Kaip sulenkti metaliniai vamzdžiai: technologinės darbo atlikimo subtilybės

Kampai sulenkti vamzdžiai buvo naudojami naftos ir chemijos pramonėje, mašinų ir aparatų inžinerijoje. Nei vienas jų nėra nei vienas architektūrinis ar statybinis projektas.
Posūkiams galima naudoti visų rūšių jungiamąsias detales, tačiau tada gali nutekėti, ir kartais tai yra tiesiog nepriimtina dėl estetinių priežasčių. Vamzdžių lenkimas suteikia patrauklesnę išvaizdą ir didelį patikimumą - procesas, nepažeidžiantis jų vientisumo.
Mes jums pasakysime, kaip geriau sulenkti metalinį vamzdį, naudojant tiek šaltą, tiek karštą technologiją. Mūsų pateiktame straipsnyje aprašoma lenkimo vamzdžių, pagamintų iš įvairių medžiagų, specifika. Pateiktos darbo su profiliu ir paprastais apvaliais vamzdžiais ypatybės.
Straipsnio turinys:
Lenkimo proceso ypatybės
Kiekvienas metalas turi savo ypatybes, be jų įvertinimo neįmanoma suteikti valcuotam metalui sudėtingos formos. Lenkimo vamzdį veikia radialinės ir tangentinės jėgos.
Pirmieji deformuoja skyrių, o pastarieji prisideda prie raukšlių atsiradimo. Pagrindinis reikalavimas galutiniam rezultatui yra tas, kad vamzdžio skerspjūvis turi išlikti nepakitęs, o ant sienų neturėtų būti jokių gofruotių. Lenkimas leidžia sumažinti suvirinimo siūlių skaičių tiesiant vamzdynus su visų rūšių lenkimais.
Vamzdžių lenkimo būdai
Remiantis reikiamu lenkimo kampu, vamzdžio medžiaga ir skersmeniu, lenkimas gali būti atliekamas rankiniu būdu arba naudojant specialią įrangą. Taip pat skiriamas karštas ir šaltas lenkimas, kai vamzdžio ertmė užpildoma ir jos neužpildoma.

Pasibaigus apkrovai atsiranda toks reiškinys kaip spyruoklės, kuris yra tiesiogiai proporcingas medžiagos elastingumo moduliui. Galimos deformacijos dydis taip pat priklauso nuo taikomo lenkimo metodo ir objekto geometrijos.
Karštosios technologijos specifika
Šis metodas pasirenkamas, kai reikia sulenkti 10 cm ar didesnio skersmens vamzdį. Deformuokite vamzdžius karštu būdu rankiniu būdu arba naudodami mechanizmus. Yra toks dalykas kaip minimalus lenkimo spindulys.
Vamzdžio, kurį reikia šildyti, zonos ilgis nustatomas atsižvelgiant į vamzdžio skersmenį ir lenkimo kampą. Be to, apvalinimas negali būti mažesnis už vamzdžio skersmenį 3 kartus.
Pagal formulę raskite šildomo ploto ilgį:
L = α x d / 15
Formulėje: L yra norimas ilgis mm, α yra lenkimo kampas laipsniais, d yra išorinis vamzdžio skersmuo mm, 15 yra koeficientas. Tarkime, 200 mm skersmens vamzdį reikia sulenkti 60 ° kampu, tada L = 60 x 200/15 = 800 mm, t. 4 skersmenys.

Norėdami sulenkti vamzdį, jis turi būti įkaitintas iki 900⁰. Optimali temperatūra pradedant lenkti yra 760⁰, o pabaigoje - 720⁰C. Deginant medžiagos stiprumo savybės blogėja.
Karšto lenkimo procesas apima keletą operacijų:
- padaryti šabloną;
- smėlio pakavimas;
- sklypo žymėjimas;
- šiluma;
- lenkimas.
Kad nedeformuotų vamzdžio sekcijos ir ant jo vidinės dalies lenkimo vietoje, saldainiai nesusidaro, vidinė erdvė užpildoma kvarco smėliu.
