Hogyan hajlítsuk meg a profilcsövet saját kezével speciális szerszámok nélkül

A profilcsövek nélkülözhetetlenek az épületszerkezetek keretének összeszerelési folyamatában. Üvegházak, különféle üvegházak, pavilonok és egyéb létesítmények épülnek segítségükkel elég gyorsan és hatékonyan. Minden azonban nem olyan egyszerű.
Egy ilyen cső hajlításához drága speciális felszerelést kell használni, amely a házvezető számára nem mindig elfogadható. Beszélünk arról, hogyan hajlítsuk meg a profilcsövet otthon.
A cikk tartalma:
Profilcső - mi ez?
A profilt különböző keresztmetszetű csőnek tekintik. Lehet téglalap, ovális, hatszögletű vagy négyzet alakú. A cső megnövekedett szilárdsága, mert az arcoi szerepelnek a merevítők szerepében.
A profiltermékek jelentős hajlítási terhelésekkel bírnak, ami jó választást kínál különféle célú épületek fémkereteinek megépítéséhez.
Az alakított csövek gyártásának alapanyaga gyakran magas vagy alacsony ötvözött acél. A gyártási módszertől függően megkülönböztethetők elektromosan hegesztett, hidegen és melegen hengerelt, varrat nélküli csövek.
A termékek falvastagságban és profilmagasságban különböznek egymástól. Az ilyen csövek felhasználhatók különféle alkatrészek gyártására keretek, lépcsők és korlátok formájában. A profilcsövet leggyakrabban boltíves szerkezetek építésében és a vasrudak pótlására használják a keretek építésében.
A profilcső hajlításának készségei hasznosak lesznek azoknak az otthoni kézműveseknek, akik önállóan felszerelni akarják a külvárosi területeket:
Lehetséges szövődmények munka közben
Egy ilyen cső tényleges hajlítása olyan eljárás, amelynek során az elemnek ívelt-sima kialakítása van. Ezt csak nyomás alatt lehet megtenni, mert az alkatrész nagy szilárdságú. A hajlításhoz szükséges nyomás csökkentése érdekében a hajlító fragment melegíthető.
A művelet nyilvánvaló egyszerűsége ellenére a hajlítás eredményeként a kívánt konfigurációs elemeket nem mindig kapják meg. Gyakran vannak problémák. A leggyakoribb szövődmények között három.
Az első az, hogy a profil belső oldalát sajátos hajtogatások képezik, amelyek hullámosodásra hasonlítanak. A helyes változatban egyenletesen csökken.

A második nehézség a profilcső külső falának törése. Hajlás közben meghosszabbodik. A fém néha nem képes ellenállni az erőnek és eltörik. A harmadik probléma az, hogy a cső, megváltoztatva annak alakját, elveszíti az elemek igazítását.
Ez azt jelenti, hogy fragmentumai hajlított állapotban különböző síkokban fekszenek. És ez elfogadhatatlan. A gyakorlat azt mutatja, hogy minden nehézség a hajlítási módszer téves kiválasztása miatt merül fel.
A helyes választáshoz figyelembe kell vennie a profilcső műanyag tulajdonságait. Ezeket a keresztmetszet mérete és alakja, valamint a termék falának vastagsága határozza meg. Ezen értékek alapján kiszámítható a lehető legkisebb görbületi sugarat. Erőteljesen elriasztja a kisebb sugarat kerekíteni.
A minimális sugár meghatározásához szükség van egy szakaszmagasságra. Ezt a következőképpen kell kiszámítani. Megmérjük a profilmagasságot, és a termék kettős falvastagságát vonjuk le.
A kapott szám lesz a kívánt magasság, h-vel jelöljük. Téglalap és négyzet keresztmetszetű csövekre a következő szabály vonatkozik. Ha a profil magassága meghaladja a 20 mm-t, az alkatrész ellenáll a szakaszban történő hajlításnak, amelynek minimális hossza hx3,5.
