Teplota spájkovania polypropylénových rúr: hlavné stupne samozvárania + tabuľka hodnôt

Jednou z etáp výstavby súkromných domov a bytov je inštalácia komunikácií zodpovedných za dodávku vody alebo odtoku splaškov. Zostavenie polypropylénových rúrok je oveľa jednoduchšie ako inštalácia kovových štruktúr. Na ich spájanie sa používajú tvarovky, ktoré sú zvárané pomocou špecializovaného zariadenia - železa.
V našom navrhovanom článku popisujeme technológiu výroby spojov a uvádzame štandardnú teplotu pre spájkovanie rúr z polypropylénu. Budeme hovoriť o prípravných opatreniach potrebných na výrobu trvanlivých a pevných spojov. Na základe našej rady môžete zostaviť plynovod bez akýchkoľvek problémov.
Obsah článku:
Spájkovanie ako spôsob spájania rúr PPR
Pri zváraní je dôležité všetko: priemer, teplota spájkovania produktov PP, doba expozície zváracieho stroja. Najprv sa však musíte zoznámiť so základmi technológie a naučiť sa používať nástroje.
Nie je možné začať proces spájkovania bez toho, aby sa určil druh a veľkosť materiálu. Ponúkame vám nájsť užitočné informácie, ktoré vám pomôžu pri výbere toho správneho rúry a tvarovky z polypropylénu, a tiež vykonať ich inštaláciu, poznať nuansy a postupnosť procesu.
Čo potrebujete vedieť o polypropylénových rúrkach?
Technológia zvárania (alebo spájkovanie - oba pojmy sú rovnako použiteľné) poskytujú vlastnosti polypropylénu - technického polyméru na univerzálne použitie. Je taviteľný, ale po ochladení a kalení vracia vlastnosti pevnosti a tesnosti.
Rúry sa líšia priemerom, hrúbkou steny, farbou, charakteristikami. Vďaka rozsahu priemerov –16 - 110 mm je možné implementovať akékoľvek technické riešenie.

Nemôžete venovať pozornosť farbe polyméru, pretože je vybraný výrobcom podľa vlastného uváženia, na farbe prúžkov záleží:
- modrý - na prívod studenej vody;
- červená - pre prívod teplej vody a kúrenie.
Základné informácie, na ktoré by ste sa mali pri nákupe a spájkovaní rúrok opierať, sú však uvedené na označení. Materiál potrubia z polypropylénu je označený kombináciou písmen PPR, PP-H, PP-B, PPRC.

Klasifikácia podľa nominálneho tlaku, maximálna povolená hodnota pre inštaláciu v špecifických podmienkach, pomáha pri výbere výrobkov pre domáce alebo priemyselné systémy.
Na základe toho sa rozlišujú 4 typy rúr PPR:
- PN-10 (s menovitou hodnotou 1,0 MPa) - určené na prepravu studenej vody. Niekedy sa používajú na podlahové vykurovanie za predpokladu, že chladivo nevyhrieva nad +45 ° C.
- PN-16 (s menovitou hodnotou 1,6 MPa) - používa sa na montáž systémov prívodu teplej / studenej vody. Maximálna povolená teplota je +60 ° C.
- PN-20 (s menovitou hodnotou 2,0 MPa) - odolávajú teplotám do + 80 - 90 ° C v potrubiach chránených pred vodnými rázmi.
- PN-25 (s menovitou hodnotou 2,5 MPa) - vhodné nielen pre autonómne, ale aj pre centralizované zásobovanie vodou. Odporúčaná maximálna teplota je +95 ° C, ale vydrží aj vyššia.
Je lepšie preplatiť a kúpiť spoľahlivé rúry s mierne vyššou hodnotou ako šetriť a brať materiál obmedzený teplotnými parametrami.
Pri výrobe rúrok platí princíp: čím vyššia je teplota chladiacej kvapaliny a tlak v systéme, tým je stena hrubšia.

Toto je minimálna znalosť, ktorá je potrebná na správne používanie rúr PPR. Pokračujeme stručným popisom procesu.
Technologický opis procesu spájkovania
Existujú dva typy spájkovací polypropylén - zadok a rukáv. Prvý sa prakticky nepoužíva pre domáce komunikačné zariadenia, pretože sa líši v zložitej technológii a používa sa výlučne na pripojenie kmeňových rúrok s veľkým priemerom.

Princíp zvárania spočíva v tom, že dva kusy rúrky, ktoré majú približne rovnaký priemer a hrúbku steny, sa zahrievajú pomocou špeciálneho nástroja a spájajú sa zvonovitým spôsobom.
Hlavný znak: priemer spojky v studenom stave by mal byť o niečo menší.

