Svejsemaskine til polyethylenrør: hvilket er bedre at købe, og hvordan man bruger det korrekt

Polyethylenrør er lette, lette at installere og relativt billige. For at lægge kommunikation af denne type er det nødvendigt med en svejsemaskine til polyethylenrør. Korrekt brug af udstyr og overholdelse af arbejdsteknologien giver dig mulighed for at få en pålidelig, næsten monolitisk forbindelse, der vil vare i mange år.
Vi vil tale om, hvordan man korrekt vælger en enhed til dannelse af holdbare og stramme samlinger. I vores artikel er funktionerne ved svejsningssektioner af en polyethylenrørledning beskrevet detaljeret. De, der ønsker at udføre arbejde på egen hånd, finder nyttige anbefalinger.
Funktioner i svejsekonstruktioner lavet af polyethylen
En af de nyttige egenskaber ved polyethylenrør er en vis designfleksibilitet. Svejsning giver dig mulighed for at gemme denne ejendom ved krydset mellem de enkelte segmenter af motorvejen, hvilket sikrer ensartede egenskaber i hele dens længde.
Sådanne rør koges til både grøft og grøftfri lægninghvis stål- eller fiberglasrør bruges som det vigtigste "tilfælde".
Oftest bruges to typer svejsning til at forbinde polyethylenstrukturer: rumpe og elektrofusion (det er også termistor). Før du vælger det rigtige udstyr, skal du blive fortrolig med svejseteknologiskal overholdes, når der oprettes forbindelser.
Når man arbejder med rør lavet af polyethylen, opvarmes enderne af strukturerne først til smeltetemperaturen, derefter forbindes de og komprimeres under tryk. Det lyder enkelt, men i praksis for at få en svejsning i kvalitet, har du brug for gode faglige færdigheder.

Det er nødvendigt at bestemme tidspunktet for hvert trin korrekt samt arbejdstrykket, der udøves på arbejdsfladen under dets opvarmning og tilslutning. Det anbefales, at der udføres arbejde ved en omgivende temperatur i området -15 ... + 45 grader. Denne metode er ikke egnet til konstruktioner med en vægtykkelse på mindre end 4,5 mm.

Butt svejsning kan udføres af to specialister, mens tungt udstyr ikke er nødvendigt. Omkostninger til arbejdstid og energi til deres implementering i dette tilfælde vil være meget moderate.
Mere detaljeret er driftsskemaet for rundsvejsning som følger:
- Enderne af kommunikationerne på forbindelsespunkterne skal skæres for at være rene for forurening og fjerne buler.
- Derefter opvarmes rørenderne ved hjælp af en svejsemaskine til dannelse af den primære burr.
- Opvarmning fortsættes i nogen tid for at nå smeltepunktet for polyethylen.
- Nu fjernes svejsemaskinen, og rørets varme ender er pænt forbundet, hvilket danner efterbehandlingsboret.
- Det er tilbage at vente på, at strukturen afkøles og kontrollerer svejsens kvalitet.
For at trimme enderne ved hjælp af et specielt værktøj - elektrisk trimmer. Denne enhed giver dig mulighed for at skære strengt vinkelret på konstruktionens akse.
Trimning udføres af mikrolag, indtil der opnås et kontinuerligt polyethylentape på skærepunktet. Temperaturen og tidspunktet for eksponering af varmeren til rørenderne bestemmes under hensyntagen til materialets kvalitet.

Det er meget vigtigt, at forholdet mellem disse indikatorer såvel som trykket på arbejdsoverfladen opretholdes med maksimal nøjagtighed. Dette er det afgørende tidspunkt for en kvalitetssvejsning.
Efter afslutningen af opvarmningstrinnet er det nødvendigt at meget hurtigt og på samme tid forsigtigt tage enhedens varmeapparat til siden for ikke at krænke arbejdsoverfladernes integritet og undgå utilsigtet kontaminering.
Ved tilslutning af enderne opvarmet til det nødvendige niveau HDPE-rør det er nødvendigt at tilvejebringe det samme tryk som ved opvarmning af overflader. Svejsekøling skal også udføres meget omhyggeligt. De tilsluttede rør må ikke fjernes, før den opvarmede polyethylen sætter sig.

