DIY-installasjon av HDPE-rør: sveiseinstruksjoner + hvordan bøye eller rette slike rør

Lavtrykks-polyetylen i rangeringen av popularitet blant materialene som brukes til montering av rørledninger, inntar en ledende posisjon. Hemmeligheten bak dette etterspørselen forklares enkelt av allsidigheten av påføring og enkelheten i installasjonen av polyetylenrør.
Men som med alle andre polymerer, kan høy kvalitet på installasjon av HDPE-rør med egne hender kun gjøres under forutsetning av at teknologien overholdes. Vi vil fortelle deg hvilke nyanser du må ta hensyn til når du matcher elementer. Vi vil forklare hvordan du skal bøye og rette dem ordentlig.
Innholdet i artikkelen:
Effektive metoder for sammenføyning av HDPE-rør
Teknologisk tilkobling av HDPE-rør kan være to hovedmetoder - i ett stykke og avtakbare.
Den første innebærer å engasjere seg sveisemaskin, den andre implementeres uten å bruke den.

Sveisede skjøter i ett stykke muliggjør maksimal tetting, noe som er spesielt viktig når du ordner motorveier under press. De avtakbare skjøtene er enkle å montere og gjør det mulig å demontere rørledningen når som helst for å konfigurere ledningen på nytt eller supplere den med nye bøyer.
Tilkoblingsmetoder i ett stykke
For sammenføyning av HDPE-rør brukes to tilkoblingsmetoder i ett stykke: ved baksveising og ved å installere en elektrisk sveisekobling.
Uansett, når man implementerer disse metodene, har forbindelsene følgende krav:
- Den maksimale forskyvningsvinkelen for de sveisede segmentene skal ikke være mer enn 10% i forhold til veggtykkelsen til de sammenføyede rørene.
- En skjøtesøm skal være laget over det ytre nivået på overflaten til tilstøtende segmenter.
- Høyden på valsen til en vellaget søm skal variere i området 2,5-5 mm.
Den optimale verdien på høyden på valsen avhenger av veggtykkelsen til det smeltede produktet. På tynnveggede rør (opptil 5 mm) skal den ikke være mer enn 2,5 mm. Hvis rørets veggtykkelse varierer mellom 6-20 mm, bør rullens høyde ikke være mer enn 5 mm.
Butt sveising
Opprettelsen av en uatskillelig forbindelse utføres ved å mykgjøre materialet til tilstanden til et tyktflytende stoff slik at en diffus kombinasjon av delene oppstår. Det brukes til rør med en veggtykkelse på mer enn 5 mm.

Tilkoblingsmetoden ved bruk av sveising brukes på direkte seksjoner av vannforsyningssystemet, som antas å være operert under trykk. Bare det lar deg få en tett forbindelse med diametre på over 200 mm, fordi det ikke skaper tap av rørstivhet, noe som fører til deformasjon.
Varig sveising av HDPE-rør med egne hender utføres ved hjelp av et spesialverktøy. Essensen av metoden er å varme endene av de forankrede elementer til en tyktflytende tilstand ved bruk av et varmemunnstykke. De mykgjorte endene er ganske enkelt forbundet med hverandre under trykk, hvoretter forbindelsesseksjonen ganske enkelt får avkjøle seg.

Når du utfører sveising, er det viktig å tåle temperaturforholdene til varmeelementene.
Parametrene for eksponeringstid og temperatur på varmeelementene bestemmes ved å ta hensyn til tre faktorer:
- Tykkelsen på veggene i rørledningen.
- Bøyens diameter.
- Tekniske parametere for loddeenheten.
Sveiserør er det mest pålitelige og holdbare alternativet. Med den kan du lage et integrert feste som tåler trykket fra både trykkløst og trykk vannforsyningssystemer.

Sveising utføres i følgende sekvens:
- Kommunikasjon kuttes til en forhåndsbestemt størrelse. Trim parallellen til endenes plan. Endene rengjøres med et stykke sandpapir.
- Endene er avfaset med en bredde på 2-3 mm. Sveisestedet rengjøres grundig og behandles med en avfettende forbindelse.
- Loddejernet er satt til et oppvarmingsmerke på 260 °. Mens det varmer opp, blir sveisedysene strammet og venter til deres oppvarmingsgrad når en forhåndsbestemt temperatur.
- Ved hjelp av sentreringsmekanismen blir beslaget og rørenden fordypet i dysehulen. Hvis sentreringsmekanismen ikke er anordnet i loddejernet, må innretningen kontrolleres "for øye", slik at skjøten blir så nøyaktig som mulig.
- De sentrerte elementene trekkes tilbake til det angitte nivået, kobles under trykk og tåler tiden som er angitt i instruksjonene for refow.
- Etter fullført arbeid skyves enheten til siden og kobles fra nettverket. Sveiseområdet uten forskyvning og rotasjon festes i en forhåndsbestemt stilling til overflaten er helt avkjølt.
Ved sveising er det viktig å ikke overeksponere. Dette kan føre til dannelse av en tilstrømning av polyetylen på den indre diameteren av produktet.