Po zahriatí sa vytvorí polymérna fúzna zóna. Je dôležité, aby sa vzťahovali iba na susedných pracovníkov.
Tu je dôležité rýchlo odstrániť časti z nástroja a spojiť ich navzájom, vďaka čomu dôjde k fúzii dvoch segmentov do jedného a následnej polymerizácii. Spoľahlivosť pripojenia závisí od času stráveného procesom ohrevu a od správne zvolenej teploty.
Štandardná teplota
Prehrievanie aj nedostatočné zahrievanie nepriaznivo ovplyvňujú výsledok zvárania. V prvom prípade dochádza k deformácii prvkov, prítoku valca, zmenšeniu vnútorného priemeru. Následne sú v oblastiach nerovných kĺbov možné usadzovanie vodného kameňa a zátky.
V druhom prípade bude spojenie slabé a kvôli nedostatočnej tesnosti zostane riziko úniku.

Je potrebné dodržať zváraciu techniku a parametre, ako sú napríklad:
- priemer zváraných výrobkov;
- čas zahrievania a chladenia;
- teplota zariadenia;
- teplota okolia.
To je veril, že proces zváranie rúr PP je nepraktické vykonávať pri teplote pod -10 ° C, horná hranica je +90 ° C. Najpriaznivejšia je teplota okolia od 0 ° C do +25 ° C. Kvôli uľahčeniu zapamätania sa potrebné hodnoty teploty a času uviedli do jednej tabuľky.

Ak je teplota vzduchu v miestnosti alebo na ulici nižšia ako +5 ° C, čas vykurovania sa zvýši asi o 50%, to znamená dvakrát. Hodnota teploty vykurovania je všade rovnaká - +260 ° С. Platný rozsah je + 255 - 280 ° C.
Je zaujímavé, že výber parametra nezávisí od priemeru potrubia - rovnaké hodnoty sa používajú pre 16 mm aj 50 mm. Menia sa iba časové obdobia. Z tohto dôvodu teplota zvárania polypropylénových tvaroviek a rúrok zvyčajne nie je uvedená v technologických tabuľkách.
Podrobné pokyny na inštaláciu
Proces spájkovania je rýchly. Toto možno vidieť analýzou údajov umiestnených v tabuľke. Napríklad na pripojenie dvoch prvkov s priemerom 20 mm bude pri izbovej teplote zohriatie 5 sekúnd, pripojenie ďalších 4 sekúnd, potom ochladenie 180 sekúnd. Celkom - 3 minúty 9 sekúnd.
Z tohto hľadiska je dôležité vypracovať všetky pohyby, aby pri spájaní už vyhrievaných prvkov nedošlo k žiadnemu pripojeniu. Zvážte nuansy každej fázy inštalácia polypropylénových rúr oddelene.
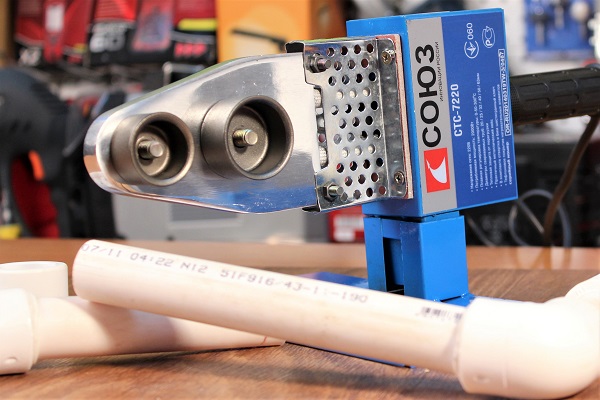
Krok 1 - Príprava špeciálnych nástrojov
Na spájkovanie doma budete potrebovať zariadenie určené iba na zváranie polypropylénových častí - rúrky, uhly, spojky, podložky, zátky.
Má zmysel zaobstarať si nový nástroj, ak sa plánuje kompletizácia systému prívodu vody od začiatku s ďalšou údržbou. Na jednorazovú prácu je možné si prenajať vybavenie. železo na zváranie rúr PP alebo si chvíľu oddýchnite od priateľov. Okrem špeciálnych nástrojov sa bude vyžadovať úroveň, značka, pravítko alebo miera pásky.
2. etapa - značenie a rezanie rúrok
Rezanie rúrok sa vykonáva skôr, pred prvým spájkovaním. Odporúčame pripraviť všetky prvky a naskladať ich podľa obrysu. Súčasťou projektu je inštalácia vykurovacieho systému alebo prívodu vody.

