Paano magluto ng mga vertical at pahalang na seams na may electric welding: mga tagubilin sa sunud-sunod

Ang electric welding ay isang teknolohiya ng pagsasama ng istraktura ng mga metal sa pamamagitan ng pagpainit at pagtunaw ng isang electric arc. Ito ay naging laganap sa iba't ibang sektor ng ekonomiya, kasama na ang pribadong sektor.
Sa katunayan, ang pamamaraang ito ay maaaring magamit para sa paghabi ng anumang mga metal na magkasama, isinasaalang-alang ang temperatura ng arko ng kuryente (7000-8000 degree). Ngunit bago lumipat sa teknolohiyang ito, kailangan mong malaman kung paano lutuin ang isang vertical seam na may electric welding, at pakikitungo sa pamamaraan ng pagkuha ng isang pahalang na tahi.
Ang nilalaman ng artikulo:
- Welds: Pangkalahatang Kahulugan
- Paano magluto ng isang vertical seam?
- Pahalang na teknolohiya ng weld
- Arc: pinakamainam na kontrol ng haba
- Kontrol ng posisyon ng elektrod
- Kasalukuyang Mga Parameter at Kilusang Elektrod
- Mga tagubilin para sa novice welder
- Mga konklusyon at kapaki-pakinabang na video sa paksa
Welds: Pangkalahatang Kahulugan
Ang teknolohiya ng mga metal na hinang ay malapit na nauugnay sa konsepto ng isang weld. Ito ay nabuo sa proseso ng solidification ng metal, tinunaw sa pamamagitan ng electric arc welding.
Depende sa lugar ng hinang, ang seam ay maaaring matatagpuan nang pahalang o patayo. Bilang karagdagan, ang spatial na lokasyon ng seam ay maaaring maging mas mababa, pag-ilid, itaas.

Ang pinakasimpleng at pinakamadaling gumanap ay ang pagtula ng mga weld sa eroplano ng mas mababang abot-tanaw. Sa ilalim ng mga kondisyon, ang tinunaw na metal ay madaling makontrol.

Ang natitirang mga pagpipilian para sa lokasyon ng mga seams sa espasyo (lateral at upper) ay kinikilala bilang teknolohikal na mahirap gawin, na hinihiling ang pag-aaral ng mga pamamaraan ng hinang, at ang pagbuo ng may-katuturang karanasan.
Paano magluto ng isang vertical seam?
Ang pagiging kumplikado ng kontrol ng hinang sa mga kondisyon ng paglikha ng isang vertical seam ay dahil sa karaniwang pisikal na kababalaghan - grabidad. May epekto ito sa masa ng tinunaw na metal, na, na nasa likidong anyo, ay bumababa.
Dito, ang mga aksyon ng isang propesyonal na welder ay upang maiwasan ang molten mass mula sa pagpatak sa layo mula sa lugar ng hinang. Upang makamit ang resulta na ito, ang isang starang nasusunog na electric arc, na pinananatiling minimum na pinapayagan na distansya mula sa dulo ng elektrod hanggang sa weld pool, ay makakatulong.
Diskarteng pang-ibaba
Ang vertical joint, bilang isang panuntunan, ay hinang gamit ang elektrod sa direksyon mula sa mas mababang punto hanggang sa itaas. Ang nasabing ruta ay nagbibigay ng mas matatag na kontrol, at ang electric arc ay may kumpiyansa na humahawak ng tinunaw na paliguan, na pumipigil sa pagkalat. Ito ay ang daanan mula sa ibaba hanggang sa namamahala upang mabuo ang pinakamataas na kalidad na seam na may kalidad.

Siyempre, bago simulan upang maghinang ng isang vertical na tahi, kinakailangan upang ihanda ang mga hangganan ng pinagsamang, iproseso ito alinsunod sa mga kinakailangan sa teknikal. Ang welding machine ay dapat na nababagay sa mga kondisyon ng hinang (itakda ang kasalukuyang, kunin ang elektrod).
Sa una, maraming mga point "tacks" ay ginawa sa linya ng seam - hinang na may isang maikling seam (1-2 cm). Ang layunin ng naturang mga aksyon ay upang maalis sa panahon ng proseso ng pag-init ang pag-aalis ng mga bahagi na welded dahil sa thermal deformation.