Preparatas smėliui išdžiovinamas ir deginamas, kad būtų pašalintos organinės priemaišos 150–500 ° C temperatūroje. Tada smėlis išleidžiamas per smulkų sietą, kurio akies kraštinės ilgis yra 3,3 x 3,3 mm. Prieš pradėdami pildyti vamzdį, turite įkišti vieną jo galą.
Kaip kištukai naudojami mediniai arba metaliniai kaiščiai, turintys angą dujoms išeiti. Smulkus ir šlapias smėlis negali būti naudojamas pirmasis sukepinamas ir, veikiamas šilumos, tvirtai prilimpa prie vamzdžių sienelių.
Antrasis, susidarantis garams, prisideda prie aukšto vidinio slėgio atsiradimo, dėl kurio kamštiena gali išskristi.Akmenukų buvimas pakuotėje yra nepriimtinas, jie gali stumti per vamzdžio sieną.
Vamzdžio užpildymo procesas užima daug laiko, todėl jis yra transportuojamas į bokštą ir suteikia jam šiek tiek pasvirusią arba vertikalią padėtį. Kadangi lenkimo kokybė tiesiogiai priklauso nuo sandarinimo tarpiklio, vamzdis visą procesą nuolat tepamas. Nutildytas garsas rodo gerą ruošinio užpildymą.
Prieš pradedant tiesiai prie pagrindinės operacijos, būsimų posūkių sekcijos nupiešiamos ant smėliu užpildyto vamzdžio, pritvirtinant šabloną. Šildomi vamzdžiai krosnyse ar krosnyse. Jie sulenkiami tiek rankiniu, tiek mechaniniu būdu.
Pastaruoju atveju naudojamos specialios plokštės, turinčios traukos stulpus, kurių pagalba pritvirtinama šildomo vamzdžio dalis ir spaustukai, kurie laikomi vamzdžio gale ant plokštės. Ant priešingo vamzdžio galo uždedamas kabelis, kurio įtempimas gervės ar virvės pagalba vamzdį sulenkia.
Kad vamzdžių sienos nedeformuotųsi, stovo vamzdžių erdvėje dedamos tarpinės - tiesios arba išlenktos. Laisvas galas su pritvirtintu laidu pritvirtinamas stovu. Proceso metu kontroliuokite vamzdžio geometriją, periodiškai uždėdami ant jo šabloną.
Lenkiant vamzdį norimu kampu, kištukai iš jo pašalinami išdeginant arba tiesiog išmušant. Smėlis pilamas, vamzdis valomas ir nuplaunamas. Atlikite paskutinį lenkimo testą naudodami šabloną.
Šaltas lenkimas
Norint pakeisti nedidelio skersmens vamzdžių konfigūraciją, naudojami įvairūs rankiniai įrankiai, skirti dideliems - mechanizuotiems vamzdžių lankstikliams. Namuose dažniausiai reikia sulenkti vandenį ir dujas plieniniai vamzdžiainaudojamas vandens tiekimo ir šildymo sistemų įrenginyje.
Vamzdžio lenkimas žemiau 90⁰ vadinamas lenkimu, 180⁰ - kalachu, su atbraila - ataudu, kilpos pavidalo - laikikliu.

Rankiniam lenkimui yra ir kitų prietaisų. Namuose gaminant ritę, skirtą vandeniui šildyti, nerūdijančio plieno vamzdis, kurio skersmuo yra apie 20 mm, yra tiesiog suvyniotas ant didelio skersmens vamzdžio gabalo. Anksčiau kronšteinas privirinamas ant didelio vamzdžio, klojamas ant atramų ir užsegamas.
Vamzdis yra sandariai užpiltas smėliu ir uždarytas kamščiais, tada įstatomas į laikiklį ir prasideda apvija. Vamzdį, naudojamą kaip šablonas, reikia slinkti, todėl reikės mažiausiai dviejų žmonių pastangų. Baigęs apviją, ritė yra išlyginta.

Nerūdijančio plieno vamzdžių ar kitos medžiagos lenkimas namuose gali būti atliekamas paprasčiausiu įrankiu. Patartina kreiptis dėl nedidelių darbų.
