Kuinka valmistaa pysty- ja vaakasaumoja sähköhitsauksella: vaiheittaiset ohjeet

Sähköhitsaus on tekniikka, jossa yhdistetään metallien rakenne kuumentamalla ja sulattamalla sähkökaarilla. Siitä on tullut laajalle levinnyttä talouden eri aloilla, mukaan lukien yksityinen sektori.
Itse asiassa tätä menetelmää voidaan käyttää minkä tahansa metallin hitsaamiseen yhteen, ottaen huomioon sähkökaarin lämpötila (7000-8000 astetta). Mutta ennen kuin siirryt tähän tekniikkaan, sinun on tutkittava, miten pystysuuntainen sauma voidaan keittää sähköhitsauksella, ja käsiteltävä tekniikkaa, jolla saadaan vaakasuuntainen sauma.
Artikkelin sisältö:
Hitsaus: Yleiset määritelmät
Metallien hitsaustekniikka liittyy läheisesti hitsin käsitteeseen. Tämä muodostuu metallin jähmettymisprosessissa, joka on sulanut sähkökaarihitsauksella.
Hitsauspaikasta riippuen sauma voi sijaita vaaka- tai pystysuunnassa. Lisäksi sauman paikallinen sijainti voi olla alempi, sivusuuntainen ja ylempi.

Yksinkertaisin ja helpoin suorittaa on hitsien asettaminen alahorisontin tasoon. Tällaisissa olosuhteissa sulaa metallia voidaan helposti hallita.

Jäljelle jäävät vaihtoehdot saumojen sijoittamiseksi avaruuteen (sivuttaiset ja ylemmät) tunnustetaan teknisesti vaikeiksi suoritetuiksi, koska ne vaativat hitsaustekniikoiden tutkimista ja asiaankuuluvien kokemusten kehittämistä.
Kuinka keittää pystysuuntainen sauma?
Hitsauksen ohjauksen monimutkaisuus pystysuuntaisen sauman muodostamisolosuhteissa johtuu tavanomaisesta fyysisestä ilmiöstä - painovoimasta. Tällä on vaikutusta sulan metallin massaan, joka, nestemäisessä muodossa, ryntää alas.
Ammattimaisen hitsaajan tehtävänä on estää sulamassa repimästä pois hitsauspaikasta. Tämän tuloksen saavuttamiseksi auttaa stabiilisti palava sähkökaari, joka pidetään pienimmällä sallitulla etäisyydellä elektrodin päästä hitsaaltaaseen.
Pohja ylöspäin -tekniikka
Pystysuuntainen liitos hitsataan pääsääntöisesti elektrodin kanssa alapisteestä ylempaan suuntaan. Tällainen reitti tarjoaa vakaamman hallinnan, ja sähkökaari pitää varmasti sulaa kylpyä estäen leviämisen. Se on kulku alhaalta ylöspäin, joka pystyy muodostamaan korkealaatuisimman pystysauman.

Tietenkin, ennen kuin pystyt saumaamaan hitsauksen, on tarpeen valmistaa liitoksen rajat, prosessoida se teknisten vaatimusten mukaisesti. Hitsauskone on asetettava hitsausolosuhteisiin (aseta virta, ota elektrodi).
Alun perin useita saumaviivoja tehdään pistepisteillä - hitsataan lyhyellä saumalla (1–2 cm). Tällaisten toimien tarkoituksena on eliminoida lämmitysprosessin aikana hitsattavien osien siirtyminen lämpömuodon vuoksi.

