Polyeteeniputket kaasuputkelle: polyeteenistä valmistettujen putkistojen tyypit ja erityispiirteet

Aiemmin valuraudasta, teräksestä ja kuparista valmistettuja putkia käytettiin teollisuus- ja kotitalousviestinnässä. Niiden polymeerien tulon myötä, jotka eivät olleet huonompia kuin metallituotteet lujuuden, kulutuskestävyyden ja kemikaalien aiheuttaman inertin suhteen, putkimateriaali alkoi valmistaa polypropeenista, polyeteenistä, polyvinyylikloridista, polybutyleenistä jne.
Kaasuputken polyeteeniputket ovat osoittautuneet hyvin - käytännöllisiksi, joustaviksi, kevyiksi, helpottaen merkittävästi kuljetusta ja asennusta. Jos päätät kaasuttaa yksityistaloa, niin ei ole tarpeetonta selvittää tarkemmin polyeteeniputkien teknisistä ominaisuuksista, ehdoista ja asennusmenetelmistä.
Artikkelin sisältö:
Kaasuputken PND-putket
Matalapaineista polyeteeniä käytetään paitsi kaasuputkiosien valmistukseen. Sitä käytetään myös muuhun viestintään - vesihuoltoon, viemäriin, suojaaviin teknisiin putkistoihin. Putkityypit eroavat koostumuksesta, ominaisuuksista ja merkinnöistä.
Asukaamme kaasunsiirtotuotteisiin, joiden tuotantoon sovelletaan vaatimuksia GOST R 50838-2009 (vanhentunut painos - GOST R 50838-95).
Tyypit ja koot
Kaasun polymeeripaineputket voivat koostua vain polyeteenistä tai vahvistaa lisäkerroksilla.
Siksi on kolme tyyppiä:
- polyeteeni, mukaan lukien ne, jotka on merkitty keltaisilla raidoilla;
- polyeteeni, jonka koekstruusiokerrokset sijaitsevat sisä- tai ulkopuolella;
- polyeteeni kestomuovisella suojakuorella, joka on poistettava ennen asennusta.
Kaikenlaiset putkimateriaalit on tarkoitettu erilaisten kaasujen kuljettamiseen, jotka täyttävät GOST 5542 -standardit ja joita käytetään raaka-aineina tai polttoaineina teollisuuden ja kotitalouksien tarpeisiin. Putkiston käyttöä koskevat rajoitukset: max orja. paine - 1,2 MPa, max orja. lämpötila - / + 40 ° С.

Teollisuustuotteita toimitetaan segmentteinä 5 - 24 m, kerrannaisina 0,25 m, mutta useimmiten keskipitkinä, kätevinä kuljettaa erityislaitteilla - esimerkiksi 13 m. Ohut putken käämittäminen lahdessa edellyttää eri pituuksia, mutta useammin näet 200, 500, 700 sirut. m. Tuotteita ja muita pituuksia on mahdollista valmistaa, mutta vain sopimuksella asiakkaiden kanssa.
Seinämän paksuudesta ja orjasta riippuen. putken paine on jaettu kahteen tyyppiin:
- PE-80. Seinämän paksuus - 2-3 mm, orja. paine - 3-6 MPa; sopii kaasuputkille ja vesiputkille;
- PE 100. Seinämän paksuus - 3,5 mm, orja. paine - 8 - 12 MPa; Tämä on parannettu versio PE 80: sta, jolle on tunnusomaista lämmönkestävyys ja lisääntynyt tiheys.
PE (vaihtoehdot - PE, PE) nimessä on polyeteeni, numerot 80 ja 100 ovat polyeteenimerkkejä.
Taloudellisen toteutettavuuden kannalta PE 100 -merkkiä käytetään korkeapainekaasuputken asennuksessa tai erityistapauksissa - esimerkiksi vanhan kuluneen putkiston rekonstruoinnissa tai kokeellisten haarojen rakentamisessa, joiden paine on vähintään 0,6 MPa.
Tekniset tiedot ja merkinnät
Tehdasvalmisteisiin polyeteeniputkiin sovelletaan vaatimuksia, jotka on lueteltu standardissa GOST R 50838-2009. Niitä ovat suositukset ulkonäöstä ja teknisistä ominaisuuksista.

Värin suhteen vaihtelevuuden mahdollisuus:
- PE 80 - keltainen;
- PE 100 - keltainen, oranssi, musta ja keltaiset / oranssit raidat jakautuvat tasaisesti.