Kapag ang kasukasuan ay welded nang patayo, ang anggulo ng pagpapanatili ng elektrod na may kaugnayan sa eroplano kung saan ilalagay ang seam ay gaganapin sa loob ng 45-90º.
Ang tagubilin ng welder ay nagtatakda ng mga sumusunod na aksyon:
- Ang contact ng elektrod sa metal ay nag-aapoy sa isang arko.
- Ang "Tack" ay ginawa sa 3-4 na puntos kasama ang linya ng kantong mula sa gitna hanggang sa mga gilid.
- Nagsisimula ang mga welding sa ilalim ng linya ng kantong.
- Ang electrode stroke ay nakadirekta paitaas, ang weld pool ay gaganapin sa nagtatrabaho na lugar.
Ang elektrod ay dapat na advanced sa isang katamtamang bilis.Ang pangunahing criterion ng bilis ay ang pagbuo ng pinakamainam na halaga ng molten weld pool.
Kasabay nito sa vertical stroke ng elektrod, transverse zigzag na paggalaw na may "crescent", "herringbone" o iba pang "pattern" ay pinapayagan. Ngunit ang pamamaraan ng transverse stroke ay tila may kaugnayan lamang sa mga metal na may kapal ng dingding na higit sa 4 mm.
Inirerekomenda na i-weld ang metal na may isang vertical seam sa isang pass nang hindi tumitigil. Para sa mga nagsisimulang welders, tila ito ay isang kahirapan. Gayunpaman, ang karanasan ay mabilis na nakakakuha.
Teknikal na down down na pamamaraan
Ang pagkakaroon ng karanasan, ang mga welder ay madaling naglalagay ng isang patayong seam sa pamamagitan ng paglipat ng elektrod mula sa itaas hanggang sa ibaba. Ano ang trick ng pagsasagawa ng naturang operasyon?
Ito ay simple: ang pagtatakda ng isang electric arc sa apoy, ang elektrod ay naka-install na kamag-anak sa nagtatrabaho na eroplano sa isang anggulo ng 90º. Sa sandaling ang metal sa punto ng pagbuo ng arko ay nagsisimulang matunaw, ang anggulo ng elektrod ay binago sa 15-20º, na bahagyang ibinaba ang may-hawak.

Ang mga kable ng elektrod sa linya ng kantong ng makapal na may dingding na metal ay isinasagawa din ng transverse zigzags ng isang "sawtooth" o "hugis-parihaba" na hugis. Ang ilang mga welder ay gumagamit ng "alon-like" matunaw na pamamaraan ng pamamahagi.
Samantala, ang paraan ng pagbuo ng isang patayong seam sa direksyon mula sa itaas hanggang sa ibaba ay sinamahan ng mahusay na mga paghihirap para sa welder. Gayunpaman, ayon sa maraming mga eksperto, ang hinang sa form na ito ay nagbibigay ng pinakamahusay na resulta sa mga tuntunin ng mga tagapagpahiwatig ng kalidad.
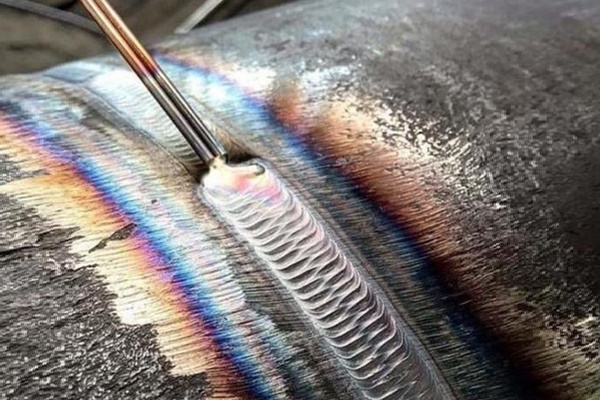
Pahalang na teknolohiya ng weld
Ang pagtutukoy ng hinang isang pahalang na seam ay halos kapareho ng para sa isang patayo. Mga teknikal na nuances - muli, pagmamanipula ng mga anggulo ng pag-install ng elektrod.
Ang direksyon ng paggalaw sa panahon ng hinang ng mga bahagi sa kantong ay maaaring mapili mula sa matinding kaliwang puntong ito hanggang sa matinding kanang punto o kabaligtaran. Ang tiyak na pagpili ng direksyon ay natutukoy ng welder, batay sa antas ng personal na kaginhawaan.

