Rörklippning i vinkel: fördelar och nackdelar med olika metoder + exempel på arbete

Rör är ett utbrett byggnadsmaterial. De används för installation av olika system. Under installationen inträffar situationer när rör måste kopplas i vinkel. Produktionstekniken för sådana verk är inte standard, men du måste veta om den.
För att skapa en komplex fogkonfiguration krävs rörskärning i vinkel. Vi kommer att beskriva hur sådana operationer utförs och vilka skärningsmetoder som finns.
Artikelens innehåll:
Rörklippningstekniker i vinkel
Med tanke på arbetsmetoderna - skär direkt eller i vinkel - är det nödvändigt att ta hänsyn till olika material i de produkter som utsätts för bearbetning. Så slangar av polypropylen eller tunn koppar är lättare och lättare att klippa än tjockväggiga stålrör.
Plastprodukter med små diametrar skärs i rätt vinkel med special sax. Samtidigt kan du styra vinkeln med en vanlig gradskiva. Skärning av polymerrör utförs också av en konventionell bågsåg med ett fint tandblad.

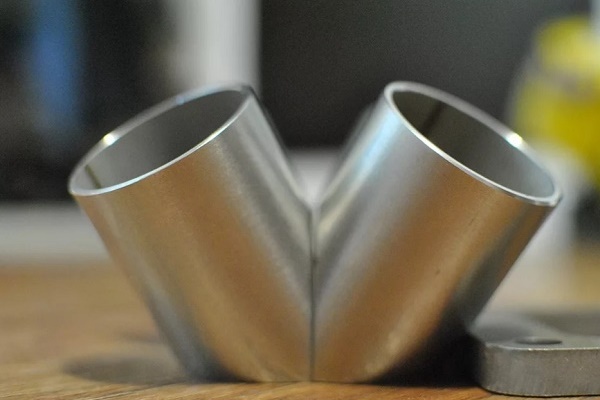
Det vanligaste installationsbehovet är skärning av vatten, avlopp och ventilationsrör i en vinkel på 45º.
Ta reda på vilka enheter som kan användas för skärning i olika vinklar.
Pappersmönster för rör
För att utföra ett relativt noggrant klipp kan du använda en enkel teknik där ett vanligt pappersark fungerar som ett slags mönster. Det är till exempel lämpligt för att skapa mönster av A4-skrivpapper.
Tidigare markeras arket under en fyrkant med en linjal. Kvadratets diagonala storlek ska vara lika med rörets omkrets. Överskottsdelar av arket skärs av.

Följande steg:
- Böj arket diagonalt och justera motsatta hörn.
- Vrid den resulterande triangeln så att hypotenuslinjen är vinkelrätt mot rörets axel.
- I detta läge, linda rörytan med papper och justera de extrema punkterna på hypotenusen.
- Markera med en markör det klippta märket längs linjen för någon av triangelns ben.
- Klipp röret längs den avsedda linjen.
På detta sätt är det ganska bekvämt att markera och klippa rör i en vinkel på 45º inom diametrar från 32 till 63 mm. För större bekvämlighet rekommenderas att du tar tjockt men mjukt papper. Du kan också använda paronit och liknande material.
Hur man väljer klokt rörskärare för plaströr och hur man tillämpar det i praktiken beskrivs i detalj i vår artikel.
Korrekt tillverkade mönster för tänkt rörskärning gör att du kan klippa sektioner med extremt hög noggrannhet. Samtidigt är ett gap mellan de förberedda arbetsstyckena fortfarande möjligt. Vid anslutning av metallrör är den "stängd" med en svetsfog. Vid anslutning av plastdelar används en special lödkabel.
Program för beräkning av skärvinklar
Skärteknologi för mönster gör att du kan få olika skärvinklar. Men för bildandet av ett mönster i andra vinklar än 45º, kommer det redan att vara nödvändigt att utföra matematiska beräkningar och, enligt beräknad data, klippa ut mallen från papper eller liknande material.
Det är sant att det finns datorprogram som är utformade för att rädda guiden från produktion av beräkningar.Mönster för rörskärning av sådana program skrivs ut på en skrivare.

Ett enkelt beräkningsprogram, skapat på basis av MS Excel, låter dig beräkna och komponera ett mönster för nästan alla värden på rördiametrar och de nödvändiga skärvinklarna.
Allt som användaren behöver göra är att ange motsvarande värden i cellerna "Ytterdiameter" och "Skärvinkel". Enligt dessa parametrar kommer ett mönster att bildas som kan skickas för utskrift.

