כיצד לבשל תפרים אנכיים ואופקיים באמצעות ריתוך חשמלי: הוראות שלב אחר שלב

ריתוך חשמלי הוא טכנולוגיה של שילוב מבנה של מתכות על ידי חימום והתכה באמצעות קשת חשמלית. זה נפוץ במגזרי משק שונים, כולל המגזר הפרטי.
למעשה, ניתן להשתמש בשיטה זו לריתוך מתכות כלשהן יחד, תוך התחשבות בטמפרטורת הקשת החשמלית (7000-8000 מעלות). אך לפני שתפנו לטכנולוגיה זו, תצטרכו ללמוד כיצד לבשל תפר אנכי באמצעות ריתוך חשמלי, ולהתמודד עם הטכניקה של השגת תפר אופקי.
תוכן המאמר:
ריתוכים: הגדרות כלליות
הטכנולוגיה של ריתוך מתכות קשורה קשר הדוק למושג הריתוך. זה נוצר בתהליך מיצוק מתכת, המותך על ידי ריתוך קשת חשמלי.
בהתאם למקום הריתוך, התפר יכול להיות ממוקם אופקית או אנכית. בנוסף, המיקום המרחבי של התפר יכול להיות נמוך יותר, לרוחב, עליון.

הפשוטה והקלה ביותר לביצוע היא הנחת ריתוכים במטוס האופק התחתון. בתנאים כאלה ניתן לשלוט בקלות על מתכת מותכת.

האפשרויות הנותרות למיקום תפרים בחלל (לרוחב ולעליונה) מוכרות כקשות מבחינה טכנולוגית, המחייבות לימוד טכניקות ריתוך ופיתוח ניסיון רלוונטי.
איך לבשל תפר אנכי?
המורכבות של בקרת הריתוך בתנאים של יצירת תפר אנכי נובעת מהתופעה הפיזית הרגילה - כוח המשיכה. יש לכך השפעה על מסת המתכת המותכת, אשר במצב נוזלי זורמת מטה.
כאן פעולותיו של רתך מקצועי הן מניעת היקף המסה המותכת ממקום הריתוך. כדי להשיג תוצאה זו, יעזור קשת חשמלית בוערת יציבה, שנשמרת במרחק המינימלי המותר מקצה האלקטרודה לבריכת הריתוך.
טכניקה מלמטה למעלה
המפרק האנכי, ככלל, מרותך בעזרת האלקטרודה בכיוון מהנקודה התחתונה לזו העליונה. מסלול כזה מספק שליטה יציבה יותר, והקשת החשמלית מחזיקה בביטחון את האמבטיה המותכת, ומונעת התפשטות. המעבר מלמטה למעלה הוא שמצליח ליצור את התפר האנכי האיכותי ביותר.

כמובן שלפני שמתחילים לרתך תפר אנכי, יש צורך להכין את גבולות המפרק, לעבד אותו בהתאם לדרישות הטכניות. יש להתאים את מכונת הריתוך לתנאי הריתוך (להגדיר זרם, להרים את האלקטרודה).
בתחילה, נעשות כמה "תקעים" נקודתיים לאורך קו התפר - ריתוך עם תפר קצר (1-2 ס"מ). מטרת פעולות כאלה היא לבטל במהלך תהליך החימום את העקירה של החלקים המרותכים בגלל עיוות תרמי.