Ngunit paano magluto ng isang pahalang na seam sa pamamagitan ng electric welding upang maiwasan ang matunaw mula sa pag-agos sa labas ng rut dahil sa kumikilos na gravity?
Dito, ang pumili ng welder ay kailangang pumili ng isang posisyon ng elektrod kung saan ang pagkasunog ng puwersa ng electric arc ay katumbas ng gravity ng mga droplet ng metal. Maaaring kailanganin mong ayusin ang kasalukuyang lakas at mag-eksperimento piliin ang pinakamainam na bilis para sa paglipat ng elektrod.
Karaniwan, ang hinang ng isang pahalang na tahi ay isinasagawa nang patuloy hanggang sa kumpleto. Gayunpaman, kung hindi posible na kontrolin ang matunaw (weld pool), maaari mong subukang baguhin ang pamamaraan - magpatuloy sa paglipat na may pana-panahong pagkalipol ng arko.
Ang lahat ng mga subtleties na ito ay naipon kasama ang pagdating ng karanasan sa hinang. Samakatuwid, huwag mawalan ng pag-asa kung walang matagumpay mula sa mga unang pagtatangka.

Ang pagbuo ng isang pahalang na tahi ng nais na lapad at lalim ng pagtagos, bilang isang panuntunan, ay nakamit dahil sa maingat na pag-ilid ng paggalaw ng nasusunog na dulo ng elektrod mula sa gilid ng isang sumali sa bahagi sa gilid ng iba pang.
Para sa mga metal na welding hanggang sa 4 mm na makapal, ang iba't ibang mga bersyon ng "pattern" ng transverse electrode stroke ay ginagamit. Walang mga tiyak na rekomendasyon sa paksang ito. Ang pangunahing bagay ay upang makuha ang kinakailangang lapad ng seam at lalim ng pagtagos.
Arc: pinakamainam na kontrol ng haba
Ang agwat sa pagitan ng mainit na dulo ng elektrod at ang eroplano ng metal, sapat para sa pagbuo ng isang electric discharge, ay tinatawag na haba ng arko. Ang isa sa mga pangunahing pundasyon ng mga tagubilin ng welder ay upang kontrolin ang pinakamainam na haba ng arko.
Sa teoryang, sa mode ng hinang, makakakuha ka ng tatlong mga gaps na arko:
- maikli (1 - 1.5 mm);
- mahaba (3.5 - 6 mm);
- normal (2 - 3 mm).
Ang hindi sapat na pag-init ng lapad ng metal ay katangian ng maagap na rehimen ng maikling arko. Sa mga gilid ng tahi, sa mga naturang kaso, mayroong isang tinatawag na "undercut" - isang maliit na pagkalungkot. Ang pagkakaroon ng nasabing kakulangan ay nagpapahiwatig ng isang mababang kalidad ng pagganap ng hinang.

Ang mode ng hinang na may isang mahabang arko, bilang isang panuntunan, ay sinamahan ng pana-panahong pagkalipol nito. Dito, ang isang maliit na pagpainit ng metal sa lalim ay nabanggit. Hindi na kailangang magsalita ng mahusay na kalidad ng tahi.
Sa gayon, ang tanging pagpipilian na dapat na magabayan ng novice welder ay ang normal na haba ng arko, na dapat ay hindi lalampas sa Ld = 0.5-1.1 * Si De (Ld ay ang haba ng arko; Ang De ang diameter ng elektrod).
Kontrol ng posisyon ng elektrod
Ang proseso ng hinang ay maaaring isagawa kapag ang elektrod ay nakaposisyon sa anggulo pasulong, anggulo sa likod, tamang anggulo. Gamit ang alinman sa tatlong mga teknolohiyang pamamaraan, ang welder ay maaaring lumikha ng mga tahi sa iba't ibang mga kondisyon ng pagtatrabaho.