Nackdelen med programmet är att det inte tar hänsyn till mönsterarkets tjocklek, vilket leder till mindre felaktigheter.
Rörklippningsliterbox
Det finns ett enkelt verktyg som ofta används i vardagen, främst för att arbeta med trä. Det kallas - en mittruta. Så samma enhet är lämplig för skärning av rör och i olika vinklar.
Miterboxen är till försäljning, men om du vill kan du alltid göra det själv och anpassa designen till önskad rördiameter:
- Ta ett träskiva med en bredd lika med rörets diameter, 400-500 mm lång.
- Ta ytterligare två brädor av samma storlek, men ökade i bredd med tjockleken på det första brädet.
- Från tre brädor för att montera designen i form av en inverterad bokstav "P", där det första kortet är installerat som bas.
- Markera en rektangel i den centrala delen av strukturen, vars två sidor passerar längs sidobordens inre kanter.
- Dela rektangeln med diagonaler och längs linjerna på sidobordens övre sidor, skär ned till basen.
På detta sätt skapas en mall för skärning i en vinkel på 45º. Men med hjälp av en gradskiva kan du markera nästan vilken vinkel som helst och göra skär under rörsnittet för en specifik vinkel.
Fördelen med miterboxen - verktyget är lämpligt för upprepad användning. Arbetet med verktyget är tillåtet för en sådan grad av slitage på slitsarnas väggar, medan de kan ge skärning med hög precision. Det rekommenderas att verktygsväggarna är tillverkade av ett material med högre hållfasthet än trä.

Fördelarna med metoden är uppenbara - enkelhet, enkel tillverkning av verktyget (miterbox), effektivitet, mångsidighet. Nackdelarna med att arbeta med ett sådant snäppalternativ är behovet av att justera storleken på gjutboxen till rördiametern, förutsatt att ett noggrant snitt görs. Det vill säga, för varje rör måste du skapa ditt eget verktyg.
Med hjälp av en gjutbox kan du också klippa ett rör endast med en bågsåg för metall eller en sekatör (för plastprodukter). För att arbeta med tjockväggiga metallrör under en skärgrind fungerar inte detta verktyg.
Enkel skärutrustning
Metallprodukter av runda och rektangulära former, med tillräckligt tjocka väggar, skärs lämpligen i vinkel med hjälp av enkel elektromekanisk utrustning.
Skärelementet hos ett sådant verktyg är en skärskiva eller cirkelsåg monterad på en elektrisk motoraxel. I sin tur är elmotorn med en fackla en del av hela utrustningen, som inkluderar skrivbordet, pendelstödet, klämman.

För att installera röret i önskad vinkel och sedan fästa det, används en vanlig klämma och två metallhörn.Ett hörn (kort) är fäst vid basen av svängmekanismen - pendeln. Det andra hörnet (långt) är i fritt tillstånd.
Rörläggning och skärning:
- Rotationsmekanismen ställer in önskad skärvinkel (till exempel med en linjal och gradskiva).
- Det hittade läget fixeras med klämskruvar.
- Mellan de korta och långa hörnen läggs ett rör och pressas mot klämskruven.
- En spänning appliceras på elmotorn.
- Genom att applicera en lätt tryckkraft på brännarskivan skärs röret på rätt plats.
Fördelarna med denna teknik är snabbt arbete, exakt skärning, förmågan att bearbeta ett stort antal rör på kort tid.
Nackdelar: restriktioner för användning i hushållsförhållanden, ökat buller, arbete med rör med endast små och medelstora diametrar. Dessutom utförs snäppskärningsprocessen stationärt på avstånd från installationsplatsen, vilket inte alltid är acceptabelt.
Om du ska göra ett kopparrör hemma, behöver du det speciella rörskärarevars valregler rekommenderas att läsa.
Nyanser av att arbeta med en rektangulär sektion
För att utföra skärning av rektangulära produkter rekommenderas det att man förbereder malsnitt i hörn i förväg. De är lätta att tillverka från ett metallhörn, tidigare markerade med samma gradskiva.

Markering kan göras för olika vinklar. För att använda mallen i fodralet räcker det att fästa den i ett rektangulärt rör på rätt plats och markera skärlinjen. Skär sedan längs den avsedda linjen med något lämpligt verktyg.
Precisionsskärmaskiner
Bland de märkesvaror som kan användas i vardagen för att klippa i vinkel, kan du vara uppmärksam på italiensk tillverkad teknik.
MASS Mini Cut Band Saw är en liten enhet med en manuell klämma för att arbeta inte bara med rör, utan också med hörn, stavar och profilelement.

Maskinen stöder inställning av skärvinkeln från 0 till 45º. Proceduren utförs med en bandväv med en hastighet av 45 fram- och återgående rörelser per minut. Enheten är utrustad med en elmotor med en effekt på 370 W, som drivs av ett hushållsnätverk. Den maximalt tillåtna diametern för det skurna runda röret är 65 mm.
Många installationer med elektromekaniska och elektriska drivenheter har utvecklats i industriell skala för rörskärning. Tekniskt sofistikerade maskiner möjliggör skärning med hög precision, syre och plasma:
Industriella modeller (till exempel BSM)
Det finns speciella industrimaskiner för exakta skärningsoperationer. Ett bra exempel: enheter tillverkade under varumärket "BSM". Maskintillverkaren är det tyska företaget Rexinger.
Visst är BSM-seriens maskiner uteslutande utformade för att arbeta med polypropylenrör med tillräckligt stora diametrar. Bearbetning av produkter som PP, PVC, PE, PVDF stöds.