A 20 mm alatti profilú termékek hajlíthatók legalább egy hx2,5 hosszúságú szakaszra. Ez a szabály minden csőre vonatkozik. Az alkatrész falvastagsága azonban befolyásolja a hajlítás korlátozásait is.
Minél vékonyabb, annál nagyobb a valószínűsége annak, hogy az alkatrész eltörik vagy összetörik. A szakértők határozottan nem javasolják a 2 mm-nél kisebb falvastagságú termékek széles hajlítását. Ebben az esetben optimális egy hegesztőgép használata.

Egy másik szempont, amelyet tisztában kell lennie.Az alacsony ötvözetből és szénötvözetből készült csövek nagyon rugalmasak, és hajlításuk után valamilyen módon „rugózhatnak”, és megpróbálják megszerezni korábbi alakjukat.
Ez további munkát igényel a termékkel, mivel azt újra el kell készíteni egy előregyártott sablon alapján. Ezért javasoljuk, hogy derítse ki egy adott profilcső műanyag ellenállásának műanyag nyomatékát és hajtsa végre ezt a mutatót figyelembe véve. Minél kisebb, annál kevésbé fog „rugózni” az alkatrész.
A profil hajlításának különböző módjai
A profilcső hajlításához két fő módszer van: hideg és meleg. Az első feltételezi, hogy a hajlítási folyamat az alkatrész előzetes hőmérsékleti hatása nélkül kerül végrehajtásra.
Míg a második csak előmelegített csővel kerül végrehajtásra. Igaz, hogy egy rész melegítése jelentősen növeli annak rugalmasságát és megkönnyíti a hajlítási folyamatot.
Nincs olyan szabvány, amely szigorúan szabályozná a hideg és meleg hajlítás módszerét a profiltermékeknél. Kizárólag kör keresztmetszetű csövekhez használhatók. Ezen szabványok szerint a legalább 100 mm átmérőjű alkatrészeknél meleg hajlítást alkalmaznak. A téglalap alakú és négyzet alakú csövekre kissé eltérő szabályok vonatkoznak.
Ha egyszeri munkát végez a csőhajlításnál, akkor meg is vásárolhatja, de jobb bérelni egy kézi hajtású hidraulikus csőhajlítót:
Vízvezeték-szerelők javasolják, hogy az összes csövet, amelynek profilmagassága kisebb, mint 10 mm, csak hidegen hajlítsa meg. A 40 mm vagy ennél magasabb profilmagasságú termékek forró módszerrel hajlításra kerülnek.
10–40 mm profilmagasságú alkatrészek hajlítása az előadó dönt. Annak elkerülése érdekében, hogy nem hibázik, próbahajlítást végezhet. Általában, ha rendelkezésre áll csőhajlító, annak segítségével melegítés nélkül hajlíthatja meg a csövet.
Ha nincs külön szerszám, akkor érdemes a profilcső próbahajlítását elvégezni. Ehhez az alkatrész egyik széle szorosan be van szorítva egy csavarba. A hajlított terméknél nagyobb átmérőjű csövet helyeznek a másik végére.
A kapott vállot erősen meg kell húzni, meghajlítva a terméket. Ha az alkatrész meghajlik, akkor a hideghajlítási módszer alkalmazható. Ha nem, hajlítsuk előmelegítéssel.
A forró hajlítás finomságai
A profilcső egy részének hajlítása hevítés után következik be. Javasoljuk, hogy a műveletet egy megközelítésben hajtsa végre, mivel a fém ismételt hevítése nem kívánatos. Halvány cseresznye színre hűtött termék felborulhat.
Ezért ez a módszer ideális szögletes hajlításhoz. A profil lekerekített boltív hajlításához óvatosan kell eljárni, mivel ebben az esetben az ismételt hevítés elkerülhetetlen.

A profilcső forró módon történő megfelelő hajlításához tölteléket kell használni. Ez megakadályozza az alkatrész esetleges összetörését. Töltőanyagként általában homokot vesznek.
A legjobb megoldás a közepes szemű építőhomok. Ha nem, akkor megfelelő egy gyermek homokozóból készült anyag. Először meg kell tisztítani a felesleges szennyeződésektől.
