Polyeteeniputkien hitsauskone: mitä on parempi ostaa ja kuinka sitä käytetään oikein

Polyeteeniputket ovat kevyitä, helppo asentaa ja suhteellisen edullisia. Tämän tyyppisen viestinnän asentamiseen tarvitaan polyeteeniputkien hitsauskone. Laitteiden oikea käyttö ja työteknologian noudattaminen mahdollistavat luotettavan, melkein monoliittisen yhteyden, joka kestää useita vuosia.
Puhumme siitä, kuinka laite valitaan oikein kestävien ja tiukkojen nivelten muodostamiseksi. Artikkelissamme kuvataan yksityiskohtaisesti polyeteeniputkiston hitsausosien ominaisuuksia. Ne, jotka haluavat työskennellä yksin, löytävät hyödyllisiä suosituksia.
Polyeteenistä valmistettujen hitsausrakenteiden ominaisuudet
Yksi polyeteeniputkien hyödyllisistä ominaisuuksista on suunnittelun joustavuus. Hitsaamalla voit tallentaa tämän ominaisuuden valtatien yksittäisten segmenttien risteyksessä, mikä varmistaa yhdenmukaiset ominaisuudet koko pituudeltaan.
Tällaiset putket kypsennetään sekä kaivoon että kaivoton maalausjos pääteräksenä käytetään teräs- tai lasikuituputkea.
Polyeteenirakenteiden yhdistämiseen käytetään useimmiten kahta hitsaustapaa: pusku ja sähköfuusio (se on myös termistori). Ennen kuin valitset oikeat varusteet, sinun tulee perehtyä hitsaustekniikkahuomioitava yhteyksiä muodostettaessa.
Polyeteenistä valmistettujen putkien kanssa työskennellessä rakenteiden päät ensin kuumennetaan sulamislämpötilaan, sitten ne yhdistetään ja puristetaan paineen alaisena. Se kuulostaa yksinkertaiselta, mutta käytännössä laadukkaan hitsauksen saamiseksi tarvitaan hyvät ammattitaidot.

On tarpeen määrittää oikein kunkin vaiheen aika ja työpaine, joka kohdistuu työpintaan sen kuumentamisen ja liittämisen aikana. Työt suositellaan suoritettaviksi ympäristön lämpötilassa välillä -15 ... + 45 astetta. Tämä menetelmä ei sovellu rakenteisiin, joiden seinämän paksuus on alle 4,5 mm.

Butt-hitsauksen voi suorittaa kaksi asiantuntijaa, mutta raskaita laitteita ei tarvita. Työn aika ja energiakustannukset niiden toteuttamiseksi ovat tässä tapauksessa hyvin kohtuulliset.
Yksityiskohtaisemmin, Butt-hitsauksen toimintakaavio on seuraava:
- Liitäntäpisteiden viestien päät tulisi leikata puhdistaakseen epäpuhtauksista ja poistamaan kuopat.
- Sen jälkeen putkien päät lämmitetään hitsauskoneella ensisijaisen poran muodostamiseksi.
- Kuumentamista jatketaan jonkin aikaa polyeteenin sulamispisteen saavuttamiseksi.
- Nyt hitsauslaite poistetaan, ja putkien kuumat päät on kytketty kunnolla, muodostaen viimeistelyhionnan.
- Jää vielä odottaa rakenteen jäähtymistä ja tarkistaa hitsin laatu.
Leikkaa päät erityisellä työkalulla - sähkötrimmerillä. Tämän laitteen avulla voit leikata tarkasti kohtisuorassa rakenteen akseliin nähden.
Rajaus tehdään mikrokerroksilla, kunnes leikkauspisteeseen saadaan jatkuva polyeteeniteippi. Lämpötilan ja lämmittimen altistumisen aika putkien päille määritetään ottaen huomioon materiaaliluokka.

On erittäin tärkeää, että näiden indikaattorien suhde samoin kuin paine työpintaan ylläpidetään parhaalla mahdollisella tarkkuudella. Tämä on tärkeä hetki laadulle hitsille.
Lämmitysvaiheen lopussa on välttämätöntä viedä laitteen lämmitin erittäin nopeasti ja samalla huolellisesti sivulle, jotta ei vahingoiteta työpintojen eheyttä ja vältetään tahaton saastuminen.
Kytkettäessä päät lämmitetään tarvittavaan tasoon HDPE-putket on välttämätöntä aikaansaada sama paine kuin pintoja kuumennettaessa. Hitsauksen jäähdytys on myös tehtävä erittäin huolellisesti. Yhdistettyjä putkia ei saa poistaa, ennen kuin lämmitetty polyeteeni asettuu.

