Hoe u verticale en horizontale naden kookt met elektrisch lassen: stapsgewijze instructies

Elektrisch lassen is een technologie waarbij de structuur van metalen wordt gecombineerd door verwarmen en smelten door middel van een elektrische boog. Het is wijdverbreid geworden in verschillende sectoren van de economie, waaronder de particuliere sector.
In feite kan deze methode worden gebruikt om metalen aan elkaar te lassen, rekening houdend met de temperatuur van de elektrische boog (7000-8000 graden). Maar voordat u zich tot deze technologie wendt, moet u bestuderen hoe u een verticale naad kunt bereiden door elektrisch lassen en moet u omgaan met de techniek om een horizontale naad te verkrijgen.
De inhoud van het artikel:
Lassen: algemene definities
De technologie van het lassen van metalen hangt nauw samen met het concept van een las. Dit wordt gevormd tijdens het stollen van metaal, gesmolten door elektrisch booglassen.
Afhankelijk van de lasplaats kan de naad horizontaal of verticaal geplaatst worden. Bovendien kan de ruimtelijke locatie van de naad lager, lateraal, hoger zijn.

Het eenvoudigste en gemakkelijkst uit te voeren is het leggen van lassen in het vlak van de onderste horizon. Onder dergelijke omstandigheden kan gesmolten metaal gemakkelijk worden gecontroleerd.

De resterende opties voor de locatie van naden in de ruimte (lateraal en bovenste) worden erkend als technologisch moeilijk uit te voeren, wat de studie van lastechnieken vereist en de ontwikkeling van relevante ervaring.
Hoe een verticale naad koken?
De complexiteit van lasbesturing bij het creëren van een verticale naad is te wijten aan het gebruikelijke fysieke fenomeen - zwaartekracht. Dit heeft effect op de massa gesmolten metaal, die in vloeibare vorm naar beneden stroomt.
Hier zijn de acties van een professionele lasser om te voorkomen dat de gesmolten massa wegscheurt van de lasplaats. Om dit resultaat te bereiken, zal een stabiel brandende elektrische boog, die op de minimaal toelaatbare afstand van het uiteinde van de elektrode tot het lasbad wordt gehouden, helpen.
Bottom-up techniek
De verticale verbinding is in de regel gelast met de elektrode in de richting van het onderste punt naar het bovenste. Een dergelijke route zorgt voor een stabielere controle en de elektrische boog houdt het gesmolten bad met vertrouwen vast, waardoor verspreiding wordt voorkomen. Het is de doorgang van onder naar boven die erin slaagt de verticale naad van de hoogste kwaliteit te vormen.

Natuurlijk, voordat u begint met het lassen van een verticale naad, is het noodzakelijk om de grenzen van de verbinding voor te bereiden, deze te verwerken in overeenstemming met de technische vereisten. Het lasapparaat moet worden aangepast aan de lasomstandigheden (ingestelde stroom, neem de elektrode op).
In eerste instantie worden langs de naadlijn verschillende punthaken gemaakt - lassen met een korte naad (1-2 cm). Het doel van dergelijke acties is om tijdens het verwarmingsproces de verplaatsing van de gelaste delen als gevolg van thermische vervorming te elimineren.