Ehhez a homokot 2–2,5 mm méretű cellákkal rendelkező szitán szitáljuk. Így megszabadulhat a nagy kavicsoktól és törmelékektől. Ha a hajlítási folyamat során egy ilyen beépítés közvetlenül a cső falán található, akkor egy teljesen megkönnyebbülést jelent.
Túl kicsi homokszemcsékre szintén nincs szükség. A hevítés során képesek szinterezni, ami nem kívánatos. Ezért a homokot újra meg kell szitálni, most egy finom szitán keresztül. A szembőségnek kb. 0,7 mm-nek kell lennie. Kalcinált szitált homok.
A töltőanyag kész. Most megteheti a részleteket. Először meg kell hegeszteni a csövet azon a helyen, ahol a hajlítást végrehajtják. Ezután elkezdheti a dugók gyártását.
Két azonos méretű alkatrészre lesz szüksége, amelyek lefedik a profilcső mindkét végét, hogy a benne lévő homok ne ömljön ki. A csonkokat csak fából készítik, más anyag nem használható.
Határozza meg az alkatrészek méretét és alakját. Ezeknek piramisoknak kell lenniük, mindegyik tízszer hosszabb, mint az alap szélessége. Maga az alap mérete szinte kétszeresére növeli a furat méretét, amelyet ez a dugó bezár. Az elkészített termékeket meg kell próbálni a csővezetéken.

Ha minden normális, hosszanti hornyot hajtunk végre az egyik dugó mindkét oldalán. Ezen hornyokon keresztül a melegítés során felhalmozódott gáz kilép a munkadarabból. Megkezdheti a cső feltöltését.
Ehhez vegyen le egy dugót horony nélkül és telepítse a helyére. Az alkatrész ellentétes végére egy közönséges tölcsért helyezünk be. Ha a cső hosszú, akkor a szöget zárja be a talajjal, ha rövid, akkor merőleges.
A homokot kis adagokban öntjük a tölcsérbe. Minden adagolás után vegyen be egy gumi vagy fa kalapácsot, és alaposan csapja le az alkatrészt alulról, segítve a homokot, hogy a lehető legszorgalmasabban és kompaktsabban eloszlasszon. Miután tompa hang hallható, amikor a cső teljes hosszát megérinti, hagyja abba a munkát. Ez azt jelenti, hogy az alkatrész teljesen tele van homokkal.
A homokkal töltött nyersdarabot a második kupak zárja le. Most krétával kell felhívni a melegítésnek kitett hely határait. Hosszának meg kell egyeznie a munkadarab legalább hat átmérőjével.
Az alkatrész szorosan rögzítve van egy bilincsbe vagy egy csavarba. Ha a cső hegesztett, akkor azt úgy kell rögzíteni, hogy a varrás a kanyaron kívül legyen. Ha belsejében van, az alkatrész eltörhet.
Most fel kell melegítenie a cső egy részét vörös-cseresznye színűre. Ezt meg lehet tenni fúvóka vagy gáz segítségével forrasztópisztoly. Fontos pont. Az egész területet egyenletesen fel kell melegíteni.
Az egyes töredékek túlmelegedését nem szabad megengedni. Ha ez mégis megtörtént, ezeket a területeket lehűteni kell. A kellően hevített cső indikátora egy skála, amely lepattan a belőle.

Miután a munkadarabot hevítették, egy nagyobb szakaszból álló cső darabját a végére helyezik. Annak érdekében, hogy az alkatrész széle ne érje el kissé a jövőbeli hajlítást. Ezután a csövet óvatosan hajlítják a kívánt alakhoz.
Ezt egy lépésben kell megtennie egy simán progresszív mozgással függőleges vagy vízszintes síkban. A kapott hajlítást ellenőrzik a sablonnal szemben.
A hajlított csőnek lehűlnie kell, majd újra összehasonlítania kell a sablonnal, és ellenőriznie kell, hogy az alak megfelelő-e. Ha igen, a dugókat kiüti. Gyakran nehéz ezt megtenni, akkor csak kiégetheti a fa dugókat és kiönthet homokot.