Kun liitos hitsataan pystysuunnassa, elektrodin pitokulma suhteessa tasoon, jolle sauma asetetaan, pidetään 45-90 asteen sisällä.
Hitsausohje asettaa seuraavat toimenpiteet:
- Elektrodin kosketus metalliin syttyy kaaren.
- "Tack" tehdään 3-4 pistettä risteyslinjaa pitkin sen keskeltä reunoihin.
- Hitsaus alkaa risteysjohdon alaosasta.
- Elektrodin isku on suunnattu ylöspäin, hitsausallas pidetään työalueella.
Elektrodin tulisi olla edennyt kohtuullisella nopeudella.Tärkein nopeuskriteeri on optimaalisen määrän sulan hitsausaltaan muodostuminen.
Samanaikaisesti elektrodin pystysuoran iskun kanssa, poikittaiset siksak-liikkeet, joissa on "puolikuu", "kalanruoto" tai muu "kuvio", ovat sallittuja. Mutta poikittainen iskutekniikka näyttää olevan merkityksellinen vain metalleille, joiden seinämän paksuus on yli 4 mm.
On suositeltavaa hitsata metalli pystysuorilla saumoilla yhdellä kulkulla pysähtymättä. Alkuhitsaajille tämä näyttää olevan vaikeuksia. Kokemus kuitenkin kasvaa nopeasti.
Ylhäältä alas-tekniikka
Kokemuksen jälkeen hitsaajat laittavat helposti pystysauman siirtämällä elektrodia ylhäältä alas. Mikä on temppu suorittamalla tällainen toimenpide?
Se on yksinkertaista: kun asetetaan sähkökaari tuleen, elektrodi asennetaan suhteessa työtasoon 90º kulmaan. Heti kun metalli kaarinmuodostuspisteessä alkaa sulaa, elektrodin kulma muuttuu 15-20 asteeseen, laskemalla pidikettä hieman.

Elektrodin johdotus paksuseinäisten metallien liitoslinjaa pitkin suoritetaan myös poikittaisilla ”sahanhammas” tai ”suorakulmaisen” muotoisella siksakilla. Jotkut hitsaajat käyttävät ”aaltomaista” sulajakautumistekniikkaa.
Samaan aikaan menetelmään muodostaa pystysuuntainen sauma ylhäältä alas suuntaan liittyy suuria vaikeuksia hitsaajalle. Monien asiantuntijoiden mukaan tässä muodossa oleva hitsaus antaa kuitenkin parhaan tuloksen laatuindikaattoreiden suhteen.
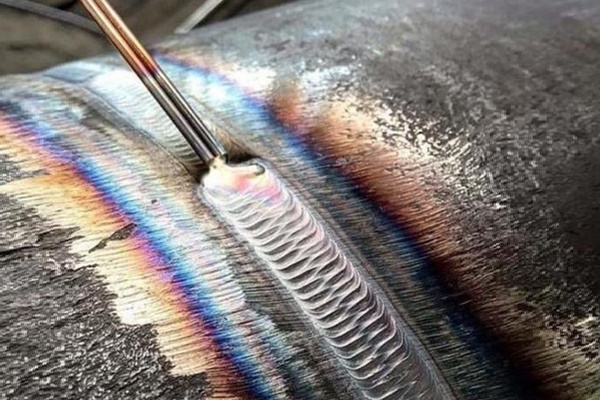
Vaakasuuntainen hitsaustekniikka
Vaakasuuntaisen sauman hitsauksen spesifisyys on melkein sama kuin vertikaalisen sauman. Tekniset vivahteet - taas elektrodin asennuskulmien käsittely.
Liikennesuunta osien hitsauksen aikana risteyksessä voidaan valita äärimmäisestä vasemmasta pisteestä äärioikeiseen kohtaan tai päinvastoin. Hitsaaja päättää tarkan suuntavalinnan henkilökohtaisen mukavuuden perusteella.

Mutta miten valmistaa vaakasauma sähköhitsauksella estämään sulan vuotaminen urasta ulos toimivan painovoiman vuoksi?
Hitsaajan on tässä valittava elektrodiasento, jossa sähkökaarin palamisvoima olisi yhtä suuri kuin metallipisaroiden paino. Saatat joutua säätämään virran voimakkuutta ja kokeellisesti valita optimaalisen nopeuden elektrodin siirtämiseksi.
Tyypillisesti vaakasauman hitsaus suoritetaan jatkuvasti loppuun saakka. Jos sulaa (hitsausallas) ei kuitenkaan ole mahdollista hallita, voit yrittää muuttaa tekniikkaa - siirry liikkeelle kaarin määräaikaisella sammutuksella.
Kaikki nämä hienot ominaisuudet ovat kertyneet hitsauskokemuksen tullessa saataville. Siksi älä epätoivoisesti, jos mikään ei ole onnistunut ensimmäisistä yrityksistä.