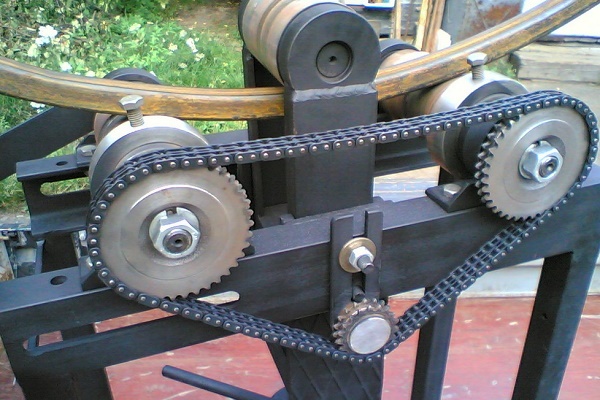
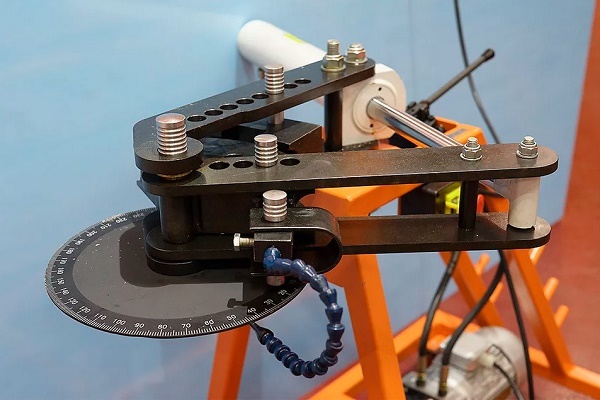
Paprastą mechaninę vamzdžio lenkimo mašiną galima pastatyti savo rankomis, ypač jei turite suvirintojo įgūdžių ir esate susipažinę su suvirinimo aparatu:
Padaryti primityvų vamzdžių lenkimo įtaisas reikia betono plokštės, kaiščių iš metalo ir plaktuko. Plokštė padalinta į langelius 40 x 40 arba 50 x 50 mm. Ląstelių kampuose skylės gręžiamos perforatoriumi ir į jas įkišami kaiščiai.
Vamzdinis gaminys įkišamas tarp kaiščių ir, paspaudžiant jėgą, sulenkiamas. Tikslumas naudojant šį lenkimo metodą nėra idealus, tačiau visiškai pakanka naudoti ruošinį namuose. Norėdami sulenkti didesniu tikslumu, galite naudoti įrenginį, pagamintą iš kėliklio pagrindo.

Kad vidinis vamzdžio liumenas nedeformuotųsi, naudokite priemones, kurios neutralizuoja šį procesą iš vidaus. Kaip vidiniai ribotuvai, dažniausiai naudojamas smėlis. Tuo pačiu metu į vieną vamzdžio galą įkišamas kištukas, o per antrą pilamas smėlis, tada jis užkemšamas. Toliau atliekamas lenkimas.
Kartais ribotuvas yra specialiai šiam tikslui pagaminta spyruoklė. Apvijai naudokite laidą, kurio skersmuo yra nuo 1 iki 4 mm. Spyruoklė turėtų laisvai patekti į vamzdį lenkimo taške, paliekant dalį vielos išorėje.
Rankinių įrankių, nešiojamų ir stacionarių mašinų hidraulinė sistema labai palengvina lenkimo procesą ir pagreitina vamzdžio deformacijos procesą:
Po lenkimo spyruoklė pašalinama traukiant vielą. Dirbant su vamzdžiu, turinčiu kvadratinį skerspjūvį, spyruoklės gamybai pasirenkama viela su tokiu pačiu skerspjūviu.
Tam tikslui taip pat tinka vielos pluoštas, susidedantis iš atskirų segmentų, kurie vienu kartu pastumia į būsimo lenkimo vietą. Po operacijos segmentai taip pat pašalinami po vieną. Galite rankiniu būdu sulenkti nerūdijantį vamzdį, kurio skerspjūvis yra iki 4 cm, o sienos storis - 0,3 cm.