Hvis alle operationer udføres korrekt, dannes en pæn, symmetrisk krave ved krydset mellem elementerne. Hvis sømmen ser ujævn eller rodet ud, betyder det, at der blev foretaget alvorlige fejl under svejseprocessen. Styrken af en sådan forbindelse vil være meget tvivlsom.

Hvis det er nødvendigt at forbinde rør med tynde vægge (mindre end 4 mm), anbefales det at foretrække elektrofusionssvejsning, der også kaldes termistorsvejsning. Denne mulighed giver dig også mulighed for at oprette en forbindelse i høj kvalitet, mens processen med at udføre arbejde er endnu lettere end at bruge rumpemetoden.
For at udføre svejsning af denne type skal følgende trin udføres:
- For at fjerne kontaminering af overfladen på enderne og den del af røret, der vil være under koblingen, med en god margin.
- Affedt arbejdsoverflader.
- Fjern oxidlaget.
- Monter koblingen på arbejdsoverflader.
- Centrer designet.
- Udfør opvarmning og svejsning af samlingen.
- Vent indtil svejsepunktet er helt kølet af.
Alt forberedende arbejde skal udføres med stor omhu, da tilstedeværelsen af selv de mindste forurenende stoffer kan skade kvaliteten af forbindelsen markant. Hvis fremmede stoffer ved et uheld falder på overfladen efter fjernelse af oxidlaget, skal rengøringen gentages.
Køleprocessen har de samme krav som ved anvendelse af rumpemetoden. Enhver ændring i rørets placering i denne periode kan være dødelig for svejsningen. Elektrofusionssvejsning udføres ved hjælp af fittings, hvor metalopvarmningsspiraler er lagt ved fremstillingen.
For at starte processen skal du installere beslaget i krydset og fastgøre det til svejsemaskinen, der udfører opvarmningen.Under svejseprocessen udvides monteringsmaterialet, hvilket giver det nødvendige tryk og tilstrækkelig tætning. Efter arbejdets afslutning kobles strømmen ud, og beslaget forbliver i krydset.
En anden interessant metode til svejsning af polyethylenrør - stikket. Dette er den mindst populære mulighed, som i modsætning til de teknologier, der er beskrevet ovenfor, kun kan bruges til at lægge intern kommunikation. Det er også en temmelig enkel metode, teknisk set meget lig processen med lodning af rør fra polypropylen.

Stikssvejsning kan anbefales i rum, hvor rørledningens layout er kompleks, fyldt med skråninger og sving. For at udføre operationer af denne type bruges næsten det samme loddejern som til polypropylenstrukturer, og udstyrsindstillingerne er ikke meget forskellige.
Hvordan tilberedes polyethylen?
Baseret på oplysninger om funktionerne i svejsestrukturer lavet af polyethylen kan du bestemme de vigtigste punkter, der skal overvejes, når du vælger passende udstyr:
- rørkarakteristika: polyethylenkvalitet, diameter, vægtykkelse osv .;
- funktioner i konfigurationen af rørledningen;
- sted for lægning af rør (indendørs eller udendørs);
- acceptabel grad af procesautomation;
- egnet svejseteknologi osv.
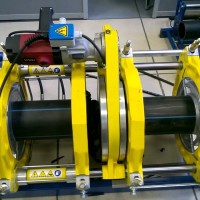
Brug til specialudstyr til svejsning af rør med rør.
Til rådighed for mestrene er der enheder, som du kan udføre svejsning i manuel, automatisk og halvautomatisk tilstand. Den nemmeste måde at mestre arbejdet med en håndholdt enhed, men det er kun beregnet til rør med lille diameter.

Parametre skal bestemmes ud fra tabellerne. Nøjagtigheden af svejsning på håndholdt udstyr er ikke altid høj nok til at kunne arbejde med disse typer enheder, en vis erfaring er påkrævet. Halvautomatiske enheder er meget mere praktiske, de er udstyret med hydraulik: en station og en centralisator, hvilket i høj grad forenkler manipulationen.