Halutun leviämisen ja syvyyden tunkeutumisen vaakasuuntainen sauma muodostetaan pääsääntöisesti johtuen elektrodin palavan pään huolellisesta sivuttaisliikkeestä yhden liitetyn osan reunasta toisen reunaan.
Korkeintaan 4 mm paksien metallien hitsaamiseen käytetään poikittaiselektrodin iskun "kuvion" erilaisia versioita. Tästä aiheesta ei ole erityisiä suosituksia. Tärkeintä on saada tarvittava sauman leveys ja tunkeutumissyvyys.
Kaari: optimaalinen pituuden hallinta
Elektrodin kuuman pään ja metallitason välistä rakoa, joka on riittävä sähköpurkauksen muodostumiseen, kutsutaan kaaren pituudeksi. Yksi hitsaajan ohjeiden tärkeimmistä perusteista on optimaalisen kaaripituuden hallinta.
Hitsaustilassa voidaan teoriassa saada kolme kaariväliä:
- lyhyt (1 - 1,5 mm);
- pitkä (3,5 - 6 mm);
- normaali (2 - 3 mm).
Metallin riittämätön kuumennus leveydellä on ominaista lyhytkaaripolttimelle. Sauman reunoissa on tällaisissa tapauksissa ns. "Alittavuus" - pieni syvennys. Tällaisen vian esiintyminen osoittaa hitsin heikkolaatuista suorituskykyä.

Pitkän kaarihitsauksen tapaan liittyy yleensä sen periodinen sammuminen. Tässä havaitaan pieni metallin lämpeneminen syvyydessä. Hyvästä saumanlaadusta ei myöskään tarvitse puhua.
Siksi ainoa vaihtoehto, jota aloittelijahitsaajan tulee ohjata, on normaali kaaripituus, jonka ei tulisi olla suurempi kuin Ld = 0,5-1,1 * De (Ld on kaaren pituus; De on elektrodin halkaisija).
Elektrodien sijainnin hallinta
Hitsausprosessi voidaan suorittaa, kun elektrodi on asetettu kulmaan eteenpäin, kulma taakse, oikea kulma. Hitsaaja pystyy luomaan saumoja erilaisissa työolosuhteissa käyttämällä mitä tahansa näistä kolmesta teknologisesta menetelmästä.

Joten ”kulma eteenpäin” -menetelmää käytetään perinteisesti yhdistämään elementit vaaka- ja pystysuorilla saumoilla osien ylempien tilajärjestelyjen olosuhteissa (kattohitsaus). Samaa tekniikkaa on käytetty menestyksekkäästi kiinteiden putkiliitosten hitsaamiseen tai kotitekoisten rakentamiseen kaasusylinteriuunit.
Pitämällä elektrodia tiukasti suorassa kulmassa (90º), hitsaaja varmistaa työn suorittamisen vaikeasti tavoitettavissa paikoissa. Lopuksi, “nurkka takaisin” -tekniikka mahdollistaa korkealaatuisen hitsaustyön kulmanivelissä.
Asenna elektrodi "kulmaan eteenpäin", työskentele yleensä ohutseinäisten metallien kanssa. Tässä elektrodiasennossa vastaanotetaan leveä matalan syvyyden sauma. Paksuseinäisissä metalleissa päinvastoin, he yrittävät soveltaa tekniikkaa ”taaksepäin kulmaan” varmistaen, että metalli lämmitetään riittävään syvyyteen.
Nykyiset parametrit ja elektrodiliike
Virran lujuuden arvo ja elektrodin liikkeenopeus ovat merkittäviä tekijöitä, jotka vaikuttavat sauman laatuun. Suurilla virroilla hitsaamiseen liittyy metallin kuumentaminen suurelle syvyydelle, mikä mahdollistaa elektrodin liikkeenopeuden lisäämisen. Optimaalisen virran ja elektrodin nopeuden suhteen olosuhteissa saadaan tasalaatuinen sauma.
Vaatimustenmukaisustaulukko virralle, elektrodille, metallin paksudelle
| Virran lujuus, A | Elektrodin halkaisija, mm | Metallin paksuus mm |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Kun siirrät elektrodia tietyllä nopeudella, valokaaritehon suuruus tulee ottaa huomioon. Liian nopea elektrodinsyöttö pienellä teholla ei pysty tarjoamaan riittävää lämmityslämpötilaa.
Tämän seurauksena ei ole mahdollista keittää metallia haluttuun syvyyteen. Sauma yksinkertaisesti "makaa" pinnalla, tuskin "tarttumalla" reunojen reunoihin.