Asiakirjassa esitetään normit ja ominaisuudet, kuten kestävyys jatkuvalle sisäiselle paineelle, murtovenymä, halkeaman etenemiskestävyys, lämpöstabiilisuus ja hitsattavuus.

Merkinnät eivät saa vaikuttaa materiaalin laatuun, ts. Aiheuttaa halkeamia, turpoamista jne.
Kirjainten ja numeroiden on oltava helposti luettavissa, luettavissa ja ymmärrettävissä. Pakollinen sisältää:
- valmistajan tavaramerkki tai nimi;
- putken symboli
- valmistuspäivämäärä;
- nimellishalkaisija / seinämän paksuus;
- nimittäminen;
- GOST.
Loput tiedot - maan nimi, eränumero jne. - käytetään tahdon mukaan.
Analysoimme esimerkiksi yhden näytteen:
Pallo LLC PE 80 SDR 11 - 150x10,5 KAASU GOST R 50838-2009
- Sphere LLC - valmistaja
- PE-80 - polyeteeniputken tyyppi
- SDR 11 - vakiokokosuhde
- 150 - halkaisija
- 10,5 - seinämän paksuus
- GAS - nimitys
- GOST R 50838-2009 - sääntelyasiakirja
Merkitsemällä on helppo määrittää, ovatko putket sopivia kotitalous- tai teollisuuskäyttöön, sopivatko ne tarkoitukseen ja halkaisijaan.
Polyeteenin edut ja haitat
Polyeteenin etujen takia sitä käytetään sellaisen vaarallisen polttoaineen kuljetukseen kuin maakaasu.
Tärkeimpiä etuja ovat esimerkiksi:
- Sähköeristysominaisuudet. Polyeteeni on täysimittainen dielektrinen, ei johda sähkövirtoja. Asennus ei vaadi maadoitusta.
- Kestävyys aggressiivisille kemikaaleillejoita voi olla maaperässä tai työpaikalla.
- Ei korroosiotaMahdollisuus käyttää märissä ympäristöissä
- sitkeysjonka takia putkilinja on suojattu maaperän liikkeiltä, paisutumiselta jäätymisen aikana, vesivasaralta.
- Akustisen värähtelyn passiivisuus.
Kulutuskestävyysaste on melko suuri - nykyaikaisten polttoaineputkien valmistajat antavat 30-50 vuoden takuun.

Haitoihin sisältyy sellainen polyetyleenin ominaisuus kuin fotohajoavuus. Tämä tarkoittaa, että materiaali vanhenee ja murenee nopeasti ultraviolettisäteilyn vaikutuksesta. Polyeteenin kestävyyden parantamiseksi jollakin tavalla auringon säteilylle, materiaaliin lisätään stabilointiaineena mustaa pigmenttiä.
Muita haittoja - pieni kuljetettavan aineen käyttölämpötila-alue, hapenläpäisevyys, teknisten ominaisuuksien riippuvuus ulkoisesta lämpötilasta.
Näiden puutteiden vuoksi polyeteeniputkista valmistettuja kaasuputkistoja käytetään vain maassa, metallianalogit asennetaan avoimille alueille.
Polyeteenikaasuputkien asennus
Kaasuputken asennus itsenäiseen taloun tai teollisuustilaan on kielletty. Tämän pitäisi tehdä organisaation, jolla on lisenssi ja lisenssillä perusteltu lisenssi suorittaa tällaista työtä. Jatkossa se suorittaa myös kunnossapitoa - suorittaa tarkastus-, testaus- tai korjaustöitä.

Ensin he saavat luvan suorittaa rakennustöitä, luoda suunnittelu- ja arviodokumentaatiopaketin sekä rakentaa geodeettisen keskiakselin. Sitten he suorittavat valmistelut, joihin sisältyy reittisuunnittelu, maanrakennustyöt, kuljetus ja putkien asettaminen, asennus hitsaustyökalu. Ja vasta sitten he alkavat suoraan asennustöihin - putkien asettamiseen ja hitsaamiseen.
Yleiskatsaus putkiliitosmenetelmiin
Polyeteeni on erilainen siinä mielessä, että kuumennettaessa se muuttaa ominaisuuksiaan ja sulaa. Tätä laatua käytetään luomaan pysyviä yhteyksiä kaasuputkeen - toisin sanoen putkihitsaus.
