Lodningstemperatur på polypropylenrør: hovedtrinnene i selvsvejsning + værdistabel

Et af trinnene i opførelsen af private huse og lejligheder er installation af kommunikation, der er ansvarlig for levering af vand eller dræning af spildevand. Montering af polypropylenrør er meget lettere end installation af metalkonstruktioner. Til sammenføjningen bruges beslag, der svejses ved hjælp af specialudstyr - et strygejern.
I vores foreslåede artikel beskriver vi teknologien til fremstilling af samlinger og giver standardtemperaturen for lodning af polypropylenrør. Vi vil tale om de forberedende foranstaltninger, der er nødvendige for produktion af holdbare og stramme samlinger. Baseret på vores råd kan du samle rørledningen uden problemer.
Indholdet af artiklen:
Lodning som en måde at tilslutte PPR-rør på
I svejseprocessen er alt vigtigt: diameter, lodningstemperatur for PP-produkterne, svejsemaskinens eksponeringstid. Men først skal du blive bekendt med det grundlæggende inden for teknologi og lære at bruge værktøjer.
Det er umuligt at starte lodningsprocessen uden at bestemme materialets type og størrelse. Vi foreslår, at du gør dig bekendt med nyttige oplysninger, der kan hjælpe dig med at vælge den rigtige. polypropylenrør og fittings, og også lave deres installation ved at kende processens nuancer og sekvens.
Hvad skal du vide om polypropylenrør?
Svejseteknologi (eller lodning - begge udtryk gælder lige så meget) giver egenskaberne af polypropylen - en teknisk polymer til universal anvendelse. Det er smeltbart, men efter afkøling og hærdning returnerer det egenskaberne ved styrke og tæthed.
Rørene adskiller sig i diameter, vægtykkelse, farve, egenskaber. På grund af intervallet af diametre –16-110 mm kan enhver teknisk løsning implementeres.

Du kan ikke være opmærksom på polymerens farve, da den er valgt af fabrikanten efter eget skøn, men farven på strimlerne betyder noget:
- blå - til koldt vandforsyning;
- rød - til varmt vandforsyning og opvarmning.
Dog er de grundlæggende oplysninger, der skal påberåbes ved køb og lodning af rør, angivet på markeringen. Polypropylenrørmateriale er angivet med bogstavkombinationer PPR, PP-H, PP-B, PPRC.

Klassificering efter nominelt tryk, det maksimalt tilladte til installation under specifikke forhold, hjælper med at vælge produkter til hjemme- eller industrielle systemer.
Baseret på dette skelnes 4 typer PPR-rør:
- PN-10 (med en nominel værdi på 1,0 MPa) - designet til transport af koldt vand. Undertiden bruges de til gulvvarme, forudsat at kølevæsken ikke opvarmes over +45 ° C.
- PN-16 (med en nominel værdi af 1,6 MPa) - bruges til samling af varmt / koldt vandforsyningssystemer. Den maksimalt tilladte temperatur er +60 ° C.
- PN-20 (med en nominel værdi på 2,0 MPa) - de tåler temperaturer op til + 80-90 ° C i rørledninger beskyttet mod vandhammer.
- PN-25 (med en nominel værdi af 2,5 MPa) - egnet ikke kun til autonom, men også til centraliseret vandforsyning. Den anbefalede maksimale temperatur er +95 ° C, men kan modstå endnu højere.
Det er bedre at overbetale og købe pålidelige rør med en lidt overlegen værdi end at gemme og tage materiale begrænset af temperaturparametre.
Ved fremstilling af rør gælder princippet: jo højere temperaturen på kølevæsken og trykket i systemet er, jo tykkere er væggen.

Dette er den mindste viden, der er nødvendig for korrekt brug af PPR-rør. Vi fortsætter med en kort beskrivelse af processen.
Teknologisk beskrivelse af lodningsprocessen
Der er to typer lodning af polypropylen - røv og ærme. Den første bruges praktisk talt ikke til hjemmekommunikationsenheder, da den adskiller sig i kompleks teknologi og bruges udelukkende til tilslutning af bagagerumsledninger med stor diameter.

Princippet med svejsning er, at to stykker rør, der er tilnærmelsesvis lige i diameter og vægtykkelse, opvarmes med et specialværktøj og forbindes ved hjælp af en klokkeformet metode.
Hovedfunktionen: koblingen i kold tilstand skal være lidt mindre i diameter.