Jos kaikki toiminnot suoritetaan oikein, elementtien risteykseen muodostetaan siisti, symmetrinen kaulus. Jos sauma näyttää epätasaiselta tai sotkuiselta, se tarkoittaa, että hitsauksen aikana on tehty vakavia puutteita. Tällaisen yhdisteen vahvuus on erittäin epävarma.

Jos on tarpeen yhdistää putket ohuilla seinämillä (alle 4 mm), suositellaan etusijalle sähköhitsaushitsausta, jota kutsutaan myös termistorihitsaukseksi. Tämän vaihtoehdon avulla voit myös luoda korkealaatuisen yhteyden, kun taas työn suorittaminen on jopa helpompaa kuin Butt-menetelmän käyttäminen.
Tämän tyyppisen hitsauksen suorittamiseksi tulisi suorittaa seuraavat vaiheet:
- Jotta putkien päät ja putken osa, joka tulee kytkimen alle, puhdistetaan likaantumiselta hyvällä marginaalilla.
- Rasvan poistaminen työpinnoista.
- Poista oksidikerros.
- Asenna kytkin työpinnoille.
- Keskitä muotoilu.
- Suorita liitoksen kuumennus ja hitsaus.
- Odota, kunnes hitsauspiste on täysin jäähtynyt.
Kaikki valmistelutyöt on suoritettava erittäin huolellisesti, koska pienimpienkin epäpuhtauksien esiintyminen voi heikentää yhteyden laatua merkittävästi. Jos vieraita aineita putoaa vahingossa pinnalle oksidikerroksen poistamisen jälkeen, puhdistus on toistettava.
Jäähdytysprosessilla on samat vaatimukset kuin Butt-menetelmällä. Putken aseman muutokset tänä aikana voivat olla hitsaukselle kohtalokkaita. Sähköhitsaushitsaus tehdään liitososilla, joiden valmistuksessa metallin lämmityspiraalit asetetaan.
Prosessin aloittamiseksi asenna liitos risteykseen ja kiinnitä se hitsauskoneeseen, joka suorittaa lämmityksen.Hitsausprosessin aikana kiinnitysmateriaali laajenee tarjoamalla tarvittava paine ja riittävä tiivistys. Työn päätyttyä virta katkaistaan, ja liitin pysyy risteyksessä.
Toinen mielenkiintoinen polyeteeniputkien hitsausmenetelmä - pistorasia. Tämä on vähiten suosittu vaihtoehto, jota voidaan, toisin kuin yllä kuvatuista tekniikoista, käyttää vain sisäisen viestinnän asettamiseen. Se on myös melko yksinkertainen menetelmä, teknisesti hyvin samanlainen kuin putkien juottaminen polypropeenista.

Pistorasiahitsausta voidaan suositella tiloissa, joissa putkilinjan asettelu on monimutkaista, täynnä rinteitä ja käännöksiä. Tämän tyyppisten toimintojen suorittamiseen käytetään melkein samaa juotinta kuin polypropeenirakenteisiin, ja laiteasetukset eivät ole paljon erilaisia.
Kuinka keittää polyeteeniä?
Polyeteenistä valmistettujen hitsausrakenteiden ominaisuuksia koskevien tietojen perusteella voit määrittää tärkeimmät kohdat, jotka tulisi ottaa huomioon valittaessa sopivia laitteita:
- putken ominaisuudet: polyeteenilaatu, halkaisija, seinämän paksuus jne .;
- putkilinjan kokoonpanon ominaisuudet;
- putkien asettamispaikka (sisällä tai ulkona);
- hyväksyttävä prosessiautomaatio;
- sopiva hitsaustekniikka jne.
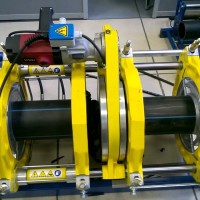
Butt-putkien hitsaamiseen on käytettävä erikoislaitteita.
Mestareiden käytettävissä on laitteita, joiden avulla voit suorittaa hitsausta manuaalisessa, automaattisessa ja puoliautomaattisessa tilassa. Helpoin tapa hallita kannettavan laitteen työtä, mutta se on tarkoitettu vain pienhalkaisijaisille putkille.

Parametrit on määritettävä taulukoista. Kädessä pidettävien laitteiden hitsauksen tarkkuus ei aina ole riittävän korkeaa, jotta se pystyy toimimaan onnistuneesti tämän tyyppisillä yksiköillä, tarvitaan jonkin verran kokemusta. Puoliautomaattiset laitteet ovat paljon helpompia, ne on varustettu hydraulilla: asemalla ja keskittimellä, mikä yksinkertaistaa huomattavasti käsittelyä.

Näitä laitteita käytetään suurempien putkien yhdistämiseen kuin käsikäyttöisten laitteiden kanssa työskennellessä. Vaikka laitteen elementtien liikkuminen automatisoidaan hydraulisten laitteiden avulla, hitsausparametrit on silti asetettava taulukoiden mukaan.