Norėdami dirbti su dideliu skersmeniu, jums reikia profesionalios įrangos. Yra vamzdžių lenkimo staklės, turinčios šerdį. Šis konstrukcinis elementas yra paprastas metalinis strypas.

Prieš pradedant lenkimo procesą, jis dedamas į vidų, kad būtų išvengta vamzdžio sienų deformacijos. Į komplektą įeinantys įtvarai turi skirtingą skyrių, todėl galite pasirinkti tinkamą tam tikro skersmens vamzdžių gaminiams.
Spalvotųjų metalų vamzdžių konfigūracijos keitimas
Spalvotųjų metalų savybės yra labai naudingos - didelis lankstumas. Tačiau jie nėra pakankamai stiprūs. Lenkiant, veikiant gniuždomosioms ir tempiamosioms jėgoms, vamzdis gali griūti ar plyšti. Kad taip neatsitiktų, turite griežtai laikytis technologijos.
Kaip sulenkti varinius ir žalvarinius vamzdžius?
Vario ir žalvario vamzdžių lenkimui naudojami tiek karšto, tiek šalto metodai. Rinkdamiesi pirmąjį kaip vidinį užpildą, rinkitės smėlį, antrąjį - išlydytą kanifoliją. Lenkimo technologija yra tokia pati kaip plieninių vamzdžių.
Vamzdžių produktai, pagaminti iš vario ir žalvario, prieš šaltai lenkdami, atkaitinami ir vėliau aušinami. Abiejų medžiagų temperatūros diapazonas yra tas pats - nuo 600 iki 700 ° C. Skirtumas yra aušinimo terpėje - varis dedamas į vandenį, o žalvaris aušinamas ore.
Užbaigus procesą, kanifolija pašalinama ją lydant. Norint išvengti vamzdžio plyšimo, procesas jokiu būdu neprasideda nuo vamzdžio vidurio, o tik nuo jo galų. Kaip lenkimo įtaisai naudojami tiek paprasti įrankiai, tiek sudėtingos staklės.
Rankiniai vamzdžių lygintuvai veikia dėl fizinių žmogaus pastangų, o hidrauliniai lenktuvai sumažina šias pastangas iki minimumo. Tiek vieni, tiek kiti yra su keičiamais antgaliais, kad galėtų pasirinkti norimą skersmenį.

Dirbti su variniais ir žalvariniais vamzdžiais yra daug lengviau nei su plieniniais vamzdžiais, tačiau metalo deformacija lenkimo metu vyksta pagal tuos pačius fizikos dėsnius. Ant sulenktos dalies išorinis paviršius patiria įtempimą, dėl kurio sienos tampa plonesnės.
Vamzdžio viduje vyksta atvirkštiniai procesai - siena susitraukia ir tampa storesnė. Yra pavojus, kad apskrito skerspjūvio dalis bus paversta ovale ir sumažės sąlyginis pravažiavimas, todėl negalėsite pradėti lenkti nesiimdami priemonių, kad išvengtumėte šių reiškinių.
Aliuminio vamzdžių lenkimas
Pagrindiniai aliuminio vamzdžių lenkimo būdai yra tokie patys kaip žalvario ar vario:
- stūmimas tarp ritinėlių;
- valcavimas;
- riedėjimas;
- slėgis.
Prieš priimdami sprendimą, kaip ir kaip sulenkti aliuminio vamzdžius, turite susipažinti su kiekvienu iš jų. Pirmasis metodas naudojamas plonasieniams vamzdžiams, kurių didžiausias skersmuo yra 10 cm, kai reikia pasiekti švelnų lenkimą su mažais tikslumo reikalavimais. Čia griežtai reguliuojamas mažiausias spindulys. Jo vertė yra 5-6 vamzdžių skersmenys.
