego typu potrzebna jest spawarka do rur z polietylenu. Prawidłowe użycie sprzętu i zgodność z technologią pracy pozwala uzyskać niezawodne, niemal monolityczne połączenie, które przetrwa wiele lat.
Porozmawiamy o tym, jak prawidłowo wybrać urządzenie do tworzenia trwałych i ciasnych połączeń. W naszym artykule szczegółowo opisano cechy spawanych odcinków rurociągu polietylenowego. Osoby, które chcą samodzielnie prowadzić pracę, znajdą przydatne rekomendacje.
Cechy konstrukcji spawanych wykonanych z polietylenu
Jedną z przydatnych cech rur z polietylenu jest pewna elastyczność projektowania. Spawanie pozwala zachować tę właściwość na skrzyżowaniu poszczególnych odcinków autostrady, co zapewnia jednolitą charakterystykę na całej długości.
Takie rury są gotowane zarówno do wykopu, jak i układanie bezwykopowejeżeli jako główny „futerał” stosowana jest rura stalowa lub z włókna szklanego.
Najczęściej do łączenia struktur polietylenowych stosuje się dwa rodzaje spawania: doczołowy i elektrooporowy (jest to również termistor). Przed wyborem odpowiedniego sprzętu powinieneś się zapoznać technologia spawanianależy przestrzegać podczas wykonywania połączeń.
Podczas pracy z rurami z polietylenu końce konstrukcji są najpierw podgrzewane do temperatury topnienia, a następnie łączone i ściskane pod ciśnieniem. Brzmi prosto, ale w praktyce, aby uzyskać wysokiej jakości spoinę, potrzebujesz dobrych umiejętności zawodowych.

Konieczne jest prawidłowe określenie czasu każdego etapu, a także ciśnienia roboczego, które będzie wywierane na powierzchnię roboczą podczas jego podgrzewania i łączenia. Zaleca się pracę w temperaturze otoczenia w zakresie od -15 ... + 45 stopni. Ta metoda nie jest odpowiednia dla konstrukcji o grubości ścianki mniejszej niż 4,5 mm.

Spawanie doczołowe może być wykonywane przez dwóch specjalistów, podczas gdy ciężki sprzęt nie jest potrzebny. Czas pracy i koszty energii na ich wdrożenie w tym przypadku będą bardzo umiarkowane.
Bardziej szczegółowo schemat działania zgrzewania doczołowego jest następujący:
- Końce komunikacji w punktach połączenia należy odciąć, aby oczyścić z zanieczyszczeń i wyeliminować nierówności.
- Następnie końce rur są ogrzewane za pomocą spawarki w celu utworzenia pierwotnego zadzioru.
- Ogrzewanie kontynuuje się przez pewien czas, aby osiągnąć temperaturę topnienia polietylenu.
- Teraz spawarka jest usuwana, a gorące końce rur są starannie połączone, tworząc końcowy zadzior.
- Pozostaje czekać, aż struktura ostygnie i sprawdzić jakość spoiny.
Przycinanie końców za pomocą specjalnego narzędzia - trymera elektrycznego. To urządzenie pozwala ciąć ściśle prostopadle do osi konstrukcji.
Przycinanie jest wykonywane przez mikrowarstwy, aż do uzyskania ciągłej taśmy polietylenowej w punkcie cięcia. Temperaturę i czas ekspozycji grzejnika na końce rur określa się z uwzględnieniem gatunku materiału.

Bardzo ważne jest, aby stosunek tych wskaźników, a także nacisk na powierzchnię roboczą, był utrzymywany z maksymalną dokładnością. Jest to decydujący moment dla jakości spoiny.
Pod koniec etapu nagrzewania należy bardzo szybko i jednocześnie ostrożnie podnieść grzejnik urządzenia na bok, aby nie naruszyć integralności powierzchni roboczych i uniknąć przypadkowego zanieczyszczenia.
Podczas łączenia końców podgrzany do niezbędnego poziomu Rury HDPE konieczne jest zapewnienie takiego samego ciśnienia jak przy ogrzewaniu powierzchni. Chłodzenie spoiny powinno być również wykonywane bardzo ostrożnie. Połączonych rur nie wolno usuwać, dopóki podgrzany polietylen nie opadnie.

Jeśli wszystkie operacje są wykonywane poprawnie, na styku elementów powstaje zgrabny, symetryczny kołnierz. Jeśli szew wygląda nierównomiernie lub niechlujnie, oznacza to, że podczas spawania powstały poważne wady. Siła takiego związku będzie bardzo wątpliwa.