Wanneer de verbinding verticaal wordt gelast, wordt de houdhoek van de elektrode ten opzichte van het vlak waarop de naad wordt gelegd binnen 45-90 ° gehouden.
De lasserinstructie stelt de volgende acties in:
- Het contact van de elektrode op het metaal ontsteekt een boog.
- "Tack" wordt gemaakt in 3-4 punten langs de verbindingslijn van het midden naar de randen.
- Het lassen begint onderaan de verbindingslijn.
- De elektrodeslag is naar boven gericht, het lasbad wordt in het werkgebied gehouden.
De elektrode moet met een matige snelheid worden voortbewogen.Het belangrijkste snelheidscriterium is de vorming van de optimale hoeveelheid gesmolten lasbad.
Gelijktijdig met de verticale slag van de elektrode zijn dwarse zigzagbewegingen met een "halve maan", "visgraat" of ander "patroon" toegestaan. Maar de transversale slagtechniek lijkt alleen relevant voor metalen met een wanddikte van meer dan 4 mm.
Het wordt aanbevolen om metaal met een verticale naad in één keer te lassen zonder te stoppen. Voor beginnende lassers lijkt dit een probleem. De ervaring wint echter snel.
Top-down techniek
Door het opdoen van ervaring leggen lassers gemakkelijk een verticale naad door de elektrode van boven naar beneden te bewegen. Wat is de truc om zo'n operatie uit te voeren?
Heel eenvoudig: door een elektrische boog in brand te steken, wordt de elektrode onder een hoek van 90 ° ten opzichte van het bewerkingsvlak geïnstalleerd. Zodra het metaal op het punt van boogvorming begint te smelten, wordt de hoek van de elektrode veranderd in 15-20 °, waardoor de houder iets wordt verlaagd.

De elektrodebedrading langs de verbindingslijn van dikwandige metalen wordt ook uitgevoerd door dwarse zigzaglijnen met een "zaagtand" of "rechthoekige" vorm. Sommige lassers gebruiken de "golfachtige" smeltdistributietechniek.
Ondertussen gaat de methode voor het vormen van een verticale naad in de richting van boven naar beneden gepaard met grote moeilijkheden voor de lasser. Lassen in deze vorm geeft volgens veel experts echter het beste resultaat qua kwaliteitsindicatoren.
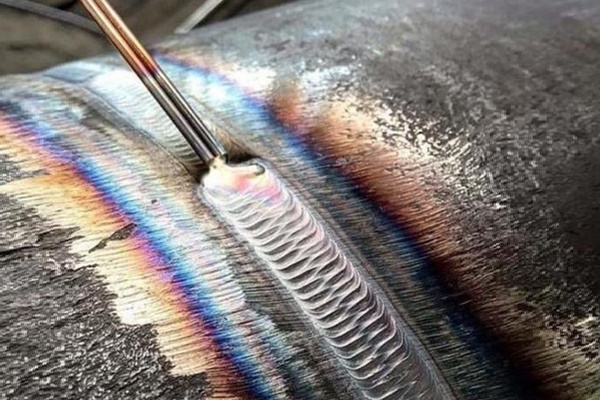
Horizontale lastechnologie
De specificiteit van het lassen van een horizontale naad is bijna hetzelfde als die van een verticale naad. Technische nuances - nogmaals, manipulatie van de installatiehoeken van de elektrode.
De bewegingsrichting tijdens het lassen van onderdelen op de kruising kan worden gekozen van uiterst links naar uiterst rechts of vice versa. De specifieke richtingkeuze wordt bepaald door de lasser, op basis van de mate van persoonlijk gemak.

Maar hoe kook je een horizontale naad door elektrisch te lassen om te voorkomen dat smelt door de werkende zwaartekracht uit de sleur stroomt?
Hier moet de lasser een elektrodepositie kiezen waarin de brandkracht van de elektrische boog gelijk zou zijn aan de zwaartekracht van de metaaldruppeltjes. Mogelijk moet u de huidige sterkte aanpassen en experimenteel de optimale snelheid selecteren om de elektrode te verplaatsen.
Typisch wordt het lassen van een horizontale naad continu uitgevoerd tot het voltooid is. Als het echter niet mogelijk is om de smelt (laspool) te regelen, kunt u proberen de techniek te veranderen - ga verder met periodiek uitsterven van de boog.
Al deze subtiliteiten worden geaccumuleerd met de komst van ervaring met lassen. Wanhoop daarom niet als niets succesvol is vanaf de eerste pogingen.