כאשר המפרק נרתך אנכית, זווית האחיזה של האלקטרודה ביחס למישור עליו תונח התפר נשמרת בתוך 45-90 מעלות.
הוראות הרתך קובעת את הפעולות הבאות:
- מגע האלקטרודה על המתכת מצית קשת.
- "טאק" מיוצר ב 3-4 נקודות לאורך קו הצומת מאמצעו לקצוות.
- הריתוך מתחיל בתחתית קו הצומת.
- שבץ האלקטרודה מופנה כלפי מעלה, בריכת הריתוך מוחזקת באזור העבודה.
יש להתקדם את האלקטרודה במהירות בינונית.קריטריון המהירות העיקרי הוא היווצרות הכמות האופטימלית של בריכת הריתוך המותכת.
במקביל למשיכה האנכית של האלקטרודה, מותר לבצע תנועות זיגזג רוחביות עם "סהר", "עצם אדרה" או "דפוס" אחר. אולם טכניקת השבץ הרוחבי נראית רלוונטית רק למתכות בעובי דופן של יותר מ- 4 מ"מ.
מומלץ לרתך מתכת עם תפר אנכי במעבר אחד מבלי לעצור. עבור רתכים מתחילים נראה שזה קושי. עם זאת, הניסיון צובר במהירות.
טכניקה מלמעלה למטה
לאחר שצבר ניסיון, הרתכים בקלות מניחים תפר אנכי על ידי העברת האלקטרודה מלמעלה למטה. מה הטריק של ביצוע פעולה כזו?
זה פשוט: בהצתת קשת חשמלית, האלקטרודה מותקנת יחסית למישור העבודה בזווית של 90 מעלות. ברגע שהמתכת בנקודת היווצרות הקשת מתחילה להימס, זווית האלקטרודה משתנה ל 15-20 מעלות, ומורידה מעט את המחזיק.

חיווט האלקטרודה לאורך קו הצומת של מתכות עבות-דופן מתבצע גם על ידי זיגזגים רוחביים של צורת "מסור" או "מלבני". יש רתכים המשתמשים בטכניקת חלוקת ההיתוך "דמוי גל".
בינתיים, שיטת יצירת התפר האנכי בכיוון מלמעלה למטה מלווה בקשיים גדולים עבור הרתך. עם זאת, על פי מומחים רבים, ריתוך בצורה זו נותן את התוצאה הטובה ביותר מבחינת מדדי איכות.
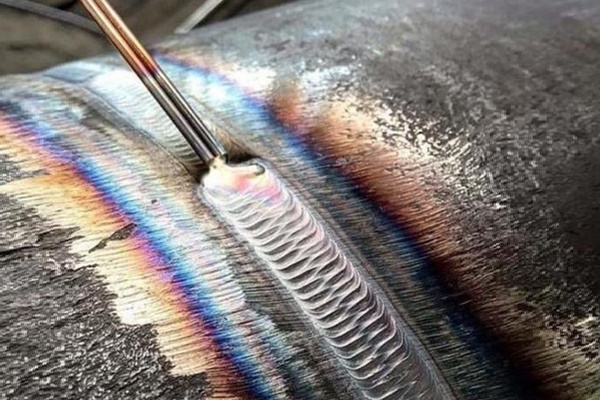
טכנולוגית ריתוך אופקית
הספציפיות של ריתוך תפר אופקי זהה כמעט לחלוטין לאלה אנכית. ניואנסים טכניים - שוב, מניפולציה בזוויות ההתקנה של האלקטרודה.
ניתן לבחור את כיוון התנועה בזמן ריתוך חלקים בצומת מנקודת השמאלית הקיצונית שלו לנקודה הימנית הקיצונית או להפך. בחירת הכיוון הספציפית נקבעת על ידי הרתך, על סמך מידת הנוחות האישית.

אך כיצד לבשל תפר אופקי באמצעות ריתוך חשמלי על מנת למנוע התכה של זרימת החוצה מהכביש בגלל הכבידה הפועלת?
כאן, הרתך צריך לבחור מיקום אלקטרודה בו הכוח הבוער של הקשת החשמלית יהיה שווה לכוח המשיכה של טיפות המתכת. יתכן שתצטרך להתאים את חוזק הנוכחי ולבחור בניסוי את המהירות האופטימלית להנעת האלקטרודה.
בדרך כלל, ריתוך של תפר אופקי מתבצע ברציפות עד השלמתו. עם זאת, אם לא ניתן לשלוט על המסה (בריכת הריתוך), תוכלו לנסות לשנות את הטכניקה - המשך תוך כדי תנועה עם הכחדה תקופתית של הקשת.
כל הדקויות הללו נצברות עם כניסת הניסיון בריתוך. לכן אל תתייאש אם שום דבר לא יצליח מהניסיונות הראשונים.