Kaksi hitsausmenetelmää erotetaan toisistaan:
- pusku, ilman muotoiltuja elementtejä;
- Sähköhitsattavatkäyttämällä sähkövastusliittimiä.
Ensimmäistä menetelmää käytetään teollisiin tarkoituksiin, suurten halkaisijoiden putkien hitsaamiseen, toista - kotitalouskaasuhaarojen luomiseen keskusvaltatieltä.
Jos irrotettava yhteys on tarpeen, käytetään kolmatta tapaa - puristus. Putkien päät yhdistetään puristusliittimillä, jotka voidaan tarvittaessa poistaa tai vaihtaa.

Mieti ensin, kuinka hitsaus suoritetaan. Valmistelutyöt tapahtuvat yhden suunnitelman mukaisesti:
- Asennusmateriaalien ja työkalujen valinta ja todentaminen. Lämmittimet, kaapimet ja korjausvälineet puhdistetaan, poistetaan jäljelle jäänyt polyeteeni ja pöly, pyyhi liuottimella. Kitkapinnat ja komponentit voitelevat. Soveltuu halkaisijaltaan oleviin vuorauksiin ja puristimiin.
- Hitsausvalinta. Työkalut-ohjelma, kirjoita tietyt parametrit lämmityslaitteiden muistiin.
- Sivuston valmistelu. Putkien päät puhdistetaan hiekasta, tarttuvasta savista, pölystä, pyyhitään. Vapaat päät on peitetty tulpilla. Hapettuneet päät puhdistetaan kaapimilla.
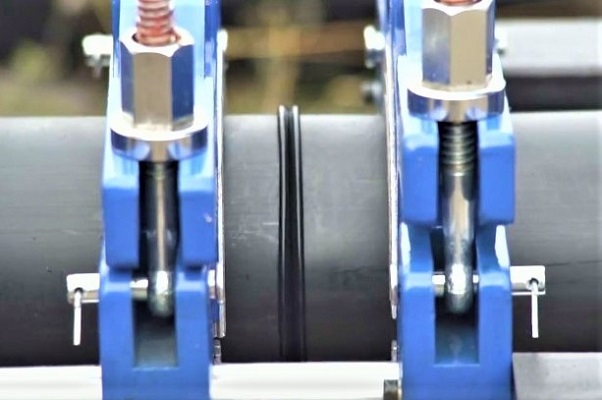
- Putkien kiinnitys ja keskitys. Ennen hitsausta on ovaliteetti poistettava, joten putkien päät keskitetään ja kiinnitetään sitten oikeaan asentoon - täsmälleen toisiaan vastapäätä.
- Lopeta käsittely. Sirut, joiden paksuus on 0,1–0,3 mm, poistetaan pinnalta päistä. Päästä päähän kytkettyjen segmenttien välisen raon tulee olla enintään 0,3 mm. Puhdistuksen jälkeen on tarpeen hitsata saastumisen estämiseksi.
Valmistelutyön jälkeen hitsaus suoritetaan.
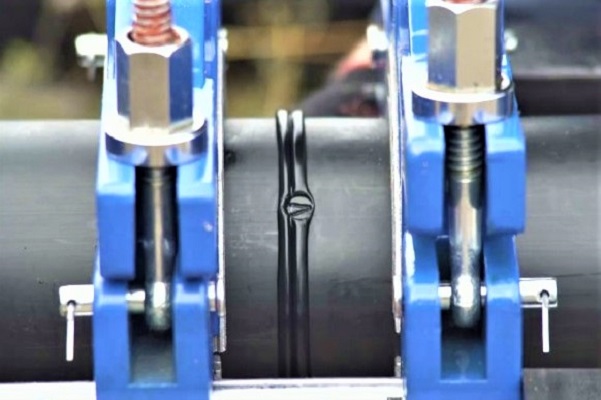
Hitsausliitin tapahtuu sulatettujen päiden "sulamisen" vuoksi. Sulaminen voidaan saavuttaa käyttämällä levytyöelementillä varustettua lämmitystyökalua.
Hitsausprosessissa on tärkeää ottaa huomioon kriteerit, kuten lämpötila ja virtausaika, päiden painevoima, katkaisuajan kesto, paine upotuksen aikana ja jäähdytysaika.
Työjärjestys:
Luotettavan sauman merkkejä ovat tasainen homogeeninen arpi, kyvyttömyys irrottaa putki voimalla. Sulamishitsausta pidetään erittäin kestävänä eikä se vaadi lisätiivistystoimenpiteitä.