De vorming van een horizontale naad met de gewenste breedte en diepte van penetratie wordt in de regel bereikt door de zorgvuldige zijdelingse beweging van het brandende uiteinde van de elektrode van de rand van het ene verbonden deel naar de rand van het andere.
Voor het lassen van metalen tot een dikte van 4 mm worden verschillende versies van het "patroon" van de transversale elektrodeslag gebruikt. Er zijn geen specifieke aanbevelingen over dit onderwerp. Het belangrijkste is om de vereiste naadbreedte en penetratiediepte te krijgen.
Boog: optimale lengtecontrole
De spleet tussen het hete uiteinde van de elektrode en het metalen vlak, voldoende voor de vorming van een elektrische ontlading, wordt de booglengte genoemd. Een van de belangrijkste grondslagen van de instructies van de lasser is het regelen van de optimale booglengte.
Theoretisch kunt u in de lasmodus drie boogopeningen krijgen:
- kort (1-1,5 mm);
- lang (3,5 - 6 mm);
- normaal (2-3 mm).
Onvoldoende verwarming van het metaal in de breedte is kenmerkend voor het brandproces met korte boog. Aan de randen van de naad is in dergelijke gevallen een zogenaamde "ondersnijding" - een kleine inzinking. De aanwezigheid van een dergelijk defect duidt op een slechte kwaliteit van de las.

De lasmodus met een lange boog gaat in de regel gepaard met periodiek uitsterven. Hier wordt een kleine verhitting van het metaal in de diepte opgemerkt. Er is ook geen sprake van een goede naadkwaliteit.
Dus de enige optie waar de beginnende lasser zich door moet laten leiden, is de normale booglengte, die niet meer dan Ld = 0,5-1,1 * De mag zijn (Ld is de booglengte; De is de diameter van de elektrode).
Positie van de elektrode
Het lasproces kan worden uitgevoerd wanneer de elektrode hoek naar voren, hoek naar achteren, rechte hoek is geplaatst. Met behulp van een van deze drie technologische methoden kan de lasser naden maken in verschillende werkomstandigheden.

Daarom wordt de "naar voren gerichte" methode traditioneel gebruikt om elementen met horizontale en verticale naden te verbinden in de omstandigheden van de bovenste opstelling van onderdelen in de ruimte (plafondlassen). Dezelfde techniek is met succes gebruikt voor het lassen van vaste buisverbindingen of bij de constructie van zelfgemaakte gasfornuis kachels.
Door de elektrode strikt in een rechte hoek (90 °) te houden, zorgt de lasser voor het uitvoeren van werk op moeilijk bereikbare plaatsen. Ten slotte maakt de "corner back" -techniek hoogwaardig laswerk mogelijk bij hoekverbindingen.
Het installeren van de elektrode “naar voren gericht”, werkt meestal met dunwandige metalen. In deze positie van de elektrode ontvangt u een brede naad van geringe diepte. Op dikwandige metalen daarentegen proberen ze de techniek toe te passen met een “achterhoek”, waarbij ze ervoor zorgen dat het metaal tot een voldoende diepte wordt verwarmd.
Huidige parameters en elektrodebeweging
De waarde van de huidige sterkte en de bewegingssnelheid van de elektrode zijn belangrijke factoren die de kwaliteit van de naad beïnvloeden. Lassen met hoge stromen gaat gepaard met verhitting van het metaal tot een grote diepte, waardoor de bewegingssnelheid van de elektrode kan worden verhoogd. Onder de voorwaarde van de optimale verhouding tussen stroom en elektrodesnelheid wordt een gelijkmatige naad van hoge kwaliteit verkregen.
Conformiteitstabel voor stroom, elektrode, metaaldikte
| Huidige sterkte, A | Diameter van een elektrode, mm | Dikte metaal mm |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Bij het verplaatsen van de elektrode met een bepaalde snelheid moet rekening worden gehouden met de grootte van het boogvermogen. Een te snelle elektrodevoeding bij laag vermogen zal niet in staat zijn om een voldoende verwarmingstemperatuur te leveren.
Hierdoor is het niet mogelijk om het metaal op de gewenste diepte te koken. De naad "ligt" gewoon op het oppervlak, "grijpt" nauwelijks de randen van de randen.