Odmeriavame potrubné segmenty požadovanej dĺžky a starostlivo ich rezáme rezačka rúr, Potom vyberieme tvarovky, ktoré sú vhodné pre priemer - najčastejšie sú to spojky, nátrubky a kolená.Ak sú prvky zosilnené, odstráňte hliníkovú vrstvu.
V dôsledku toho by okraje zváraných častí mali byť dokonale rovné, odrezané kolmo na os potrubia, vyčistené a odmastené.
3. etapa - spojovacie prvky a kúrenie
Nainštalujeme zariadenie, vyberieme spojky a tŕne požadovaného priemeru. Zapojíme ho do siete a zahrejeme, pretože už vieme, pri akej optimálnej teplote by sa mali spájkovať polypropylénové rúry - +260 ° С. Je to ona, ktorá je uvedená v návode na použitie spájkovačky.
Upozorňujeme, že niektorí výrobcovia vyrábajú zariadenia s mierkou do +320 ° C. To neznamená, že musíte vyhrievať na maximum. Pozorne si prečítajte pokyny - sú uvedené podmienky, za ktorých sú prípustné vysoké hodnoty vykurovania.
Na koncoch častí, ktoré je potrebné pripojiť, urobte značky označujúce hĺbku zahrievania. Opäť skontrolujeme, či sú pracovné povrchy suché a odmastené, pretože vlhkosť alebo klzký povrch môžu spôsobiť netesnosť v škáre.

Od chvíle, keď sú diely nainštalované, začíname odpočítavanie sekúnd - podľa hodnôt uvedených v tabuľke. Po uplynutí nastaveného času odstránime časti a rýchlo zasunieme potrubie do armatúry - až k tej istej značke. Snažíme sa usporiadať súčasti koaxiálne, na opravu polohy je potrebných iba pár sekúnd. Nesmie sa dovoliť skreslenie a roztočenie prvkov!
Uzol udržiavajte v správnej polohe, kým nenastane polymerizácia. Zvyčajne to sú 3 minúty alebo viac - kontrolujeme čas chladenia podľa tabuľky. Chladené a správne uvarené časti sú neoddeliteľné, pevné a trvanlivé.
Potom privarte uzly kľúčov a potom ich zostavte a zvarte už na svojom mieste inštalácia vykurovacieho okruhu, kanalizácia alebo rozvod vody.
Závery a užitočné video na túto tému
Video č. 1. Technológia spájkovania rúr PPR:
Video č. 2. Analýza bežných chýb:
V internetovom priestore je veľké množstvo workshopov o spájkovacích trubkách z polypropylénu. Niektoré z nich zastrelili nekvalifikovaní amatéri, takže tipy na techniky zvárania a výber teploty sa môžu ukázať ako nepravdivé.
Lepšie ako iné sú možnosti zváracieho stroja známe výrobcovi, preto si pred začatím spájkovania prečítajte pokyny, ktoré vás ochránia pred technickým sobášom a neprofesionálnymi radami..
Povedzte nám o svojich skúsenostiach so zostavením polypropylénovej rúrky a spájkovaním. Zdieľajte technologické jemnosti, ktoré môžu byť užitočné pre návštevníkov stránok. Prosím, zanechajte komentár v bloku nižšie, pýtajte sa otázky, publikujte fotografie na tému článku.
 Plynový horák na spájkovanie medených rúr: hlavné typy horákov + tipy pre potenciálnych kupcov
Plynový horák na spájkovanie medených rúr: hlavné typy horákov + tipy pre potenciálnych kupcov  Zvárací stroj na polyetylénové rúry: ktorý je lepšie kúpiť a ako ho správne používať
Zvárací stroj na polyetylénové rúry: ktorý je lepšie kúpiť a ako ho správne používať  Ako sa vykonáva zváranie na tupo z polyetylénových rúr: inštruktáž o práci
Ako sa vykonáva zváranie na tupo z polyetylénových rúr: inštruktáž o práci  Elektrické zváranie pre začiatočníkov: nuansy zvárania a analýza základných chýb
Elektrické zváranie pre začiatočníkov: nuansy zvárania a analýza základných chýb  Ako variť zvislé a vodorovné švy elektrickým zváraním: pokyny krok za krokom
Ako variť zvislé a vodorovné švy elektrickým zváraním: pokyny krok za krokom  Koľko stojí pripojenie plynu k súkromnému domu: cena organizovania dodávok plynu
Koľko stojí pripojenie plynu k súkromnému domu: cena organizovania dodávok plynu  Najlepšie práčky so sušičkou: hodnotenie modelu a tipy pre zákazníkov
Najlepšie práčky so sušičkou: hodnotenie modelu a tipy pre zákazníkov  Aká je teplota farby svetla a nuansy výberu teploty žiaroviek, aby vyhovovali vašim potrebám
Aká je teplota farby svetla a nuansy výberu teploty žiaroviek, aby vyhovovali vašim potrebám  Výmena gejzíru v byte: výmena papierovania + základné normy a požiadavky
Výmena gejzíru v byte: výmena papierovania + základné normy a požiadavky {kind=link}
{kind=link}
{kind=link}
{kind=link}