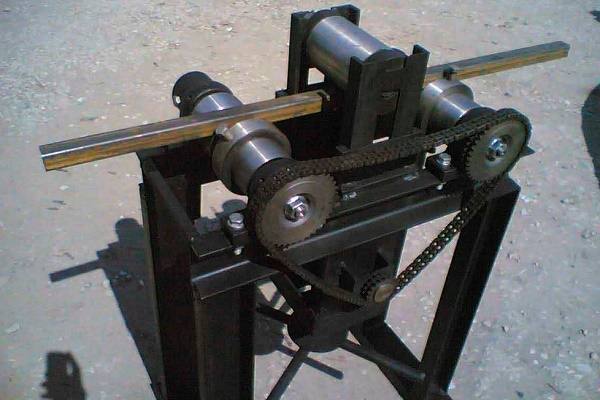
Sklypo kreivumas lemia nukreipiančiojo ritinėlio padėtį. Tokiu būdu dažniausiai gaminami dekoratyviniai interjero elementai. Antruoju būdu yra sulenkta didelio skersmens vamzdžių medžiaga, kuriai naudojami 3 ritininių vamzdžių lenkikliai. Vamzdis traukiamas tarp pavaros ritinių, kurių orientacija lemia lenkimo spindulį.

Šio metodo tikslumas yra dar mažesnis nei ankstesniojo, tačiau daliai galima pakartoti lenkimą ir pakartoti procesą, kol bus gauta norima geometrija.
Aliuminio plonasienius vamzdžius galima sulenkti rankiniu būdu, tinkamai paruošus:
Atbulinės eigos metodas nenumato vidinio užpildo buvimo, todėl jis nėra naudojamas mažiems spinduliams gauti. Pasirinkus šį metodą neveiks įvykdyti griežti reikalavimai dėl sekcijos ovalumo lenkime.
Aliuminio vamzdžio deformacijai dėl slėgio naudojami presai su ant jų pritvirtintais štampukais su norimos formos matrica. Pateikta geometrija gaunama veikiant slėgį iš išorės.
Kai kuriais atvejais slėgis gali būti vidinis, kai vamzdis dedamas į formą, o skystis tiekiamas į vidų tokiu slėgiu, kad jis galėtų prisispausti prie sienų.
Nelengva sulenkti duralumino vamzdžius, kaip ši medžiaga yra gana kieta ir elastinga. Kad procesas būtų lengvesnis, jie deginami prieš pat lenkimą esant 350–400 ° C temperatūrai, tada jie palaukia, kol vamzdžiai natūraliai atvės ore.
Didelio skersmens vamzdžių lenkimo metodai
Santykinai neseniai pasirodę metodai yra vamzdžių lenkimas, naudojant pramonines ir aukšto dažnio sroves, ir lenkimas, įtempiant. Pirmuoju atveju naudojamas didelio efektyvumo aukšto dažnio įrenginys, kuriame 95 - 300 mm skersmens vamzdis yra šildomas, sulenktas ir aušinamas.
Jį sudaro dvi dalys - mechaninė dalis lenkimo mašinos pavidalu ir elektrinė, įskaitant elektrinę dalį ir aukšto dažnio įrenginį.
Vamzdis deformuojamas tik šildomoje vietoje, esančioje induktoriaus zonoje. Geometrijos pakeitimas iš anksto nustatytu dydžiu vyksta veikiant nukreipiamajam ritiniui. Taikant šį metodą, galima gauti lenkimą, kurio kreivė yra maža.
Lenkimas antruoju metodu atliekamas lenkimo staklėse, kurių rinkinyje yra sukamasis stalas. Didelės tempimo ir lenkimo jėgos veikia vamzdį. Tai suteikia staigiai išlenktus posūkius su pastoviu sienos storiu visame perimetre.
Šis metodas naudojamas lenkti didelio skersmens vamzdžius, naudojamus aviacijoje, automobilių pramonėje, laivų statyboje, kur dujotiekiui keliami aukšti reikalavimai. Privalumas yra galimybė lankstyti vamzdžius su siena nuo 2 - 4 mm iki 180⁰.