Disse enheder bruges til at forbinde rør med en større diameter end ved arbejde med manuelt udstyr. Selvom bevægelsen af enhedens elementer automatiseres ved hjælp af hydrauliske enheder, skal svejseparametrene stadig indstilles i henhold til tabellerne.

Her styres processen fuldstændigt af computerprocessoren. Guiden behøver kun at indtaste de nødvendige parametre, for eksempel det materiale, som røret er lavet fra, strukturens diameter, SDR osv.
Ved brug af tabeller fungerer svejsere med koncepter som:
- rørvægstykkelse;
- varmeapparatets driftstemperatur;
- strukturens diameter;
- slutvarme tid;
- størrelse på burr;
- tryk af svejsning og forvarmning;
- opvarmning og omstillingstid
- tid til at skabe pres på stadiet med afvikling af strukturen;
- køletid.
Varmeapparatets temperatur afhænger hovedsageligt af egenskaberne for det materiale, som rørene er lavet fra. For at bestemme denne parameter bruges ikke kun tabeller, men også grafer.
Høj kvalitet adskiller bagved svejseudstyr af den schweiziske producent “Georg Fischer”. Sortimentet er meget mangfoldigt, kendetegnet ved europæisk kvalitet og med rette høj pris. Relativt billige er KL Line og Weld Line lineal modeller.
De giver dig mulighed for at tilberede designs med en diameter på mindst 630 mm, er kendetegnet ved et forenklet design, hvilket giver enhedens øgede pålidelighed. Velegnet til installation af vandrør og kloak, inkl. og pres.
GF Line svejsemaskiner fra den samme producent har en mere kompleks enhed og er dyrere. Dette er automatiske enheder, der bruger SUVI-teknologi. Sådanne enheder bruges ofte ved lægning af gasrørledninger, de er velegnede til at arbejde med rør med en diameter på 160-1200 mm.
Til elektrofusionssvejsning kan enheder, der automatiserer processen i varierende grad, også bruges. Kvaliteten af svejsningen afhænger ikke kun af apparattypen, men også af kvaliteten af dens ydeevne samt af driftsforholdene.
Professionelle rørlag foretrækker at bruge enheder til arbejde. De er udstyret med en scanner, der scanner stregkoden fra rørproducenten.

Det krypterer en komplet blok af information om funktionerne i dette materiale. Efter scanning indstilles alle nødvendige indstillinger. Hvis rørene er rene og forberedte, kan du straks begynde at lodde. Gode enheder til elektrofusionssvejsning styrer ikke kun alle trin i svejsearbejdet, men giver også en advarsel i tilfælde af en fejl.
Når du vælger apparattypen, skal følgende træk ved svejseudstyret overvejes. Termistoranordninger er velegnede til arbejde med rør med næsten enhver diameter, da opvarmning udføres gennem en kobling af den passende størrelse. Men det er nødvendigt at tage apparater til butt svejsning for en bestemt diameter på strukturen.

Derudover har termistoranordninger til svejsning en meget rimelig pris i sammenligning med analoger til rør svejsning. Men det skal huskes, at når de bruges, skal elektrokoblinger betale separat. For rør med små diametre er koblingerne ikke så dyre, men når man arbejder med store konstruktioner, kan forskellen i pris blive mærkbar.
Faktum er, at polyethylenrør med små diametre (110 mm og mindre) leveres i bugter. På denne måde kan man få sømløs og fleksibel kommunikation op til 200 meter lang.
Til installation af et sådant design kræves et minimum antal stik. Men når det kommer til rør med en diameter på mere end 110 mm, er køberen ikke forsynet med bugter, men stykker med en længde på kun 12 mm eller mindre.