Kaya, ang pamamaraan ng "anggulo pasulong" ay tradisyonal na ginagamit upang ikonekta ang mga elemento na may pahalang at patayong mga seams sa mga kondisyon ng itaas na pag-aayos ng mga bahagi sa espasyo (kisame hinang). Ang parehong pamamaraan ay matagumpay na ginamit para sa hinang naayos na mga kasukasuan ng pipe o sa pagtatayo ng lutong bahay gasolina silindro.
Ang paghawak ng elektrod nang mahigpit sa isang tamang anggulo (90º), tinitiyak ng welder ang pagpapatupad ng trabaho sa mga lugar na mahirap makuha. Sa wakas, ang "sulok pabalik" na pamamaraan ay nagbibigay-daan sa mataas na kalidad na gawa sa hinang sa mga kasukasuan ng sulok.
Ang pag-install ng "anggulo ng elektrod", ay karaniwang gumagana sa mga manipis na may dingding na metal. Sa posisyon na ito ng elektrod makatanggap ng isang malawak na tahi ng mababaw na lalim. Sa makapal na dingding na mga metal, sa kabilang banda, sinubukan nilang ilapat ang pamamaraan na "paatras na anggulo", tinitiyak na ang metal ay pinainit sa isang sapat na lalim.
Kasalukuyang Mga Parameter at Kilusang Elektrod
Ang halaga ng kasalukuyang lakas at ang bilis ng paggalaw ng elektrod ay mga makabuluhang salik na nakakaapekto sa kalidad ng tahi. Ang mga welding na may mataas na alon ay sinamahan ng pag-init ng metal sa isang malaking lalim, na nagbibigay-daan upang madagdagan ang bilis ng paggalaw ng elektrod. Sa ilalim ng kondisyon ng pinakamainam na ratio ng kasalukuyang at bilis ng elektrod, ang isang kahit na de-kalidad na seam ay nakuha.
Pagkakaayos ng talahanayan para sa kasalukuyang, elektrod, kapal ng metal
| Kasalukuyang lakas, A | Diameter ng isang elektrod, mm | Kapal ng metal mm |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Kapag inililipat ang elektrod sa isang tiyak na bilis, ang kadakilaan ng lakas ng arko ay dapat isaalang-alang. Ang labis na mabilis na feed ng elektrod sa mababang lakas ay hindi makapagbibigay ng sapat na temperatura ng pag-init.
Bilang isang resulta, hindi posible na pakuluan ang metal sa nais na lalim. Ang seam ay "namamalagi" sa ibabaw, bahagya na "daklot" sa mga gilid ng mga gilid.