For å få en sikker passform, må installasjonsdybden være omtrent 2 mm.Motstander av den spesifiserte dybden, vil den resulterende sveisen ha et jevnt presentabelt utseende med samme innrykkhøyde.
Følgende utvalg av bilder vil gjøre deg kjent med trinnene i baksveising av HDPE-rør:
Ved elektrofusjonssveising
Ved implementering av denne metoden for uløselig tilkobling brukes elektrofusjonssveising eller elektrisk sveisebeslag.

Denne metoden er effektiv når du må jobbe på trange steder. For eksempel når du utfører reparasjonsarbeid i brønner eller når du trenger å lage innlegg i tidligere tilkoblede rør.
Det er ingen enhetlige standarder for sveising av stikkontakter i nasjonale forskriftsdokumenter. Denne teknologien brukes oftere i europeiske land og er regulert av DVS-220715 standarder.
Teknologien for tilkobling av HDPE-rør ved bruk av koblinger inkluderer en rekke grunnleggende trinn:
- Forberedelse av kommunikasjonsstedet. Den ytre overflaten av utløpet rengjøres for fett og støv. For dette formålet brukes såpe- og alkoholløsninger, som presenteres i et bredt utvalg i byggebutikker.
- Behandler skjøter. Festetettheten avhenger direkte av hvor jevnt snittet er laget. For å få en perfekt glatt overflate gnides rørets endeflate med et stykke finkornet sandpapir.
- Lag chamfers. Fugen på kranen kuttes ved 45 °. Fasjen vil tillate å sikre en tett passform mellom elementene og feste.
- Koblingsenhet. Koblingen er koblet til en strømkilde. Etter at den er oppvarmet til en forhåndsbestemt temperatur, blir den ene siden (doren) av hylsen satt på røret, og den andre enden (hylsen) er koblet til det andre røruttaket.
En sentral forutsetning for å utføre elektrofusjonssveising er å sikre at komponentene forblir stasjonære på tidspunktet for oppvarming og størkning.Når utdypingen av grenen bøyes inn i hulrommet i en oppvarmet kobling, er det viktig å utføre arbeidet raskt, men så nøye som mulig for ikke å overopphete polyetylen.

Når du fordyper segmentene inn i koblingshulen, må du være forberedt på at flytende plast gradvis vil dukke opp under det. Etter endt arbeid gjenstår det bare å fjerne koblingen, og legge den tilkoblede rørledningen på en solid overflate for å feste den i ønsket stilling.
Etter at smelten stivner i krysset, vil en krympeklemme som passer tett til røret være synlig.
Men å velge denne metoden, er det verdt å vurdere at plastrør ikke skiller seg i høy stivhet. Og derfor, med sterkt indre trykk, kan den opprettede sømmen ganske enkelt avvike. En koblingsforbindelse er ikke den beste løsningen for å ordne oppvarmingskommunikasjon og lage grener for servanten.
Å vurdere styrke og svakheter hos ulike metoder for sveising av HDPE-rør Artikkelen er viet innholdet som vi anbefaler deg å lese.
Avtakbare tilkoblingsmetoder
Hvis vi vurderer alternativer for avtakbare tilkoblinger, implementeres de ved hjelp av flenser og kompresjonsbeslag. Med nøye overholdelse av installasjonen viser de seg å være like pålitelige som de som er laget ved bruk av en sveisemaskin.
Alle typer uløselig forbindelse inkluderer en elastisk del. Når du krymper med et kompresjonsverktøy, fyller det alle tomrom i skjøteområdet, og eliminerer derved lekkasjer.
Bruker beslag fra HDPE
For å implementere denne metoden brukes kompresjonsbeslag, som er aksler, supplert med utvendige gjenger på begge sider.
De er i stand til å bli sammen med rørene, og gir en tett forbindelse med høy tetningsytelse. I dette tilfellet vil en sammenleggbar forbindelse ikke være vanskelig på noe tidspunkt å fjerne for å endre konfigurasjonen av motorveien eller for å utføre presserende reparasjoner.