Tässä prosessia hallitsee täysin prosessori. Ohjatun toiminnon on annettava vain tarvittavat parametrit, esimerkiksi materiaali, josta putki on valmistettu, rakenteen halkaisija, SDR jne.
Taulukoita käytettäessä hitsaajat toimivat esimerkiksi:
- putken seinämän paksuus;
- lämmittimen käyttölämpötila;
- rakenteen halkaisija;
- lämmityksen loppuaika;
- urin koko;
- hitsauksen ja esilämmityksen paine;
- lämmitys- ja säätöaika;
- aika luoda paineita rakenteen laskeutumisvaiheessa;
- jäähdytysaika.
Lämmittimen lämpötila riippuu pääasiassa sen materiaalin ominaisuuksista, josta putket on valmistettu. Tämän parametrin määrittämiseksi ei käytetä taulukoiden lisäksi myös kuvaajia.
Laadukkaat, sveitsiläisen Georg Fischerin terähitsauslaitteet. Valikoima on hyvin monipuolinen, jolle on ominaista eurooppalainen laatu ja kohtuudella korkea hinta. Suhteellisen edullisia ovat KL Line- ja Weld Line -viivainmallit.
Niiden avulla voit valmistaa malleja, joiden halkaisija on 630 mm tai vähemmän, ja niille on ominaista yksinkertaistettu malli, joka tarjoaa yksikön luotettavuuden. Soveltuu vesiputkien ja viemärien asennukseen, sis. ja paine.
Saman valmistajan GF Line -hitsauslaitteilla on monimutkaisempi laite ja ne ovat kalliimpia. Nämä ovat SUVI-tekniikkaa käyttäviä automaattisia laitteita. Sellaisia yksiköitä käytetään usein kaasuputkien asettamisessa. Ne soveltuvat työskentelemään putkien kanssa, joiden halkaisija on 160-1200 mm.
Sähköfuusiohitsauksessa voidaan käyttää myös laitteita, jotka automatisoivat prosessin vaihtelevassa määrin. Hitsauksen laatu ei riipu laitteen tyypistä, vaan myös sen suorituskyvyn laadusta ja käyttöolosuhteista.
Ammattimaiset putkikerrokset mieluummin käyttävät yksiköitä työhön. Ne on varustettu skannerilla, joka skannaa putken valmistajan toimittaman viivakoodin.

Se salaa täydellisen tietolohkon tämän materiaalin ominaisuuksista. Skannauksen jälkeen kaikki tarvittavat asetukset asetetaan. Jos putket ovat puhtaita ja valmistettuja, voit aloittaa juottamisen heti. Hyvät elektrofuusiohitsauslaitteet eivät vain ohjaa hitsaustyön kaikkia vaiheita, vaan antavat myös varoituksen virheestä.
Laitetyyppiä valittaessa on otettava huomioon seuraava hitsauslaitteiden ominaisuus. Termistorilaitteet soveltuvat työskentelemään melkein minkä tahansa halkaisijan omaavien putkien kanssa, koska lämmitys tapahtuu sopivan kokoisen kytkennän kautta. Butt-hitsauslaitteet on kuitenkin otettava tietylle rakenteen halkaisijalle.

Hitsauksen termistorisilla laitteilla on lisäksi erittäin kohtuullinen hinta verrattuna anaalihitsauksen analogeihin. Mutta on muistettava, että kun niitä käytetään, sähkökytkimet joutuvat maksamaan erikseen. Pienen halkaisijan omaaville putkille kytkimet eivät ole niin kalliita, mutta suurten rakenteiden kanssa työskennellessä hintaero voi tulla huomattava.
Tosiasia, että polyeteeniputket, joiden halkaisija on pieni (110 mm ja vähemmän), toimitetaan lahteissa. Tällä tavoin voidaan saada saumaton ja joustava, jopa 200 metrin pituinen viestintä.
Tällaisen mallin asentamiseen vaaditaan vähimmäismäärä liittimiä. Mutta kun kyse on putkista, joiden halkaisija on yli 110 mm, ostajalle ei toimiteta aukkoja, vaan kappaleita, joiden pituus on enintään 12 mm.

