Заваряване на полиетиленови тръби: сравнение на методи + инструкции за монтаж

За да се сглоби окабеляването от полиетиленови (PE) тръби, са необходими определени умения при тяхното заваряване и свързване с фитинги. За тази работа е подходящо и оборудване, използвано за монтаж на полипропиленови тръбопроводи.
Заваряването на полиетиленови тръби се извършва от специални устройства и изисква определени знания, за които ще говорим в тази статия. Ще разгледаме подробно характеристиките на подготовката на оборудването за процеса на заваряване, ще дадем препоръки за прилагането на висококачествена заварка. Ние също така разглеждаме различни варианти за заваряване на тръби, изработени от полиетилен.
Съдържанието на статията:
Подготовка на оборудване за заваряване
За всеки вид заваряване се използва различно оборудване. Няма смисъл да го купувате за еднократно сглобяване на комуникации по метода на дупето и електрическо заваряване, защото цената на комплекта е няколко хиляди долара. По-добре е да използвате услугите на трети компании или да наемете оборудване.
Използвано оборудване за заваряване
Оборудването за запояване на гнездо струва между 100-200 долара, така че въпросът за покупката заваръчна машина всеки решава сам.
Стандартният набор от устройства за челно заваряване на полиетиленови тръби включва:
- centralizer, Това е легло с 4 метални скоби за тръби, две от които са подвижни, а две са неподвижно фиксирани към основата.
- облицовка, Това е отделно дисково устройство за прецизно механично подрязване на краищата на заварени тръби. Устройството е прикрепено към водачите на заваръчната машина.
- Огледало за отопление Това е заоблена плоча, покрита с тефлон, към която се притискат ставите на тръби за топене на PE. Има вграден термометър.
- Хидравлично или механично задвижване, Устройство за регулиране на силата на налягане на тръбите, когато те се нагряват и впоследствие се свържат.
- Редуциращи лайнери, Това е набор от взаимозаменяеми полукръгове за фиксиране на тръби с различен диаметър.
- Блок за управление, Включва се в комплекти от оборудване с автоматизация на процеса на заваряване.
Всъщност набор от оборудване е независимо устройство, което изпълнява определени функции на различни етапи от процеса на заваряване. Те могат да бъдат проектирани за чисто ръчно заваряване, или за свързване на тръби в напълно автоматичен режим.
За монтиране на електрофузионни фуги се използва подходяща заваръчна машина с интегриран скенер за баркод. Не са необходими допълнителни устройства за този процес.

За заваряване с гнездо ще е необходимо да закупите такъв комплект:
- електрическа машина за заваряване;
- ножици за тръби;
- щанд;
- калибратор и фаска;
- дюзи за нагряване на свързаните елементи.
Освен определеното оборудване, за монтирането на тръби може да са необходими и инструменти с общо предназначение: регулируем гаечен ключ, лента за измерване, маркер и други.
Подготовка за процеса на заваряване
Важен фактор за висококачественото заваряване на тръбопроводи от HDPE е предварителната им подготовка. Необходимите манипулации за образуване на добра заварка ще бъдат представени под формата на инструкции.
Непосредствено преди загряването на запоените части е необходимо:
- Уверете се, че материалът и маркировката на запоените части са идентични.
- За изчистване и обезмасляване на фугите на свързаните продукти.
- Центрирайте тръбите и ги фиксирайте здраво.
- Изрежете филийките, докато се образува непрекъсната лента в две обиколки на тръбата.
В края на краищата е необходимо да почистите краищата на свързаните части от чипове.

След като внимателно подготвите полиетиленовите тръби и фитинги за заваряване, можете да сте сигурни, че висококачественият шев е наполовина гарантиран.
Методи за заваряване на PE тръби
Промишленият полиетилен с ниско налягане (HDPE) е термопластичен материал, чиито свойства не се променят по време на цикли на отопление и охлаждане. Следователно, той е напълно подходящ за монтаж на битови и промишлени тръбопроводи.
Свързването на отделни PND тръби и фитинги помежду си става с помощта на разглобяеми резбови връзки или следните методи на заваряване:
- контакта;
- електросъпротивително;
- задника.
Тръбите с дебелина на стената до 4,5 мм (диаметър до 50-110 мм) се запояват по първите два начина, а за тръбите с по-дебели стени се използва метод за неподходящо заваряване.