Annak érdekében, hogy a kanyar tiszta legyen, ráncok és könnyek nélkül, a lehető legszorosabban kell töltenie a homokot a csőbe, és egyenletesen melegítse az alkatrészt.
A hideg hajlítás jellemzői
Többféle módon hajlíthatja meg a profilt fűtés nélkül. A legegyszerűbb erre egy speciális szerszámmal, nevezetesen egy hengerformázó géppel. Meg lehet vásárolni, vagy elkészítheti saját kezűleg, ami elég nehéz.
Az eszköz megvásárlása azonban nem kifizetődő, ha csak néhány részletet meg kell hajlítania. Ezért sokan érdekli, hogyan történik a profilcső kézi hajlítása, és ez egyáltalán lehetséges-e.

Egy ilyen művelet teljesen lehetséges. Ennek megvalósításához a legegyszerűbb eszközökre van szükség tüske vagy hajlítólemez formájában. Könnyen összeállíthatók improvizált anyagokból. Hajlás előtt meg kell határoznia a cső töltőanyagát.
Ha profiljának magassága kevesebb, mint 10 mm, akkor nem kell kitöltenie az alkatrészt; nagyobb magasságú termékeknél a töltőanyag szükséges. Ez lehet a fent leírt módon elkészített homok vagy rugó.
Ez utóbbi esetben egy acélból készült alkatrészt kell kiválasztani, szorosan tekercselve. Átmérőjének olyannak kell lennie, hogy szorosan illeszkedjen a profilcső üregébe. Csak így lehet hatékonyan megakadályozni a cső keresztmetszetének túlságosan éles változását a kanyarban.
Annak érdekében, hogy a rugózás a munka végén problémamentesen eltávolítható legyen, a huzaldarabot biztonságosan rögzíteni kell a széléhez a telepítés előtt.
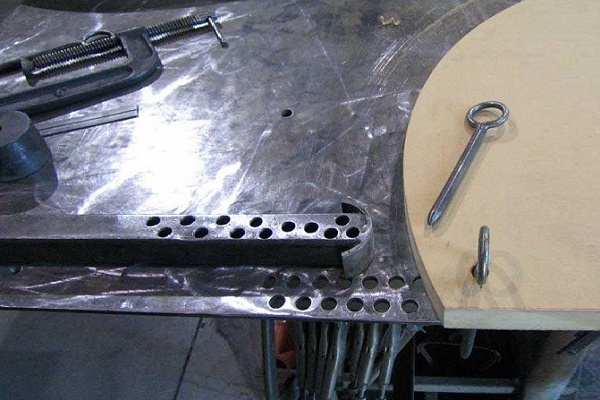
Most meg kell határoznia a típust hajlító szerszámok. Ezt megteheti a termékprofil magasságának megismerésével. Vékony csövek esetén, amelyek profilmagassága kisebb, mint 10 mm, egy hajlítólemezt használnak, amely ütköző csapokkal működik. Az alkatrészek hajlítási sugara szerint vannak elrendezve. A csövet az ütközők között fektetik, hogy megkapja a szükséges formát.
Az alkatrészt középen kezdik elrakni, könnyebb elvégezni a műveletet. Ezután fokozatosan a termék széle felé mozognak. Ennek a hajlítási módszernek a hátránya, hogy jelentős erőfeszítésekre van szükség.
Ezenkívül meglehetősen nehéz pontosan meghajolni a minta szerint, nagyon valószínű, hogy lesz eltérések az adott alaktól.

A 10-nél nagyobb, de 25 mm-nél kisebb profilmagasságú csöveket görgővel ellátott speciális berendezésekkel hajlítják meg. Az úgynevezett Volnov-gép elvén működik.
Ez a következőképpen történik. Az alkatrész egy szorosan rögzítve van. Jelentős erő hat rá rá a hengeren, amely meghajolja az elemet. Ez a módszer lehetővé teszi a hajlítás pontosabb és hatékonyabb végrehajtását.