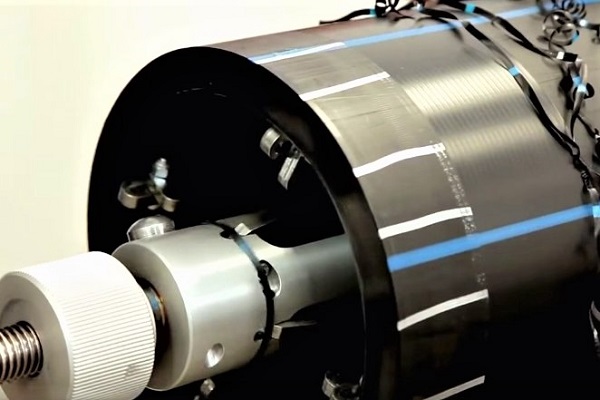
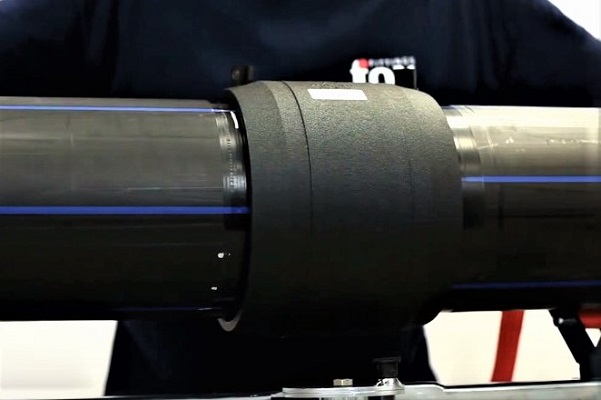
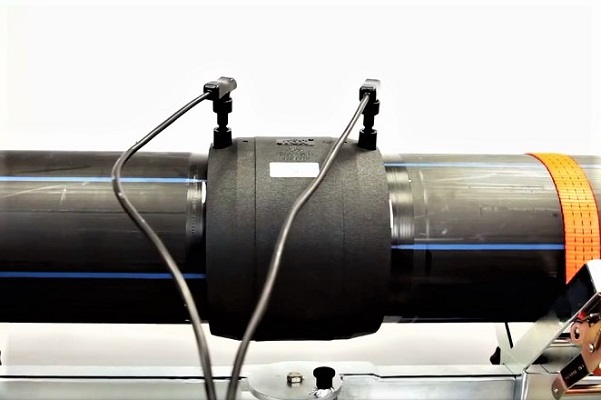
Toinen tapa on Sähköhitsattavat - jolle on tunnusomaista kytkentäelementtien - kytkinten, adapterien, taivutusten, teiden - läsnäolo. Varusteiden sisäpinnalle on kiinnitetty metallispiraali, joka lämmitetään sähkövirralla ja sulaa polyeteenin. Seurauksena on, että liitososat “sulautuvat” putkiin muodostaen yksiosaisia liitoksia.
Valittaessa elementtejä putkien yhdistämiseen polyeteenistä kaasua varten, samoin kuin toimenpiteen aikana, on tärkeää ottaa huomioon muuttujat, kuten jännite-, hitsaus- ja jäähdytysajat.
Tekniikka on yksinkertaisempaa kuin takapitsahitsaus, ja se tapahtuu seuraavassa järjestyksessä:
Nykyaikaiset hitsauskoneet on varustettu näyttölaitteella varustetulla ohjauspaneelilla.Toimenpide suoritetaan valitun ohjelman mukaisesti putken tyypistä riippuen.
Irrotettavat liitännät kun kaasuputkea käytetään erittäin harvoin. Liittimiä käytetään myös tähän, mutta ne kiinnitetään mekaanisesti, ilman lämmitystä.
Liitososat koostuvat kahdesta osasta - puristusrenkaasta ja kotelosta. Kierreosien kiertäminen johtaa vahvaan, mutta epävakaaseen liitäntään. Jos tarvitaan lisävarmuutta, liittimen osat kierretään pulteilla ja muttereilla.
Säännöt PND-kaasuputken järjestämisestä
Polyeteeniputkien asennuksen ja käytön aikana on noudatettava monia sääntöjä, joilla varmistetaan sekä kaasuputken että laitteiden terveys ja käyttäjien turvallisuus.