Sekvensen av trinn for å få en passende forbindelse:
- På de forberedte endene av begge rørene satt på en avstandsring av polyuretan eller gummi. Ringens ytre diameter skal være lik den innvendige størrelsen på de skjøte rørene.
- Endene er utstyrt med en spennmutter og to kompresjonsskiver. Den første skiven er designet for å ekstrudere avstandsringen, den andre er designet for å stramme mutteren i forhold til enden av røret.
- Skjøten skjøtes i henhold til prinsippet "rørmontering - rør". For å øke påliteligheten presses den mot anslaget på begge sider med en spennmutter.
For å sette sammen de monterte delene brukes en spesiell nøkkel. Klemmemutrene skrues løs på tilkoblingsbeslagene.

Den største fordelen med denne tilkoblingsmetoden er at den er praktisk å utføre selv med en betydelig reduksjon i omgivelsestemperatur. Mens grensen for sveisede skjøter ikke er mindre enn + 5 ° С.
Et bredt spekter av tilkoblingselementer med forskjellige diametre gjør det mulig å samle alle ledninger, noe som gjør de nødvendige grenene i rørledningen.
Ved å installere flens
Flensetilkobling velges hvis det er nødvendig å koble PND på rørledningen til stålrør. Ved hjelp av flenser er det praktisk å koble ventiler, regulatorer og portventiler til motorveiene.

For installasjon på polyetylenrør brukes flenser som oppfyller GOST 12882.80. De har en utvidet indre diameter.
Installasjonen av flensen utføres i følgende sekvens:
- I den ene enden av kommunikasjonstråden utføres tråden.
- Elementet er skrudd inn i tråden.
- Et utløp av det tilkoblede røret er satt på elementet.
- Fugen varmes opp med en kobling eller en hårføner.
Før du tar på flensen, er det nødvendig å inspisere den for skarpe fremspring og moller som kan skade enden av polyetylenrøret.
Hvordan bøye eller rette et produkt?
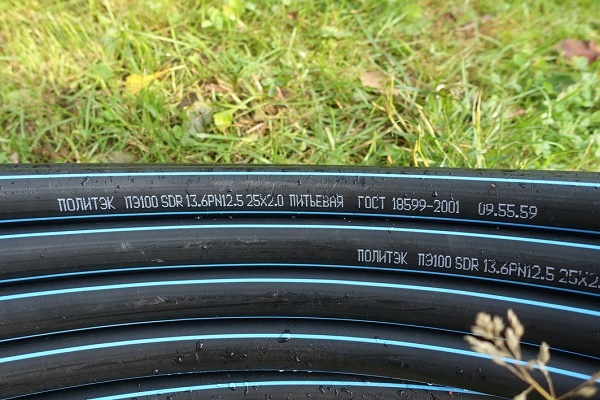
Polyetylenrør er tilgjengelig for salg i rette 12-meters seksjoner eller i form av faste produkter viklet rundt store bukter. Produktene blir vridd og har form av ringer og deformeres. Før du retter ut eller bøyer det deformerte HDPE-røret, må det varmes opp.

Lavtrykks-polyetylen er kjent for sin gode elastisitet. Men den mister denne egenskapen ved en oppvarmingstemperatur over + 80 ° C. Dette øyeblikket brukes om nødvendig for å endre konfigurasjonen av produktet.
Men det er verdt å huske at for utvidelse eller bøying, kan temperaturen bare heves i en kort periode. Tross alt hører et polyetylenrør til kategorien byggematerialer, som, hvis temperaturen blir krenket, kan bli skadet.
Oversikt over rørforlengelsesmetoder
Rett ut røret og fjern bretter som oppstod under lagring og transport. Den enkleste måten er etter lett oppvarming av produktet. Hvis utskifting eller reparasjon av rørledningen blir utført om sommeren, når solstrålene er så varme som mulig, kan du bruke dem for å oppnå oppgaven.

UV-stråler vil ikke forverre driftsparametrene til polyetylen, men samtidig kan de myke opp veggene i produktet en stund. Du må bare fikse det mykgjorte røret langs en stiv støtte eller vegg, eller legge det i en forhåndsgravet grøft. Før du retter et buet HDPE-rør på bakken, må du frigjøre området.
Hvis du må gjøre arbeidet om vinteren, bruk varmt vann for å varme opp produktet. Men denne metoden er effektiv for rør hvis størrelse ikke overstiger 50 mm. Som et hjelpemiddel for å rette deg ut, kan du bruke metallrekkverk og teglverk. I alle fall: jo kortere lengde på produktet, jo lettere vil det jobbe med det.
Effektive metoder for å bøye arbeidsstykket
Hvis motsatt situasjon oppstår når det er nødvendig å bøye HDPE-røret, brukes den samme varmebehandlingen.
For å varme opp brukes disse metodene:
- blåse varm konstruksjon luftblåseren;
- varm veggene på produktet med en gassbrenner;
- omgir overflaten med kokende vann.
For å forenkle bøyeprosedyren er det bedre å bygge en støperamme. Rammen, hvis størrelse tilsvarer diameteren på det bøyde røret, kan være laget av vanlige fiberplateplater. For å gjøre overflaten på rammen glatt, sand den med et stykke sandpapir.
For å bøye PND-røret med en hårføner, utføres arbeidet i følgende sekvens:
- Det behandlede stedet varmes opp med en hårføner.
- Den mykgjorte billetten er begravet i listerammen.
- Bøy røret forsiktig uten å bruke for kraft, slik at produktet ikke går i stykker.
Etter å ha skapt den nødvendige bøyevinkelen, er det nødvendig å la produktet ligge fullstendig avkjølt og først deretter fjerne det fra rammen.