Jeśli konieczne jest połączenie rur o cienkich ściankach (mniejszych niż 4 mm), zaleca się preferowanie zgrzewania elektrooporowego, zwanego również spawaniem termistorowym. Ta opcja umożliwia także utworzenie połączenia wysokiej jakości, a proces wykonywania pracy jest jeszcze łatwiejszy niż przy użyciu metody doczołowej.
Aby wykonać spawanie tego typu, należy wykonać następujące czynności:
- Aby usunąć z zanieczyszczeń powierzchnię końców i części rury, która będzie pod złączem, z dobrym marginesem.
- Odtłuścić powierzchnie robocze.
- Usuń warstwę tlenku.
- Zamontować sprzęgło na powierzchniach roboczych.
- Wyśrodkuj projekt.
- Wykonaj ogrzewanie i spawanie złącza.
- Poczekaj, aż punkt spawania całkowicie ostygnie.
Wszystkie prace przygotowawcze należy wykonywać z wielką starannością, ponieważ obecność nawet najmniejszych zanieczyszczeń może znacznie pogorszyć jakość połączenia. Jeśli ciała obce przypadkowo spadną na powierzchnię po usunięciu warstwy tlenku, czyszczenie należy powtórzyć.
Proces chłodzenia ma takie same wymagania, jak w przypadku metody doczołowej. Każda zmiana położenia rury w tym okresie może być śmiertelna dla spoiny. Zgrzewanie elektrooporowe odbywa się za pomocą złączek, w których podczas produkcji układane są metalowe spirale grzewcze.
Aby rozpocząć proces, należy zainstalować łącznik na skrzyżowaniu i przymocować go do spawarki, która wykona ogrzewanie.Podczas procesu spawania materiał łącznika rozszerza się, zapewniając niezbędny nacisk i wystarczające uszczelnienie. Pod koniec pracy zasilanie zostaje odłączone, a złączka pozostaje na skrzyżowaniu.
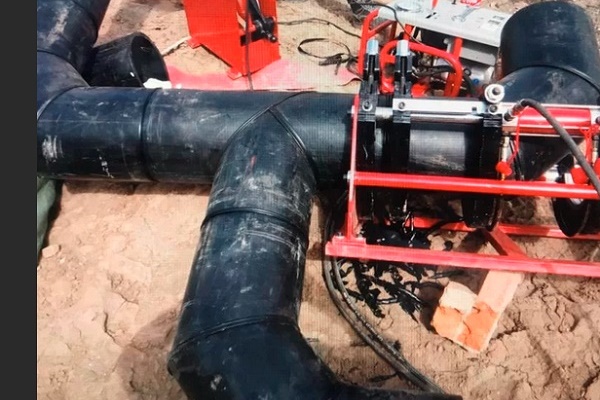
Kolejne interesujące metoda spawania rur z polietylenu - gniazdo. Jest to najmniej popularna opcja, która w przeciwieństwie do opisanych powyżej technologii, może być używana tylko do układania komunikacji wewnętrznej. Jest to również dość prosta metoda, technicznie bardzo podobna do procesu lutowania rur z polipropylenu.

Spawanie gniazdowe może być zalecane w pomieszczeniach, w których układ rurociągu jest złożony, pełen nachyleń i zakrętów. Aby wykonać operacje tego typu, używana jest prawie taka sama lutownica, jak w przypadku konstrukcji polipropylenowych, a ustawienia sprzętu nie różnią się zbytnio.
Jak gotować polietylen?
Na podstawie informacji o cechach konstrukcji spawanych wykonanych z polietylenu możesz określić główne punkty, które należy wziąć pod uwagę przy wyborze odpowiedniego sprzętu:
- charakterystyka rury: gatunek polietylenu, średnica, grubość ścianki itp .;
- cechy konfiguracji rurociągu;
- miejsce układania rur (wewnątrz lub na zewnątrz);
- akceptowalny stopień automatyzacji procesu;
- odpowiednia technologia spawania itp.
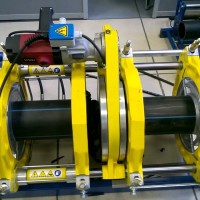
Do spawania rur doczołowych używaj specjalnego sprzętu.
Do dyspozycji mistrzów są urządzenia, za pomocą których można wykonywać spawanie w trybie ręcznym, automatycznym i półautomatycznym. Najłatwiejszy sposób opanowania pracy urządzenia podręcznego, ale jest on przeznaczony tylko dla rur o małej średnicy.