Sa kabaligtaran, sa ilalim ng mga kondisyon ng labis na mabagal na pagsulong ng elektrod, malilikha ang isang sobrang pag-iinit na kapaligiran, na nagbabanta sa pagpapapangit ng metal sa linya ng hinang. Kung ang mga elemento ng metal ay may isang mahusay na istraktura, ang isang malakas na arko ay paso lamang sa pamamagitan ng metal.
Maaari mong matagumpay na isagawa ang larangan ng isang baguhan welder at ihasa ang iyong mga kasanayan sa tahi paggawa ng isang kalan para sa pagsubok, ang batayan ng kung saan ay isang metal pipe. Inirerekumenda namin na pamilyar ka sa iyong kapaki-pakinabang na impormasyon.
Mga tagubilin para sa novice welder
Ang paggawa ng welding ay pinapayagan lamang sa paggamit ng naaangkop na kagamitan.
Ang karaniwang kit ay naglalaman ng:
- Jacket, pantalon, guwantes, sapatos na gawa sa fireproof matibay na matibay na materyales.
- Ang headgear na ganap na sumasakop sa likod ng ulo.
- Espesyal na proteksiyon mask para sa mukha at mata.
Para sa hinang, dapat magamit ang isang madaling gamiting aparatong, ang de-koryenteng bahagi na kung saan ay sarado ng isang maaasahang pabahay. Ang mga de-koryenteng cable na kasama sa patakaran ng pamahalaan ay dapat na ganap na insulated at matugunan ang mga de-koryenteng katangian ng aparato.
Ang lugar ng welder ay dapat na gamiting isang talahanayan ng trabaho, ilaw na mapagkukunan, isang saligan ng bar, proteksiyon na kagamitan laban sa mga electric shock at kagamitan sa pakikipaglaban sa sunog.
At bago simulan ang trabaho, kailangan mong maingat na mag-aral mga panuntunan ng electric welding, isaalang-alang at pag-aralan ang mga pamamaraan at mga pagpipilian para sa paggawa ng mga compound.
Mga konklusyon at kapaki-pakinabang na video sa paksa
Nag-aalok kami sa iyo upang manood ng isang kasanayan sa video ng hinang: kung paano magluto ng pahalang at patayong mga seams:
Hindi kinakailangan na magkaroon ng mga kwalipikasyon ng isang propesyonal na welder, ngunit kanais-nais ang mastering technique ng hinang. Salamat sa umiiral na mga kasanayan sa hinang, ang isang tao ay may maraming mga pagkakataon para sa pagpapatupad ng iba't ibang mga proyekto sa sambahayan.
Kung nais mong malaman ang teknolohiya, maaari mong palaging, at praktikal na karanasan ay makakatulong upang makabisado ang pamamaraan ng gawaing paggawa sa isang mataas na antas.
Nais mo bang pag-usapan ang iyong sariling karanasan sa mga weld? Alam mo ba ang mga subtleties ng proseso na hindi ibinibigay sa artikulo? Mangyaring sumulat ng mga puna sa bloke sa ibaba.
 Electric welding para sa mga nagsisimula: ang mga nuances ng hinang at ang pagsusuri ng mga pangunahing error
Electric welding para sa mga nagsisimula: ang mga nuances ng hinang at ang pagsusuri ng mga pangunahing error  Gaano magastos ang pagkonekta sa gas sa isang pribadong bahay: ang presyo ng pag-aayos ng gasolina
Gaano magastos ang pagkonekta sa gas sa isang pribadong bahay: ang presyo ng pag-aayos ng gasolina  Ang pinakamahusay na washing machine na may dryer: modelo ng rating at mga tip sa customer
Ang pinakamahusay na washing machine na may dryer: modelo ng rating at mga tip sa customer  Ano ang temperatura ng kulay ng ilaw at ang mga nuances ng pagpili ng temperatura ng lampara upang umangkop sa iyong mga pangangailangan
Ano ang temperatura ng kulay ng ilaw at ang mga nuances ng pagpili ng temperatura ng lampara upang umangkop sa iyong mga pangangailangan  Kapalit ng isang geyser sa isang apartment: kapalit na papeles + pangunahing batayan at kinakailangan
Kapalit ng isang geyser sa isang apartment: kapalit na papeles + pangunahing batayan at kinakailangan 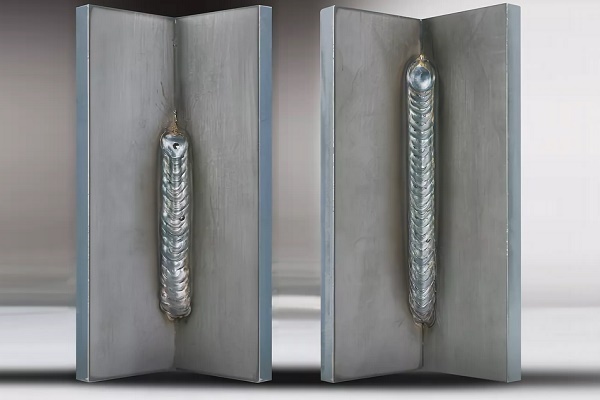{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}