Funkcijos yra lankstus profilių asortimentas
Profilinių vamzdžių gaminiai pasižymi estetiškesne išvaizda nei jų kolegos, turintys apvalų skerspjūvį, todėl jis dažnai sutinkamas buitinėse konstrukcijose. Kai lenkiama, suspaudimo jėgos veikia jį iš vidaus, o tempimo jėgos - iš išorės. Prieš pradėdami šią operaciją, atsargiai rinkitės lenkimo metodą.
Profilio asortimente yra vamzdžiai, kurių skerspjūvis yra kvadrato, ovalo, stačiakampio formos.
Yra keletas niuansų ir darydami neturėtumėte jų pamiršti lanksčios formos vamzdžiai namuose be specialios įrangos:
- Optimalus profiliuotų vamzdžių su plonomis sienelėmis ir iki 2 cm sekcijos sulenktos dalies ilgis yra vamzdžio aukštis, padaugintas iš 2,5.
- Storų vamzdžių lenkimo zonos ilgis nustatomas padauginus skerspjūvį iš trijų. Priešingu atveju negalima išvengti medžiagos įtrūkimo iš išorės ar jos deformacijos iš vidaus.
- Mažiausia išlinkio spindulio vertė yra lenkimo skerspjūvis, padaugintas iš 2,5.
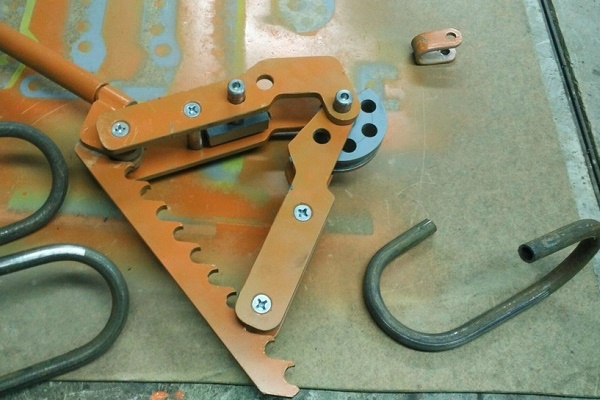
Neįvertinęs šių reikalavimų, net negali tikėtis gero rezultato. Lenkimo metodai nesiskiria nuo tų, kurie naudojami dirbant su apskrito skerspjūvio gaminiais. Be to, galite naudoti rankinio lenkimo metodą, įgyvendindami skersinius pjūvius, kurie atliekami iš trijų vamzdžio pusių.
Pjūvių ilgis ir jų skaičius nustatomi skaičiuojant. Tarkime, kad yra 40 x 90 mm vamzdis. Būtina atlikti pilną posūkį, t. sulenkite išilgai sienos 40 mm 180 ° kampu ir 150 mm spinduliu. Pirmiausia apskaičiuokite puslankio ilgį išilgai išorinio spindulio:
L = (2π r: 2 = 2x 3,14 x 190): 2 = 596,6 mm
Vidinio spindulio skaičiavimai yra vienodi:
LVL = (2 x 3,14 x 150): 2 = 471 mm.
Vidinio spindulio pjūvių ilgių suma nustatoma pagal formulę: Lout = L - Lin = 596,6 - 471 = 126 mm.
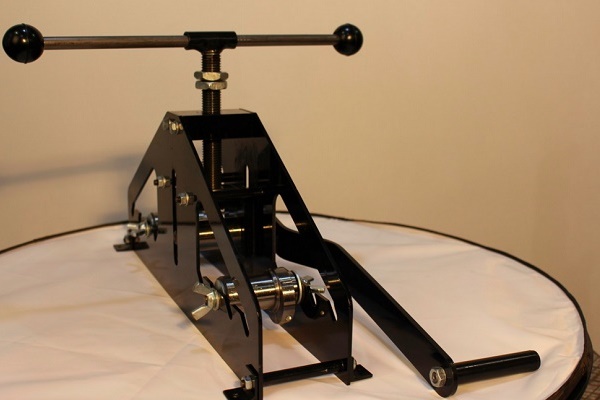
Norėdamas tai padaryti pats rankinis vamzdžių lenkiklis arba profilio vamzdžių lenkimo staklės savo rankomis pasiūlytuose straipsniuose rasite daug naudingos informacijos, schemų ir naudingų rekomendacijų.