Integendeel, onder omstandigheden van een te trage voortgang van de elektrode zal er een oververhittingsatmosfeer ontstaan, die de vervorming van het metaal op de laslijn bedreigt. Als de metalen elementen een fijne structuur hebben, brandt er eenvoudig een krachtige boog door het metaal.
Je kunt met succes het veld van een beginnende lasser oefenen en je naadvaardigheden verbeteren een kachel maken om te testen, waarvan de basis een metalen buis is. We raden u aan om vertrouwd te raken met nuttige informatie.
Instructies voor de beginnende lasser
Laswerkzaamheden zijn alleen toegestaan met het gebruik van geschikte apparatuur.
De standaardkit bevat:
- Jas, broek, handschoenen, schoenen gemaakt van vuurvaste, duurzame, sterke materialen.
- Hoofddeksel dat de achterkant van het hoofd volledig bedekt.
- Speciaal beschermend masker voor gezicht en ogen.
Voor het lassen moet een bruikbaar apparaat worden gebruikt, waarvan het elektrische gedeelte wordt afgesloten door een betrouwbare behuizing. De elektrische kabels in het apparaat moeten volledig geïsoleerd zijn en voldoen aan de elektrische kenmerken van het apparaat.
De plaats van de lasser moet zijn uitgerust met een werktafel, lichtbronnen, een aardingsstang, beschermende uitrusting tegen elektrische schokken en brandblusapparatuur.
En voordat u aan het werk gaat, moet u zorgvuldig studeren elektrische lasregels, overweeg en bestudeer de methoden en opties voor het maken van verbindingen.
Conclusies en nuttige video over het onderwerp
We bieden u de mogelijkheid om een videopraktijk van lassen te bekijken: hoe u horizontale en verticale naden kookt:
Het is niet nodig om de kwalificaties van een professionele lasser te hebben, maar het beheersen van de lastechniek is wenselijk. Dankzij de bestaande lasvaardigheden heeft een persoon meer mogelijkheden voor de uitvoering van verschillende huishoudelijke projecten.
Als je de technologie wilt leren, kan dat altijd, en praktische ervaring zal helpen om de techniek van productiewerk op een hoog niveau onder de knie te krijgen.
Wil je praten over je eigen ervaring met lassen? Kent u de subtiliteiten van het proces die niet in het artikel worden gegeven? Schrijf opmerkingen in het onderstaande blok.
 Elektrisch lassen voor beginners: de nuances van lassen en de analyse van basisfouten
Elektrisch lassen voor beginners: de nuances van lassen en de analyse van basisfouten  Hoeveel kost het om gas op een privéwoning aan te sluiten: de prijs voor het organiseren van de gasvoorziening
Hoeveel kost het om gas op een privéwoning aan te sluiten: de prijs voor het organiseren van de gasvoorziening  De beste wasmachines met droger: modelbeoordeling en klantentips
De beste wasmachines met droger: modelbeoordeling en klantentips  Wat is de kleurtemperatuur van het licht en de nuances bij het kiezen van de temperatuur van de lampen om aan uw behoeften te voldoen
Wat is de kleurtemperatuur van het licht en de nuances bij het kiezen van de temperatuur van de lampen om aan uw behoeften te voldoen  Vervanging van een geiser in een appartement: vervangend papierwerk + basisnormen en eisen
Vervanging van een geiser in een appartement: vervangend papierwerk + basisnormen en eisen 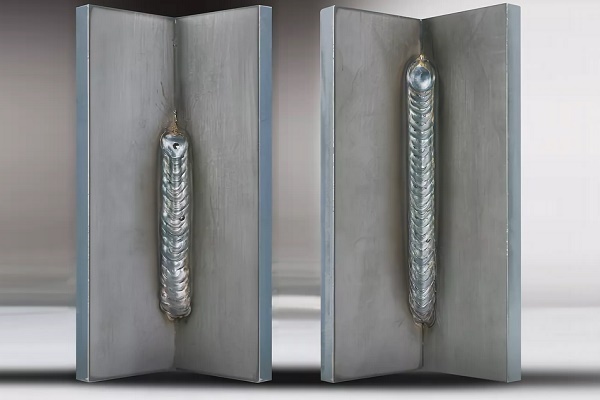{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}