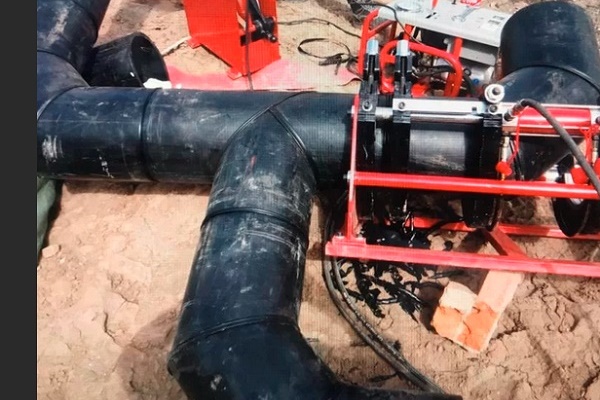
Til installation af en sådan rørledning er det naturligvis nødvendigt med et betydeligt antal elektriske koblinger for at forbinde mange 12-meters sektioner. Elektrofusionssvejseudstyr er kompakt i størrelse.
Hvis arbejdet skal udføres under trange forhold, kan denne mulighed blive den eneste mulige. Den minimale diameter på strukturer, der bruger elektrofusionssvejsning, kan også være næsten alt fra 20 mm.
Man bør også være opmærksom på muligheden for at reparere rørledningen, hvis et sådant behov opstår. Selv de geologiske træk på det sted, hvor bogmærket laves, er relevante kloakledning eller vandlinjer. I seismisk farlige områder er rørsvejsning for eksempel uacceptabel, termistormetoden er obligatorisk til brug.
Når du vælger svejseudstyr, skal du være nøje opmærksom på spørgsmål som tilgængeligheden af garantiforpligtelser, adgang til eftersalgsservice, muligheden for regelmæssig certificering af enheden osv. En pålidelig sælger skal have tilladelser til udstyr, der normalt produceres i udlandet.
Konklusioner og nyttig video om emnet
Sammenligning og nyttige tip til valg af svejsemaskiner:
Denne video demonstrerer den trinvise proces med at samle en svejser til pp-rør med dine egne hænder:
Det er ikke så vanskeligt at vælge en passende svejsemaskine til rør lavet af polyethylen. Det er bedre at foretrække produkter fra velkendte producenter i en acceptabel priskategori. Med præcis overholdelse af svejseteknologi kan der opnås en pålidelig forbindelse.
Fortæl os om, hvordan du valgte en svejsemaskine til samling af en polymerrørledning derhjemme eller i landet. Del de argumenter, der bestemte dit valg. Efterlad venligst kommentarer i blokken herunder, skriv et foto om artiklen, still spørgsmål.
 Sådan udføres rør svejsning af polyethylenrør: orientering om arbejdet
Sådan udføres rør svejsning af polyethylenrør: orientering om arbejdet  Lodningstemperatur på polypropylenrør: hovedtrinnene i selvsvejsning + værdistabel
Lodningstemperatur på polypropylenrør: hovedtrinnene i selvsvejsning + værdistabel  Gasbrænder til lodning af kobberrør: de vigtigste typer brændere + tip til potentielle købere
Gasbrænder til lodning af kobberrør: de vigtigste typer brændere + tip til potentielle købere  Elektrisk svejsning til begyndere: nuancer af svejsning og analyse af grundlæggende fejl
Elektrisk svejsning til begyndere: nuancer af svejsning og analyse af grundlæggende fejl  Sådan tilberedes lodrette og vandrette sømme med elektrisk svejsning: trinvis vejledning
Sådan tilberedes lodrette og vandrette sømme med elektrisk svejsning: trinvis vejledning  Hvor meget koster det at forbinde gas til et privat hus: prisen for at organisere gasforsyningen
Hvor meget koster det at forbinde gas til et privat hus: prisen for at organisere gasforsyningen  De bedste vaskemaskiner med tørretumbler: modelvurdering og kundetips
De bedste vaskemaskiner med tørretumbler: modelvurdering og kundetips  Hvad er lysets farvetemperatur og nuancerne ved at vælge lampernes temperatur, der passer til dine behov
Hvad er lysets farvetemperatur og nuancerne ved at vælge lampernes temperatur, der passer til dine behov  Udskiftning af en geyser i en lejlighed: papirudskiftning + grundlæggende normer og krav
Udskiftning af en geyser i en lejlighed: papirudskiftning + grundlæggende normer og krav {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Kan du sige noget om svejsemaskinen til Protva PE-rør? De tilbød for mistænksomt lidt penge. Jeg tvivler på, om jeg skal tage det.