Jei manote, kad šlifuoklis gali pjauti 5 mm pločio, tada 126 mm ilgio lenkimo plokštumoje gausite 25 plyšius, po kurių vamzdis sulenktas tol, kol susilies pjūvių kraštai. Lizdai užvirinami, o siūlės valomos.

Yra dar vienas būdas, kai profilis ir apvalūs vamzdžiai yra sulenkti, tačiau jį galima naudoti tik žiemą. Norėdami tai padaryti, įkiškite vamzdelius į vamzdžio galus, įpilkite vandens ir palaukite, kol jis sukietės. Vamzdis yra sulenktas, kontroliuodamas procesą šablonu, tada kištukai pašalinami ir skystis pašalinamas.
Išvados ir naudingas vaizdo įrašas šia tema
1 klipas. Išmokite iš šio vaizdo įrašo, kaip sulenkti vamzdį naudodami improvizuotas priemones:
2 klipas. Kaip sulenkti bet kurios sekcijos vamzdį į apskritimą:
3 klipas. Namų ūkyje būtinas naminių vamzdžių lankstiklis:
Atliekant remontą ar statant namą, dažnai kyla poreikis sulenkti vamzdį - apvalų ar profilį. Jei tūris yra mažas, galite tai padaryti patys. Masinis vamzdžių gaminių lenkimas įmanomas tik naudojant specialią įrangą.
Papasakokite apie tai, kaip išlenkėte metalinį vamzdį šiltnamiui ar kitiems tikslams. Bendrinkite tik jums žinomus technologinius niuansus su svetainės lankytojais. Prašau parašyti komentarus žemiau esančiame bloke, paskelbti nuotrauką straipsnio tema, užduoti klausimus.
 Vamzdžių pjovimas kampu: skirtingų metodų privalumai ir trūkumai + darbo pavyzdys
Vamzdžių pjovimas kampu: skirtingų metodų privalumai ir trūkumai + darbo pavyzdys  Metalinių-plastikinių vamzdžių slėgio bandymai: darbo tvarka ir niuansai
Metalinių-plastikinių vamzdžių slėgio bandymai: darbo tvarka ir niuansai  Plastikinių vamzdžių presavimo detalės: tipai, ženklinimas, paskirtis ir montavimo pavyzdys
Plastikinių vamzdžių presavimo detalės: tipai, ženklinimas, paskirtis ir montavimo pavyzdys  Kaip yra be tranšėjų vamzdžių klojimas: metodo ypatybės ir darbo pavyzdys
Kaip yra be tranšėjų vamzdžių klojimas: metodo ypatybės ir darbo pavyzdys  Polipropileno vamzdžių litavimas: darbo taisyklės ir galimų klaidų analizė
Polipropileno vamzdžių litavimas: darbo taisyklės ir galimų klaidų analizė  Vonios vamzdžių keitimas: išsamus darbo vadovas
Vonios vamzdžių keitimas: išsamus darbo vadovas  Kiek kainuoja prijungti dujas prie privataus namo: dujų tiekimo organizavimo kaina
Kiek kainuoja prijungti dujas prie privataus namo: dujų tiekimo organizavimo kaina  Geriausios skalbimo mašinos su džiovykle: modelio įvertinimas ir klientų patarimai
Geriausios skalbimo mašinos su džiovykle: modelio įvertinimas ir klientų patarimai  Kokia yra spalvinė šviesos temperatūra ir kokie yra lempų temperatūros pasirinkimo pagal jūsų poreikius niuansai
Kokia yra spalvinė šviesos temperatūra ir kokie yra lempų temperatūros pasirinkimo pagal jūsų poreikius niuansai  Geizerio pakeitimas bute: pakeitimas dokumentais + pagrindinės normos ir reikalavimai
Geizerio pakeitimas bute: pakeitimas dokumentais + pagrindinės normos ir reikalavimai {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Puikus straipsnis 🙂