De ebben az esetben nagyon jelentős fizikai erőfeszítéseket kell tennie a kívánt eredmény elérése érdekében. Ha nagy hajlítási sugárral rendelkező alkatrészt szeretne beszerezni, például egy keret szerkezetére szolgáló ívet, sík-párhuzamos lemezeket vagy tüskét használ.
Az eszköz egy rögzített, lekerekített alakú sablon, amelyre szorítókat használnak az alkatrész rögzítéséhez.
A profilcsövet könnyedén behelyezik egy horonyba, amelynek mérete pontosan megegyezik a termék profiljával. A rögzítőbilincsek az alkatrészek alkatrészeit a helyükön tartják, amíg az egész elem a helyére nem kerül. Így a cső megkapja a kívánt formát.
Ha rendelkezik az elektromos hegesztés alapkészségeivel, akkor a saját kezével egyszerűen elkészítheti a profilcső hengerlésére szolgáló gépet:
Azt is javasoljuk, hogy olvassa el a cikket, amelyben arról beszéltünk, hogy hogyan kell hajlítani a csöveket különböző fémekből - olvassa tovább további.
A legegyszerűbb hideghajlító szerszámok
Fontolja meg, hogyan lehet két nagyon egyszerű szerelvényt saját maga elkészíteni, amely elősegíti a profilcső hajlítását.
Profil manga
Az adaptáció alapja egy munkapad. Fontos, hogy nemcsak a munkaterület, hanem a körüli tér is szabad legyen. A tüske rögzítéséhez több, egymástól jól elhelyezett lyukat kell készíteni a munkalap egyik szélén.
Maga a tüske vagy sablon furnérlemezből készül. Ez a lehetőség azonban csak akkor elfogadható, ha több rész várhatóan befejeződik.

Ha nagyszámú csövet kell hajlítania a sablon szerint, akkor a tüske a legjobb acél sarokból. Egyes esetekben a profilterméket különböző szögekben kell hajlítani.
Ilyen munkához egyszerre több sablonra lesz szüksége, amelyeket előre el kell készíteni. A munka megkezdése előtt a tüskét szorosan rögzítik az aljhoz bilincsekkel.
A hajlandó cső megbízhatóan van rögzítve a széléhez. Ezután meghajlik. A művelet simán, éles rándulások nélkül történik. A csőre kifejtett erőnek fokozatosan növekednie kell. Hajlás közben az alkatrész tüske alakú. Ez jelentős erőfeszítéseket igényel.
Fejlett hajlítólemez
Ez egy kényelmes multifunkcionális készülék, amely kiváló minőségű hajlítást tesz lehetővé. A készülék egy szilárd fém alaplemez, amely egy talapzatra van felszerelve. Ez utóbbi rögzítőcsavarok segítségével rögzíthető a műhely padlóján.
Egyszerű és kedvező árú hajlítólemez egy tüskével saját kezével elkészíthető:
Alternatív megoldásként vegye fontolóra egy hasonló, a munkapadra szerelt szerelvényt. Munka után a hajlítólemezt könnyű szétszerelni és eltávolítani, vagy állványként felhasználhatja más lakatos munkákhoz.
Egy ilyen eszköz elkészítéséhez vastag fémlemezre van szüksége. Teleszkópos állványra hegesztették. Az ütközők hajlításához két lyukat készítenek az alaplapon.
Lezáró csavarokat tettek. Különböző sugárú fúvókákat helyeznek fel és rögzítenek rájuk, így a csöveket szükség szerint meghajlíthatja. A vastag acéllemezből nyomólemez kerül kivágásra.

Használata kötelező, hogy ne zavarja a hajlított rész igazítását, mivel a profilcső hajlítása csőhajlító nélkül véletlenül deformálódhat két különböző irányba. A lemezt a fékezőcsavarok fölé rögzítik az ütközőcsavarokon.
Maga a hajlítási folyamat a következő. A csőszakasz rögzítve van a lámpatestben, amelyet az ellenkező él erővel meghúz. Az alkatrész meghajlik. Ha ez nem történik meg elégtelen erőfeszítés miatt, megpróbálhatja növelni a vállát egy rész áthelyezésével egy nagyobb átmérőjű csővel.