היווצרות תפר אופקי ברוחב ועומק החדירה הרצוי, ככלל, מושגת כתוצאה מהתנועה הרוחבית הקפדנית של הקצה הבוער של האלקטרודה מקצה חלק אחד מחובר לקצה השני.
לריתוך מתכות בעובי של עד 4 מ"מ משתמשים בגרסאות שונות ל"תבנית "של שבץ האלקטרודות הרוחביות. אין המלצות ספציפיות בנושא זה. העיקר הוא לקבל את רוחב התפר הנדרש ועומק החדירה.
קשת: בקרת אורך אופטימלית
הפער בין הקצה החם של האלקטרודה למישור המתכת, המספיק ליצירת פריקה חשמלית, נקרא אורך הקשת. אחד היסודות העיקריים להוראות הרתך הוא שליטה על אורך הקשת האופטימלי.
תיאורטית, במצב הריתוך, אתה יכול לקבל שלושה פערים בקשת:
- קצר (1 - 1.5 מ"מ);
- ארוך (3.5 - 6 מ"מ);
- רגיל (2-3 מ"מ).
חימום בלתי מספק של המתכת ברוחב מאפיין את המשטר בוער קשת קצרה. בשולי התפר, במקרים כאלה, יש מה שמכונה "חיתוך" - שקע קטן. נוכחות של פגם כזה מעידה על ביצועים באיכות נמוכה של הריתך.

מצב הריתוך עם קשת ארוכה, ככלל, מלווה בהכחדה תקופתית. כאן מצוין חימום קטן של המתכת בעומק. אין צורך לדבר על איכות תפר טובה.
לפיכך, האפשרות היחידה שאליה צריך להיות מוביל הרתך המתחיל היא אורך הקשת הרגיל, שאמור להיות לא יותר מ- Ld = 0.5-1.1 * De (Ld הוא אורך הקשת; De הוא קוטר האלקטרודה).
בקרת עמדת אלקטרודה
ניתן לבצע את תהליך הריתוך כאשר האלקטרודה ממוקמת זווית קדימה, זווית אחורה, זווית ישרה. באמצעות אחת משלוש השיטות הטכנולוגיות הללו, הרתך מסוגל ליצור תפרים בתנאי עבודה שונים.

אז, שיטת "זווית קדימה" משמשת באופן מסורתי לחיבור אלמנטים עם תפרים אופקיים ואנכיים בתנאי הסדר העליון של חלקים בחלל (ריתוך בתקרה). באותה טכניקה נעשה שימוש בהצלחה לריתוך מפרקי צינור קבועים או בבניית תוצרת בית תנורי צילינדר.
מחזיק את האלקטרודה בקפידה בזווית ישרה (90 מעלות), הרתך מבטיח ביצוע עבודה במקומות קשים לגישה. לבסוף, טכניקת ה"פינה לאחור "מאפשרת עבודות ריתוך באיכות גבוהה במפרקי הפינה.
התקנת האלקטרודה "זווית קדימה", עבודה בדרך כלל עם מתכות בעלות דופן דקה. במצב זה של האלקטרודה מקבלים תפר רחב של עומק רדוד. להיפך, הם מנסים ליישם את הטכניקה "זווית אחורה" על מתכות עבות-דפנות, ולהבטיח שהמתכת מחוממת לעומק מספיק.
פרמטרים נוכחיים ותנועת אלקטרודות
הערך של חוזק הזרם ומהירות התנועה של האלקטרודה הם גורמים משמעותיים המשפיעים על איכות התפר. ריתוך בזרמים גבוהים מלווה בחימום המתכת לעומק גדול, המאפשר להגדיל את מהירות התנועה של האלקטרודה. בתנאי היחס האופטימלי למהירות הזרם והאלקטרודה מתקבל תפר איכותי אפילו.
טבלת תאימות לעובי זרם, אלקטרודה, מתכת
| חוזק זרם, א | קוטר אלקטרודה, מ"מ | עובי מתכת מ"מ |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
בעת הנעת האלקטרודה במהירות מסוימת, יש לקחת בחשבון את גודל כוח הקשת. הזנת אלקטרודות מהירה במיוחד בהספק נמוך לא תוכל לספק טמפרטורת חימום מספקת.
כתוצאה מכך לא ניתן יהיה להרתיח את המתכת לעומק הרצוי. התפר פשוט "שוכב" על פני השטח, בקושי "תופס" את שולי הקצוות.