Moottoriteiden asettamisessa on monia kieltoja. Esimerkiksi, on mahdotonta johtaa kaasua HDPE-putkien avulla kivisissä ja voimakkaasti likaisissa maalaisissa samoin kuin toisen tyyppisissä vaimentumissa. Jos alue on alttiina maanjäristyksille ja havaitaan yli 6 pisteen seismisyys, viestinnän asettamiseen on käytettävä muuta materiaalia.

Jos HDPE-putkien käyttö sallitaan, monien ehtojen on täytyttävä. Esimerkiksi jyrkillä rinteillä on tarpeen suojata kaasuputki ojien mahdolliselta eroosion varalta ja ryhtyä lisätoimenpiteisiin niiden lujittamiseksi.
Maanalaisten viemärien tai kanavien, viemäri- tai voimajohtojen, kaivojen ylittäessä polyeteeniputket suljetaan metallikoteloihin. Etäisyys kaasuputken pinnasta kotelon sisäseinään on vähintään 10 cm.
Kaksi tai useampia kaasuputkia voidaan sijoittaa yhteen kaivoon, mutta niillä on pääsy jokaiseen haaraan huoltoa tai korjausta varten.
Pohjoisilla alueilla, joissa lämpötila laskee alle -40 ° C, asennussyvyys nousee 2,0-3,2 m: iin.
Miten asentaa kaasuputki tapaukseen, jossa se tulee sisään kaasutettuun taloon seuraava artikkeli, jota suosittelemme kaikille esikaupunkialueen omistajille lukemaan.
Päätelmät ja hyödyllinen video aiheesta
Sähköhitsauksen hitsaussäännöt:
Butt-hitsauksen ominaisuuksista:
Kuinka hitsauslaite HDPE-putkille:
Polyeteeniputkien käytöstä teollisuus- ja asuintilojen kaasuttamiseen on tullut perinne.
HDPE on kestävä ja luotettava materiaali, joka ei aiheuta huolta. Kaasuputken asennuksen saavat suorittaa vain kaasuverkkoasentajat, joilla on kokemusta ja tietoa polyeteenihitsaustekniikasta.
Jätä kommentit alla olevaan lomakkeeseen, lähetä valokuva artikkelin aiheeseen, kysy kysymyksiä. Jaa oma kokemus polyeteenikaasuputken rakentamisesta. On mahdollista, että lähettämäsi tiedot ja suositukset ovat hyödyllisiä sivuston kävijöille.
 Kupariputket kaasulle: tekniset vaatimukset ja normit kupariputkiston asettamiseksi
Kupariputket kaasulle: tekniset vaatimukset ja normit kupariputkiston asettamiseksi  Kaasuputken asettaminen tapaukseen seinän läpi: laitteen erityispiirteet kaasuputken viemiseksi taloon
Kaasuputken asettaminen tapaukseen seinän läpi: laitteen erityispiirteet kaasuputken viemiseksi taloon  Kaasulinjan painetestaus: miten säätötiivistystestejä suoritetaan
Kaasulinjan painetestaus: miten säätötiivistystestejä suoritetaan  Kaasuputken poistuminen maasta: poistosolmun järjestelyn vaatimukset ja ominaisuudet
Kaasuputken poistuminen maasta: poistosolmun järjestelyn vaatimukset ja ominaisuudet  Kaasuputket vaihdetaan talossa: kaasuletkujen vaihtamisen asunnot kerrostalossa
Kaasuputket vaihdetaan talossa: kaasuletkujen vaihtamisen asunnot kerrostalossa  Kuinka siirtää kaasuputki asunnossa: siirtosäännöt ja sijaintivinkit
Kuinka siirtää kaasuputki asunnossa: siirtosäännöt ja sijaintivinkit  Kuinka paljon kaasun kytkeminen omakotitaloon maksaa: kaasuntoimituksen järjestämisen hinta
Kuinka paljon kaasun kytkeminen omakotitaloon maksaa: kaasuntoimituksen järjestämisen hinta  Parhaat kuivausrummulla varustetut pesukoneet: malliluokitus ja asiakasvinkit
Parhaat kuivausrummulla varustetut pesukoneet: malliluokitus ja asiakasvinkit  Mikä on valon värilämpötila ja miten valon lamppujen lämpötila valitaan tarpeitasi vastaavasti?
Mikä on valon värilämpötila ja miten valon lamppujen lämpötila valitaan tarpeitasi vastaavasti?  Geyserin vaihtaminen asunnossa: korvaava paperityö + perusnormit ja vaatimukset
Geyserin vaihtaminen asunnossa: korvaava paperityö + perusnormit ja vaatimukset {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}