Et viktig poeng: mens du varmer opp røret, må du holde deg til det "gylne middelverdien". Hvis overflaten ikke er tilstrekkelig oppvarmet på bøyetidspunktet, kan røret gå i stykker. Hvis varmeelementet bringes for nær produktet på oppvarmingstidspunktet, kan polymeren antenne.
Konklusjoner og nyttig video om emnet
Møt nyansene for sveising og prosessering av HDPE-rør i følgende videoer.
Video nr. 1. Hvordan rumpesveising utføres:
Video nr. 2. Et eksempel på å lage elektrofusjonssveising:
Video nr. 3. Rørutretting:
Når du velger en metode for tilkobling og innretting av polyetylenrør, må arbeidsmediets trykknivå tas med i betraktningen. Dette vil minimere den negative effekten av manipulasjoner med rørledningen på dens tekniske egenskaper.
Kjenner du de teknologiske nyansene ved sammenføyning av polyetylenrør som ikke er beskrevet i artikkelen? Hvis du har personlig erfaring med bygging av HDPE-rørledninger, hva vil du dele med besøkende på nettstedet og med oss? Skriv kommentarer i blokken nedenfor, legg inn et bilde, still spørsmål om artikkelen.
 DIY-installasjon av polypropylenrør: teknologi for arbeid med PP-rør
DIY-installasjon av polypropylenrør: teknologi for arbeid med PP-rør  Slik lager du en stol fra polypropylenrør med egne hender: trinnvise instruksjoner for produksjon
Slik lager du en stol fra polypropylenrør med egne hender: trinnvise instruksjoner for produksjon  Slik bøyer du et profilrør med egne hender uten spesialverktøy
Slik bøyer du et profilrør med egne hender uten spesialverktøy  DIY kobberrørinstallasjon: kobberrørinstallasjonsteknologi
DIY kobberrørinstallasjon: kobberrørinstallasjonsteknologi  Gjør-det-selv-installasjon av plastrør: tilkoblingsteknologi og ledningseksempler
Gjør-det-selv-installasjon av plastrør: tilkoblingsteknologi og ledningseksempler  DIY-håndverk fra propylenrør: gjør-det-selv-hjemmelagde alternativer
DIY-håndverk fra propylenrør: gjør-det-selv-hjemmelagde alternativer  Hvor mye koster det å koble gass til et privat hus: prisen for å organisere gasstilførsel
Hvor mye koster det å koble gass til et privat hus: prisen for å organisere gasstilførsel  De beste vaskemaskinene med tørketrommel: modellvurdering og kundetips
De beste vaskemaskinene med tørketrommel: modellvurdering og kundetips  Hva er lysets fargetemperatur og nyansene ved å velge temperaturen på lampene som passer dine behov
Hva er lysets fargetemperatur og nyansene ved å velge temperaturen på lampene som passer dine behov  Utskifting av en geyser i en leilighet: utskiftende papirer + grunnleggende normer og krav
Utskifting av en geyser i en leilighet: utskiftende papirer + grunnleggende normer og krav 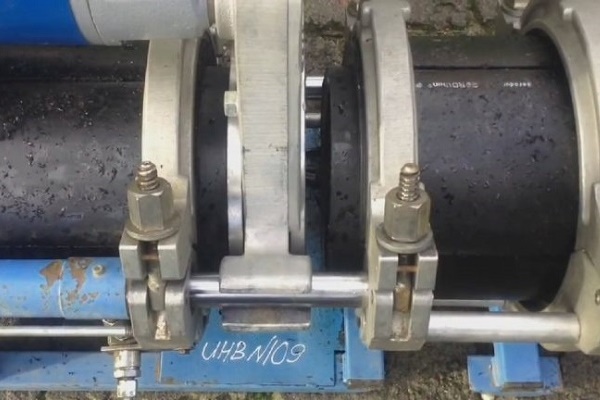{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}