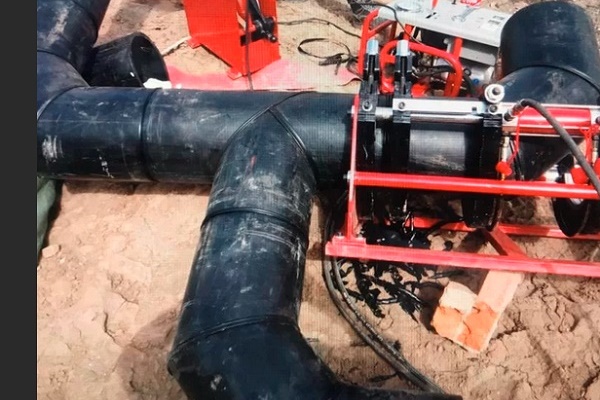
On selvää, että tällaisen putkilinjan asentamiseen tarvitaan huomattava määrä sähkökytkentöjä monien 12-metristen osien yhdistämiseksi. Sähköfuusiohitsauslaitteet ovat kooltaan kompakteja.
Jos työ on tehtävä ahtaissa olosuhteissa, tästä vaihtoehdosta voi tulla ainoa mahdollinen. Sähköfuusiohitsausta käyttävien rakenteiden vähimmäishalkaisija voi myös olla melkein mikä tahansa, alkaen 20 mm: stä.
Huomiota tulisi kiinnittää myös mahdollisuuteen korjata putkilinja, jos tällainen tarve ilmenee. Jopa sen kirjan geologiset piirteet, jossa kirjanmerkki tehdään, ovat merkityksellisiä viemäriputki tai vesijohdot. Esimerkiksi seismisesti vaarallisilla alueilla butt-hitsausta ei voida hyväksyä, termistorimenetelmä on pakollinen käyttöön.
Hitsauslaitteita valittaessa on kiinnitettävä erityistä huomiota sellaisiin asioihin kuin takuuvelvoitteiden saatavuus, pääsy huoltopalveluun, mahdollisuus laitteen säännölliseen varmentamiseen jne. Luotettavalla myyjällä on oltava luvat laitteisiin, joita yleensä valmistetaan ulkomailla.
Päätelmät ja hyödyllinen video aiheesta
Vertailu ja hyödyllisiä vinkkejä hitsauslaitteiden valitsemiseksi:
Tämä video osoittaa vaiheittaisen prosessin, jolla kootaan hitsaaja pp-putkille omin käsin:
Soveltuvan hitsauslaitteen valinta polyeteenistä valmistetuille putkille ei ole niin vaikeaa. On parempi antaa etusija tunnettujen valmistajien tuotteille hyväksyttävässä hintaluokassa. Hitsaustekniikan tarkalla noudattamisella voidaan saada luotettava yhteys.
Kerro meille kuinka valitsit hitsauskoneen polymeeriputkiston kokoamiseksi kotona tai maassa. Jaa argumentit, jotka määrittivät valintasi. Jätä kommentit alla olevaan lohkoon, lähetä valokuva artikkelin aiheeseen, kysy kysymyksiä.
 Kuinka polyeteeniputkien buttihitsaus suoritetaan: työn kuvaus
Kuinka polyeteeniputkien buttihitsaus suoritetaan: työn kuvaus  Polypropeeniputkien juotoslämpötila: itsehitsauksen päävaiheet + arvotaulukko
Polypropeeniputkien juotoslämpötila: itsehitsauksen päävaiheet + arvotaulukko  Kaasupoltin kupariputkien juottamiseen: pääpolttimet ja vinkit potentiaalisille ostajille
Kaasupoltin kupariputkien juottamiseen: pääpolttimet ja vinkit potentiaalisille ostajille  Sähköhitsaus aloittelijoille: hitsauksen vivahteet ja perusvirheiden analysointi
Sähköhitsaus aloittelijoille: hitsauksen vivahteet ja perusvirheiden analysointi  Kuinka valmistaa pysty- ja vaakasaumoja sähköhitsauksella: vaiheittaiset ohjeet
Kuinka valmistaa pysty- ja vaakasaumoja sähköhitsauksella: vaiheittaiset ohjeet  Kuinka paljon kaasun kytkeminen omakotitaloon maksaa: kaasuntoimituksen järjestämisen hinta
Kuinka paljon kaasun kytkeminen omakotitaloon maksaa: kaasuntoimituksen järjestämisen hinta  Parhaat kuivausrummulla varustetut pesukoneet: malliluokitus ja asiakasvinkit
Parhaat kuivausrummulla varustetut pesukoneet: malliluokitus ja asiakasvinkit  Mikä on valon värilämpötila ja miten valon lamppujen lämpötila valitaan tarpeitasi vastaavasti?
Mikä on valon värilämpötila ja miten valon lamppujen lämpötila valitaan tarpeitasi vastaavasti?  Geyserin vaihtaminen asunnossa: korvaava paperityö + perusnormit ja vaatimukset
Geyserin vaihtaminen asunnossa: korvaava paperityö + perusnormit ja vaatimukset {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Voitko sanoa jotain Protva PE -putkien hitsauskoneesta? He tarjosivat epäilyttävän vähän rahaa. Epäilen sitä.