Következtetések és hasznos videó a témáról
Hajlítjuk a csövet egy tüskével acél sarkokból:
Hogyan készítsünk gyors és egyszerű házi csőhajlítót:
A profilcső hajlításának legegyszerűbb módja:
A profilozott csövek kézi hajlításának számos módja van. És mindegyiküknek van közös hátránya: sok erőfeszítésre van szükség, hogy meghajolja őket. Lehet, hogy egy fizikailag felkészületlen mester nem lesz képes megbirkózni ilyen munkával. Az alkatrészek hajlítása speciális eszközökkel sokkal egyszerűbb, pontosabb és nem igényel különleges fizikai erőfeszítést.
A probléma az, hogy az ilyen berendezések költsége meglehetősen magas. Ezért mindenképpen veszteséges az, ha egy készüléket csak egyszeri munka elvégzésére vásárolnak. A legjobb megoldás az, ha speciális berendezéseket bérelnek, amelyek kis díj ellenében lehetővé teszik a pontosan a minta szerint hajlított profiltermékek fogadását.
Ha rendelkezik a szükséges készségekkel, kérjük, ossza meg tapasztalatait olvasóinkkal. A visszajelzési űrlap a cikk alatt található. Itt kérdést tehet fel a cikk témájával kapcsolatban, és megpróbálunk rá azonnal válaszolni.
 HDPE csövek DIY beszerelése: hegesztési utasítások + ilyen csövek hajlítása vagy kiegyenesítése
HDPE csövek DIY beszerelése: hegesztési utasítások + ilyen csövek hajlítása vagy kiegyenesítése  Profilcső hajlítógépe: hogyan lehet saját kezűleg csőhajlítógépet készíteni
Profilcső hajlítógépe: hogyan lehet saját kezűleg csőhajlítógépet készíteni  Hogyan készítsünk egy széket polipropilén csövekből saját kezűleg: lépésről lépésre a gyártáshoz
Hogyan készítsünk egy széket polipropilén csövekből saját kezűleg: lépésről lépésre a gyártáshoz  DIY kézműves propiléncsövekből: csináld magad házi készítésű lehetőségek
DIY kézműves propiléncsövekből: csináld magad házi készítésű lehetőségek  Műanyag csövek csináld magadnak: szerelési technológia és kábelezési példák
Műanyag csövek csináld magadnak: szerelési technológia és kábelezési példák  Polipropilén csövek DIY telepítése: PP csövekkel való munka technológiája
Polipropilén csövek DIY telepítése: PP csövekkel való munka technológiája  Mennyibe kerül a földgáz magánházhoz történő csatlakoztatása: a gázellátás megszervezésének ára
Mennyibe kerül a földgáz magánházhoz történő csatlakoztatása: a gázellátás megszervezésének ára  A legjobb szárítógéppel ellátott mosógépek: modellminősítés és vásárlói tippek
A legjobb szárítógéppel ellátott mosógépek: modellminősítés és vásárlói tippek  Mi a fény színhőmérséklete és milyen árnyalatok vannak a lámpák hőmérsékletének az igényeinek megfelelő megválasztásában?
Mi a fény színhőmérséklete és milyen árnyalatok vannak a lámpák hőmérsékletének az igényeinek megfelelő megválasztásában?  Gejzír csere egy apartmanban: csere papírmunka + alapvető normák és követelmények
Gejzír csere egy apartmanban: csere papírmunka + alapvető normák és követelmények {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Megpróbáltam két profilcsövet fűtéssel azonos módon hajlítani:
1) Másnak bizonyultak!
2) A belső oldal redőkbe ment (de szerencsés volt, hogy a külső széle jól és simán feszült).
3) Többet nem fogom venni.
Furcsa, hogy a kereskedelemben senki sem tudta megmondani, merre kell fordulni ehhez a munkához. Maguknak, toleránsan kijavította a hibáit. Nem tökéletes, de sikerült.