Maskinens skärverktyg är en bandsåg, varför skäret utförs i vinklar från 0 till 67,5º. Processens precision tillhandahålls genom ett laseravkänningsigenkänning.
Trots konfigurationen av enheten för stora diametrar kan du använda ett speciellt bord med vilka rör med små diametrar (50 - 200 mm) också klipps framgångsrikt, vilket är lättare att klippa med med en rörskärare. Det finns ett brett utbud av BSM-enheter.
Användning av termiska metoder
Förutom mekaniska metoder används ofta termiska metoder där svets- eller skärmaskiner fungerar som verktyg. Till exempel en autogen gasskärare eller en konventionell svetsmaskin (likström / växelström).
Med hjälp av sådana skärmaskiner finns tjockväggiga metallrör tillgängliga. Det är emellertid extremt svårt att få ett perfekt jämnt snitt av hög kvalitet med hjälp av elektrisk svetsning eller gasautogenmetod.

Elektrisk och autogen skärteknik är allestädes närvarande. Tekniken ger inte skärning med hög precision, men vid installation av rör är denna faktor ofta inte avgörande
Efter termisk skärning utsätts produkterna vanligtvis för ytterligare bearbetning. Klipplinjen är i linje, värdena på önskad vinkel justeras. Detta tillvägagångssätt är ekonomiskt ofördelaktigt eftersom det åtföljs av ytterligare kostnader för bearbetning.
Som regel tillämpas den termiska skärtekniken under förhållandena för den industriella produktionsfären. Äkta nyttotjänster tillämpar ofta en sådan teknik.
Termisk skärning används också för att arbeta med plastmaterial. Det finns enheter - termiska guillotiner. Det skarpa tunna bladet på sådana anordningar värms upp till en hög temperatur och utför sedan ett snitt.
Termiska guillotiner stöder skärning i vinkel, och detta är deras fördel. Men för att arbeta med tuffare material än polyvinylklorid, trä, spånskivor kan dessa enheter inte användas.
För skärning plaströr behöver rörskärare, kunna dela upp jämnt i delar av produkten med en flerskiktsstruktur. Den artikel som rekommenderas av oss ägnas åt deras sorter och tillämpningsmetoder.
Slutsatser och användbar video om ämnet
Videon visar beräkningarna och visar en workshop om hur man kapar rör i vinklar 45 ° och 90º:
För varje enskilt installationsfall kan du välja den mest bekväma och billigare skärningsmetoden. Det specifika valet beror på rörets material, dess diameter, väggtjocklek.
Med enkla markeringsmetoder kan du få en ganska exakt vinkel där du vill klippa arbetsstycket. Samtidigt, med en komplex beräkningsprocedur, är det möjligt att skära i icke-standardvinklar med hög noggrannhet.
Har du användbar information om artikelns ämne? Har du frågor som håller på att bekanta dig med materialet eller har du hittat kontroversiella frågor? Skriv kommentarer i blocket nedan.
 Trycktestning av metall-plaströr: ordning och nyanser av arbetet
Trycktestning av metall-plaströr: ordning och nyanser av arbetet  Hur metallrör böjs: tekniska finesser för arbetsprestanda
Hur metallrör böjs: tekniska finesser för arbetsprestanda  Pressbeslag för plaströr: typer, märkning, ändamål + installationsexempel
Pressbeslag för plaströr: typer, märkning, ändamål + installationsexempel  Lödning av kopparrör: steg för steg analys av arbete och praktiska exempel
Lödning av kopparrör: steg för steg analys av arbete och praktiska exempel  Svetsning av polyetenrör: en jämförelse av metoder + installationsinstruktioner
Svetsning av polyetenrör: en jämförelse av metoder + installationsinstruktioner  Byt ut badrumsrör: En steg-för-steg-guide för arbete
Byt ut badrumsrör: En steg-för-steg-guide för arbete  Hur mycket kostar det att ansluta gas till ett privat hus: priset för att organisera gasförsörjningen
Hur mycket kostar det att ansluta gas till ett privat hus: priset för att organisera gasförsörjningen  De bästa tvättmaskinerna med torktumlare: modellbetyg och kundtips
De bästa tvättmaskinerna med torktumlare: modellbetyg och kundtips  Vad är ljusets färgtemperatur och nyanser av att välja lampans temperatur för att passa dina behov
Vad är ljusets färgtemperatur och nyanser av att välja lampans temperatur för att passa dina behov  Byte av en geyser i en lägenhet: pappersarbete + grundnormer och krav
Byte av en geyser i en lägenhet: pappersarbete + grundnormer och krav {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Det finns inget bra sätt någonstans, alla typer av skräp överallt! Tja, vad är ett vikt ark i en halsduk fäst vid ett rör ... ett galet hus! Jag försökte, från kartong, och en 45-graders kvadrat, få den IDEAL-linjen i ovalen ... Alla tänker vad de tycker ... resultatet är gödsel!
Se åtminstone de många videor på YouTube, allt fungerar för människor. Kanske ligger problemet inte i metoden utan i exekveringen? Dessutom måste du förstå att det blir svårt att uppnå det ideala resultatet manuellt. Även inom industrin finns det en tolerans på upp till 0,5 grader