Parametry będą musiały zostać określone na podstawie tabel. Dokładność spawania ręcznego sprzętu nie zawsze jest wystarczająco wysoka, aby z powodzeniem pracować z tego rodzaju urządzeniami, wymagane jest pewne doświadczenie. Półautomatyczne urządzenia są znacznie wygodniejsze, są wyposażone w hydraulikę: stację i centralizator, co znacznie upraszcza manipulację.

Urządzenia te służą do łączenia rur o większej średnicy niż podczas pracy z urządzeniami ręcznymi. Chociaż ruch elementów urządzenia jest zautomatyzowany za pomocą urządzeń hydraulicznych, parametry spawania wciąż muszą być ustawione zgodnie z tabelami.

Tutaj proces jest całkowicie kontrolowany przez procesor komputera. Kreator musi jedynie wprowadzić niezbędne parametry, na przykład materiał, z którego wykonana jest rura, średnica konstrukcji, SDR itp.
Podczas używania tabel spawacze pracują z takimi pojęciami, jak:
- grubość ścianki rury;
- temperatura pracy grzałki;
- średnica konstrukcji;
- koniec czasu nagrzewania;
- rozmiar zadzioru;
- ciśnienie spawania i podgrzewania;
- czas nagrzewania i regulacji;
- czas na wytworzenie presji na etapie osiadania konstrukcji;
- czas chłodzenia.
Temperatura grzejnika zależy głównie od właściwości materiału, z którego wykonane są rury. Aby określić ten parametr, stosuje się nie tylko tabele, ale także wykresy.
Wysokiej jakości różni się sprzęt do zgrzewania doczołowego szwajcarskiego producenta „Georg Fischer”. Asortyment jest bardzo zróżnicowany, charakteryzuje się europejską jakością i uzasadnioną wysoką ceną. Stosunkowo niedrogie są modele linijki KL Line i Weld Line.
Pozwalają one gotować projekty o średnicy 630 mm lub mniejszej, charakteryzują się uproszczoną konstrukcją, zapewniającą większą niezawodność urządzenia. Nadaje się do instalacji rur wodnych i kanalizacyjnych, w tym. i presja.
Zgrzewarki GF Line tego samego producenta mają bardziej złożone urządzenie i są droższe. Są to urządzenia automatyczne wykorzystujące technologię SUVI. Takie jednostki są często używane podczas układania gazociągów, nadają się do pracy z rurami o średnicy 160-1200 mm.
Do spawania elektrooporowego można również stosować urządzenia automatyzujące proces w różnym stopniu. Jakość spawania zależy nie tylko od rodzaju urządzenia, ale także od jakości jego działania, a także od warunków pracy.
Profesjonalne warstwy rur wolą używać jednostek do pracy. Są wyposażone w skaner, który skanuje kod kreskowy dostarczony przez producenta rur.

Szyfruje pełny blok informacji o funkcjach tego materiału. Po zakończeniu skanowania zostaną skonfigurowane wszystkie niezbędne ustawienia. Jeśli rury są czyste i przygotowane, możesz natychmiast rozpocząć lutowanie. Dobre urządzenia do zgrzewania elektrooporowego nie tylko kontrolują każdy etap prac spawalniczych, ale także ostrzegają w przypadku błędu.
Przy wyborze rodzaju urządzenia należy wziąć pod uwagę następujące cechy sprzętu spawalniczego. Urządzenia termistorowe nadają się do pracy z rurami o niemal dowolnej średnicy, ponieważ ogrzewanie odbywa się za pomocą złącza o odpowiedniej wielkości. Ale urządzenia do zgrzewania doczołowego muszą być brane pod uwagę dla określonej średnicy konstrukcji.

Urządzenia termistorowe do spawania mają ponadto bardzo rozsądną cenę w porównaniu z analogami do spawania doczołowego. Należy jednak pamiętać, że gdy są używane, złącza elektryczne będą musiały płacić osobno. W przypadku rur o małych średnicach złącza nie są tak drogie, ale podczas pracy z dużymi konstrukcjami zauważalna może być różnica w cenie.
Faktem jest, że rury polietylenowe o małych średnicach (110 mm i mniejszych) są dostarczane w zatokach. W ten sposób można uzyskać płynną i elastyczną komunikację o długości do 200 metrów.
Do instalacji takiego projektu wymagana będzie minimalna liczba złączy. Ale jeśli chodzi o rury o średnicy większej niż 110 mm, kupujący nie ma wnęk, ale części o długości tylko 12 mm lub mniejszej.