Ved opvarmning dannes en polymerfusionszone. Det er vigtigt, at det kun dækker arbejdstagere, der støder op til hinanden.
Det er her vigtigt at hurtigt fjerne delene fra værktøjet og forbinde dem sammen, så der er en fusion af to segmenter i et efterfulgt af polymerisation. Forbindelsens pålidelighed afhænger af den brugte tid på opvarmningsprocessen og den korrekt valgte temperatur.
Standard temperatur
Både overophedning og utilstrækkelig opvarmning påvirker resultatet af svejsning negativt. I det første tilfælde forekommer deformation af elementerne, tilstrømningen af rullen, et fald i den indre diameter. Efterfølgende er der dannelse af skaladannelse og stik i områder med ujævn samling.
I det andet tilfælde vil forbindelsen være svag, og på grund af utilstrækkelig tæthed forbliver risikoen for lækage.

Det er på grund af risikoen for et gennembrud i rørledningen, at svejseteknikken skal overholdes og parametre som:
- diameter af svejste produkter;
- opvarmning og afkølingstid;
- udstyr temperatur;
- omgivelsestemperatur.
Det menes, at processen svejsning af PP-rør det er upraktisk at udføre ved en temperatur under -10 ° C, den øvre grænse er +90 ° C. Den mest fordelagtige er den omgivende temperatur fra 0 ° C til +25 ° C. For let at huske blev de nødvendige temperatur- og tidsværdier bragt i en tabel.

Hvis lufttemperaturen i rummet eller på gaden er under +5 ° C, forøges opvarmningstiden med ca. 50%, det vil sige to gange. Værdien af opvarmningstemperaturen er den samme overalt - +260 ° С. Det gyldige interval er + 255-280 ° C.
Interessant nok afhænger valget af parameter ikke af diameteren på røret - de samme værdier bruges til både 16 mm og 50 mm. Kun tidsperioder ændres. Af denne grund er svejsetemperaturen for polypropylenfittings og rør normalt ikke angivet i teknologitabellerne.
Detaljerede installationsinstruktioner
Lodningsprocessen er hurtig. Dette kan ses ved at analysere de data, der er placeret i tabellen. For eksempel at tilslutte to elementer med en diameter på 20 mm ved stuetemperatur vil det tage 5 sekunder at varme op, yderligere 4 sekunder at tilslutte, derefter 180 sekunder at afkøle. I alt - 3 minutter 9 sekunder.
I denne henseende er det vigtigt at udarbejde alle bevægelser, så der i processen med sammenføjning af allerede opvarmede elementer ikke er noget problem. Overvej nuancerne i hvert trin installation af polypropylenrør separat.
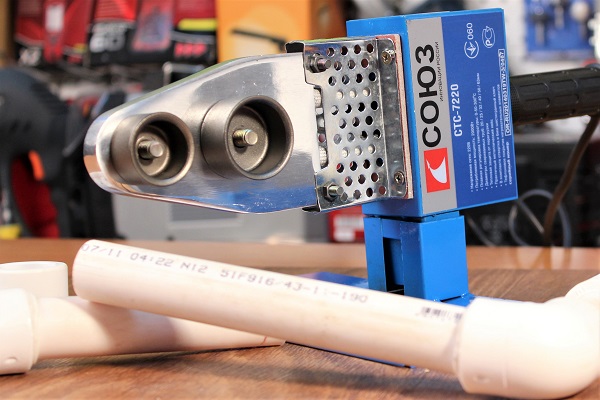
Fase 1 - Forberedelse af specialværktøjer
Til lodning derhjemme har du brug for udstyr, der kun er beregnet til svejsning af polypropylendele - rør, vinkler, koblinger, tees, stik.
Det giver mening at anskaffe et nyt værktøj, hvis det er planlagt at samle vandforsyningssystemet fra bunden med yderligere vedligeholdelse. Ved engangsarbejde kan udstyr lejes. jern til svejsning af PP-rør eller tage et stykke tid fra venner. Ud over specialværktøjer kræves et niveau, markør, lineal eller målebånd.
Trin 2 - mærkning og rørskæring
Rørskæring udføres tidligere inden den første lodning. Vi anbefaler, at du forbereder alle elementerne og stabler dem i henhold til konturen. Det er en del af et projekt at installere et varmesystem eller vandforsyning.