נהפוך הוא, בתנאים של התקדמות איטית יתר על המידה של האלקטרודה, תיווצר אווירה מחממת יתר, המאיימת על עיוות המתכת בקו הריתוך. אם לאלמנטים המתכתיים יש מבנה עדין, קשת חזקה תשרוף במתכת.
אתה יכול להתאמן בהצלחה בתחום של רתך מתחיל ולשפר את כישורי התפר שלך להכין תנור לבדיקהשבסיסו צינור מתכת. אנו ממליצים להכיר מידע שימושי.
הוראות לריתוך מתחיל
עבודות ריתוך מותרות רק באמצעות ציוד מתאים.
הערכה הסטנדרטית מכילה:
- ז'קט, מכנסיים, כפפות, נעליים מחומרים חזקים ועמידים חסין אש.
- כיסויי ראש המכסים לחלוטין את גב הראש.
- מסכת מגן מיוחדת לפנים ועיניים.
לצורך הריתוך יש להשתמש במנגנון הניתן לשירות, אשר החלק החשמלי שלו סגור על ידי בית אמין. על כבלי החשמל הכלולים במנגנון להיות מבודדים לחלוטין ולעמוד במאפיינים החשמליים של המכשיר.
על מקום הרתך להיות מצויד בשולחן עבודה, במקורות אור, בר הארקה, ציוד מגן מפני התחשמלות וציוד כיבוי אש.
ולפני שתתחיל בעבודה, אתה צריך ללמוד בזהירות כללי ריתוך חשמלי, לשקול וללמוד את השיטות והאפשרויות לייצור תרכובות.
מסקנות ווידאו שימושי בנושא
אנו מציעים לכם לצפות בתרגול וידאו של ריתוך: כיצד לבשל תפרים אופקיים ואנכיים:
אין צורך בכישורים של רתך מקצועי, אך שליטה בטכניקת הריתוך רצויה. בזכות כישורי הריתוך הקיימים, לאדם יש יותר הזדמנויות ליישום פרויקטים ביתיים שונים.
אם אתה רוצה ללמוד את הטכנולוגיה, אתה תמיד יכול, וניסיון מעשי יעזור להשתלט על טכניקת העבודה ברמה גבוהה.
רוצה לדבר על החוויה שלך בעצמך בריתוכים? האם אתה מכיר את הדקויות של התהליך שלא ניתן במאמר? אנא כתוב הערות בבלוק למטה.
 ריתוך חשמלי למתחילים: ניואנסים של ריתוך וניתוח טעויות בסיסיות
ריתוך חשמלי למתחילים: ניואנסים של ריתוך וניתוח טעויות בסיסיות  כמה עולה לחבר גז לבית פרטי: מחיר ארגון אספקת הדלק
כמה עולה לחבר גז לבית פרטי: מחיר ארגון אספקת הדלק  מכונות הכביסה הטובות ביותר עם מייבש: דירוג הדגם וטיפים ללקוחות
מכונות הכביסה הטובות ביותר עם מייבש: דירוג הדגם וטיפים ללקוחות  מה טמפרטורת הצבע של האור והניואנסים של בחירת הטמפרטורה של המנורות בהתאם לצרכים שלך
מה טמפרטורת הצבע של האור והניואנסים של בחירת הטמפרטורה של המנורות בהתאם לצרכים שלך  החלפת גייזר בדירה: ניירת חלופית + נורמות ודרישות בסיסיות
החלפת גייזר בדירה: ניירת חלופית + נורמות ודרישות בסיסיות 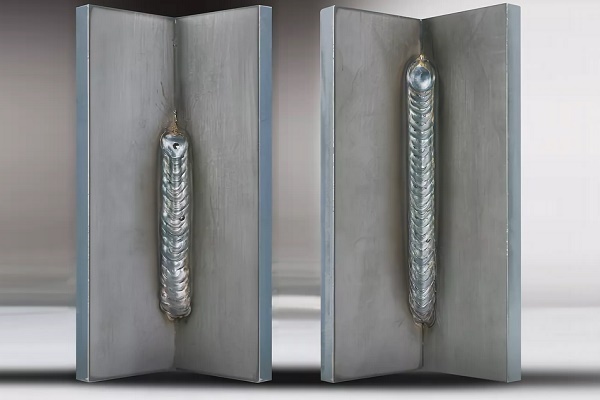{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}