Oczywiście do zainstalowania takiego rurociągu potrzebna będzie znaczna liczba połączeń elektrycznych do połączenia wielu 12-metrowych odcinków. Sprzęt do zgrzewania elektrooporowego ma niewielkie rozmiary.
Jeśli prace muszą być wykonywane w ciasnych warunkach, ta opcja może stać się jedyną możliwą. Minimalna średnica konstrukcji wykorzystujących zgrzewanie elektrooporowe może również wynosić prawie wszystko, zaczynając od 20 mm.
Należy również zwrócić uwagę na możliwość naprawy rurociągu, jeśli zajdzie taka potrzeba. Istotne są nawet cechy geologiczne miejsca, w którym tworzona jest zakładka rurociąg kanalizacyjny lub linie wodne. Na przykład w obszarach zagrożonych sejsmicznie spawanie doczołowe jest niedopuszczalne, a zastosowanie metody termistorowej jest obowiązkowe.
Wybierając sprzęt spawalniczy, należy zwrócić szczególną uwagę na takie kwestie, jak dostępność gwarancji, dostęp do serwisu posprzedażnego, możliwość regularnej certyfikacji urządzenia itp. Rzetelny sprzedawca musi posiadać pozwolenia na sprzęt, który jest zwykle produkowany za granicą.
Wnioski i przydatne wideo na ten temat
Porównanie i przydatne wskazówki dotyczące wyboru spawarek:
Ten film pokazuje krok po kroku proces montażu spawacza do rur pp własnymi rękami:
Wybór odpowiedniej spawarki do rur z polietylenu nie jest taki trudny. Lepiej jest preferować produkty znanych producentów w dopuszczalnej kategorii cenowej. Dzięki dokładnemu przestrzeganiu technologii spawania można uzyskać niezawodne połączenie.
Powiedz nam, jak wybrałeś spawarkę do montażu rurociągu polimerowego w domu lub w kraju. Podziel się argumentami, które zdecydowały o twoim wyborze. Proszę zostawić komentarz w poniższym bloku, opublikować zdjęcie na temat artykułu, zadawać pytania.
 Jak wykonuje się zgrzewanie doczołowe rur z polietylenu: podsumowanie pracy
Jak wykonuje się zgrzewanie doczołowe rur z polietylenu: podsumowanie pracy  Temperatura lutowania rur polipropylenowych: główne etapy samospawania + tabela wartości
Temperatura lutowania rur polipropylenowych: główne etapy samospawania + tabela wartości  Palnik gazowy do lutowania rur miedzianych: główne typy palników + wskazówki dla potencjalnych nabywców
Palnik gazowy do lutowania rur miedzianych: główne typy palników + wskazówki dla potencjalnych nabywców  Spawanie elektryczne dla początkujących: niuanse spawania i analiza podstawowych błędów
Spawanie elektryczne dla początkujących: niuanse spawania i analiza podstawowych błędów  Jak gotować szwy pionowe i poziome za pomocą spawania elektrycznego: instrukcje krok po kroku
Jak gotować szwy pionowe i poziome za pomocą spawania elektrycznego: instrukcje krok po kroku  Ile kosztuje podłączenie gazu do prywatnego domu: cena organizacji dostaw gazu
Ile kosztuje podłączenie gazu do prywatnego domu: cena organizacji dostaw gazu  Najlepsze pralki z suszarką: ocena modelu i wskazówki dla klientów
Najlepsze pralki z suszarką: ocena modelu i wskazówki dla klientów  Jaka jest temperatura barwowa światła i niuanse wyboru temperatury lamp do własnych potrzeb
Jaka jest temperatura barwowa światła i niuanse wyboru temperatury lamp do własnych potrzeb  Wymiana gejzeru w mieszkaniu: wymiana dokumentów + podstawowe normy i wymagania
Wymiana gejzeru w mieszkaniu: wymiana dokumentów + podstawowe normy i wymagania {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Czy możesz coś powiedzieć o spawarce do rur Protva PE? Oferowali za podejrzanie małe pieniądze. Wątpię, czy to wziąć.