Vi måler rørsegmenter med den ønskede længde, skær dem forsigtigt rørskærer. Derefter vælger vi fittings, der er egnede i diameter - oftest er dette koblinger, tees og vinkler.Hvis elementerne er forstærket, skal du fjerne aluminiumlaget.
Som et resultat skal kanterne på de dele, der skal svejses, være jævne, afskåret vinkelret på rørledningens akse, rengøres og affedtet.
Trin 3 - forbindelseselementer og opvarmning
Vi installerer enheden, vælger koblinger og dorner med den ønskede diameter. Vi tilslutter det til netværket og opvarmer det, da vi allerede ved, hvilken optimale temperatur polypropylenrør skal loddes - +260 ° С. Det er hun, der er angivet i brugsanvisningen til lodningstrykjern.
Bemærk, at nogle producenter producerer enheder med en skala op til +320 ° C. Dette betyder ikke, at du er nødt til at producere opvarmning til det maksimale. Læs instruktionerne omhyggeligt - der er angivet de forhold, under hvilke høje opvarmningsværdier er tilladte.
I enderne af de dele, der skal tilsluttes, skal du markere, der angiver varmedybden. Vi kontrollerer igen, at arbejdsoverfladerne er tørre og affedtet, da fugt eller glat overflade kan forårsage lækage i samlingen.

Fra det øjeblik, delene er installeret, begynder vi nedtællingen af sekunder - i henhold til de værdier, der er angivet i tabellen. Efter den indstillede tid fjerner vi delene, indsættes hurtigt røret i beslaget - op til det samme mærke. Vi forsøger at arrangere delene koaksialt, der gives kun et par sekunder for at rette positionen. Forvridning og krumning af elementer må ikke tillades!
Hold knuden i den rigtige position, indtil polymerisation finder sted. Normalt er det 3 minutter eller mere - vi kontrollerer køletiden i henhold til tabellen. Afkølede og korrekt kogte dele er uadskillelige, stramme og holdbare.
Derefter svejses nøgleknudepunkterne, hvorefter de samles og svejses allerede på plads installation af varmekredsløbet, kloak eller vandfordeling.
Konklusioner og nyttig video om emnet
Video nr. 1. PPR rørloddeteknologi:
Video nr. 2. Analyse af almindelige fejl:
I Internettet er der et stort antal workshops om lodning af rør lavet af polypropylen. Nogle af dem blev skudt af ufaglærte amatører, så tip til svejseteknikker og valg af temperatur kan vise sig at være falske.
Bedre end andre er svejsemaskinens egenskaber kendt af fabrikanten, så sørg for at læse instruktionerne, før du begynder at lodde - dette vil beskytte dig mod teknisk ægteskab og uprofessionel rådgivning.
Fortæl os om din oplevelse med montering af et polypropylenrør og lodning. Del teknologiske subtiliteter, der kan være nyttige for besøgende. Efterlad venligst kommentarer i blokken nedenfor, still spørgsmål, offentliggør fotos om artiklen.
 Gasbrænder til lodning af kobberrør: de vigtigste typer brændere + tip til potentielle købere
Gasbrænder til lodning af kobberrør: de vigtigste typer brændere + tip til potentielle købere  Svejsemaskine til polyethylenrør: hvilket er bedre at købe, og hvordan man bruger det korrekt
Svejsemaskine til polyethylenrør: hvilket er bedre at købe, og hvordan man bruger det korrekt 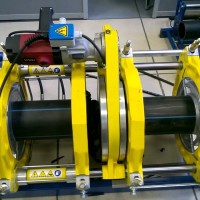 Sådan udføres rør svejsning af polyethylenrør: orientering om arbejdet
Sådan udføres rør svejsning af polyethylenrør: orientering om arbejdet  Elektrisk svejsning til begyndere: nuancer af svejsning og analyse af grundlæggende fejl
Elektrisk svejsning til begyndere: nuancer af svejsning og analyse af grundlæggende fejl  Sådan tilberedes lodrette og vandrette sømme med elektrisk svejsning: trinvis vejledning
Sådan tilberedes lodrette og vandrette sømme med elektrisk svejsning: trinvis vejledning  Hvor meget koster det at forbinde gas til et privat hus: prisen for at organisere gasforsyningen
Hvor meget koster det at forbinde gas til et privat hus: prisen for at organisere gasforsyningen  De bedste vaskemaskiner med tørretumbler: modelvurdering og kundetips
De bedste vaskemaskiner med tørretumbler: modelvurdering og kundetips  Hvad er lysets farvetemperatur og nuancerne ved at vælge lampernes temperatur, der passer til dine behov
Hvad er lysets farvetemperatur og nuancerne ved at vælge lampernes temperatur, der passer til dine behov  Udskiftning af en geyser i en lejlighed: papirudskiftning + grundlæggende normer og krav
Udskiftning af en geyser i en lejlighed: papirudskiftning + grundlæggende normer og krav {kind=link}
{kind=link}
{kind=link}
{kind=link}