Päinvastoin, olosuhteissa, joissa elektrodi on edennyt liian hitaasti, syntyy ylikuumenemisilmapiiri, joka uhkaa metallin muodonmuutoksia hitsauslinjalla. Jos metalliosilla on hieno rakenne, voimakas kaari vain palaa metallin läpi.
Voit harjoitella aloittelijan hitsaajan kenttää ja hioa ompelutaitojasi uunin tekeminen testausta varten, jonka pohja on metalliputki. Suosittelemme, että tutustu hyödyllisiin tietoihin.
Ohjeet aloittelijahitsaajalle
Hitsaustyöt ovat sallittuja vain asianmukaisilla laitteilla.
Vakiopakkaus sisältää:
- Takki, housut, käsineet, kengät, jotka on valmistettu tulenkestävistä kestävistä vahvoista materiaaleista.
- Päähineet, jotka peittävät pään takaosan kokonaan.
- Erityinen suojanaamari kasvoille ja silmille.
Hitsaukseen tulisi käyttää huollettavaa laitetta, jonka sähköosa suljetaan luotettavalla kotelolla. Laitteessa olevien sähkökaapeleiden on oltava täysin eristettyjä ja niiden on täytettävä laitteen sähköiset ominaisuudet.
Hitsaajan paikka on varustettava työpöydällä, valonlähteillä, maadoituspalkilla, suojalaitteilla sähköiskuja vastaan ja palontorjuntalaitteilla.
Ja ennen työn aloittamista sinun on tutkittava huolellisesti sähköhitsaussäännöt, pohtia ja tutkia menetelmiä ja vaihtoehtoja yhdisteiden valmistamiseksi.
Päätelmät ja hyödyllinen video aiheesta
Tarjoamme sinulle katsella hitsauksen videoharjoittelua: miten keittää vaaka- ja pystysuoria saumoja:
Ammattimaisen hitsaajan pätevyyttä ei tarvitse olla, mutta hitsaustekniikan hallitseminen on toivottavaa. Nykyisen hitsaustaidon ansiosta henkilöllä on enemmän mahdollisuuksia toteuttaa erilaisia kotitalousprojekteja.
Jos haluat oppia tekniikan, voit aina, ja käytännöllinen kokemus auttaa hallitsemaan tuotantotekniikan korkealla tasolla.
Haluatko puhua omasta kokemuksestasi hitsauksessa? Tiedätkö prosessin hienouksia, joita artikkelissa ei ole annettu? Kirjoita kommentit alla olevaan kohtaan.
 Sähköhitsaus aloittelijoille: hitsauksen vivahteet ja perusvirheiden analysointi
Sähköhitsaus aloittelijoille: hitsauksen vivahteet ja perusvirheiden analysointi  Kuinka paljon kaasun kytkeminen omakotitaloon maksaa: kaasuntoimituksen järjestämisen hinta
Kuinka paljon kaasun kytkeminen omakotitaloon maksaa: kaasuntoimituksen järjestämisen hinta  Parhaat kuivausrummulla varustetut pesukoneet: malliluokitus ja asiakasvinkit
Parhaat kuivausrummulla varustetut pesukoneet: malliluokitus ja asiakasvinkit  Mikä on valon värilämpötila ja miten valon lamppujen lämpötila valitaan tarpeitasi vastaavasti?
Mikä on valon värilämpötila ja miten valon lamppujen lämpötila valitaan tarpeitasi vastaavasti?  Geyserin vaihtaminen asunnossa: korvaava paperityö + perusnormit ja vaatimukset
Geyserin vaihtaminen asunnossa: korvaava paperityö + perusnormit ja vaatimukset 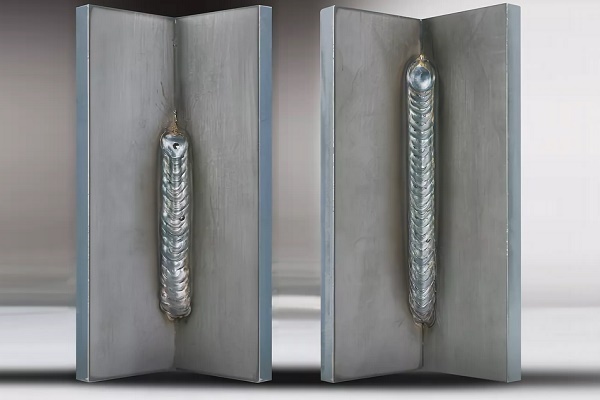{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}