Вариант №1 - режим на задно заваряване
По време на челно заваряване е важно да се контролират критични параметри: температура на инструмента и пластмасата, сила на затягане и продължителност на операциите. При липса на сензори за тези стойности е малко вероятно да успее стабилно да получи висококачествен шев.
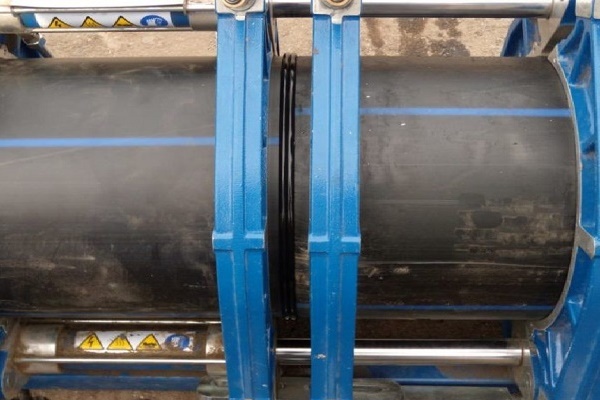
По-добре е да разгледате стъпка по стъпка инструкции за челно заваряване на полиетиленови тръби с примера на полуавтоматично оборудване с хидравлично задвижване.
Челно заваряване се извършва, ако дебелината на стената на полиетиленовата тръба не надвишава 5 мм и диаметърът й не надвишава 50 см. Технологията включва редица стандартни стъпки:
Стъпка # 1 - загряване на ставите
След обработката на краищата на тръбите заваръчното огледало се нагрява до температура 200-230 градуса и се поставя в средата на централизатора. След това, с помощта на хидравлично задвижване, ръбовете на HDPE тръбите се притискат плътно към него със сила от 4-6 kg / cm2.
След приближаване на размера на борма до минималните допустими стойности, силата се намалява до 0,2-0,5 kg / cm2 и пластмасата продължава да се нагрява за цялото стандартно време. Заваряването е допустимо при температури от 15 студа до 45 топлина, но при студени условия времето за отопление може да се увеличи.

Стъпка # 2 - тръбна връзка
След необходимото загряване и топене на PND на фугите, тръбите се разводняват хидравлично, огледалото се отстранява и заварените повърхности се притискат една към друга отново със сила 1-3 kg / cm2. Размерът на бурката се следи визуално и следователно налягането може да варира.

Стъпка # 3 - охлаждане и проверка
Тръбите продължават да се притискат една към друга, докато връзката не се охлади напълно.След отстраняване на силата от хидравличното задвижване, тръбите се отстраняват от скобите на централизатора и се оценява състоянието на заваръчната и накрайника. Ако техните параметри са нормални, тогава тръбата е готова за работа.
Вариант №2 - гнездо за заваряване на HDPE тръби
След предварително подрязване и подготовка на HDPE тръби и части, можете да започнете тяхното заваряване на гнезда. Процесът ще бъде прегледан като стъпка по стъпка инструкция.
Стъпка # 1: приготвяне на поялник
Оптималната температура за заваряване на полиетиленови тръби варира от 210 ° C, така че са подходящи само запояващи ютии с регулируемо нагряване. Преди да се свържете към мрежата, е необходимо да навиете специални двустранни дюзи (втулка и дорник) върху ютията и да поставите поялника върху стойката с кръстосана форма.

Когато се достигне зададената температура, на нея ще светне сигнална (обикновено зелена) лампа.
Стъпка # 2: загряване на частите
По-безопасно е да носите ръкавици, когато работите с горещи тръби. За да загреете частите, е необходимо едновременно да издърпате една свързана част върху дорника, а след това да поставите втората в метална втулка.

За да поддържате дълбочината на връзката, можете предварително да маркирате с маркер съответната маркировка на тръбата и след това да я навигирате при докиране на нагретите продукти.

По-горе е таблица с приблизителни времеви рамки за тръби за отопление, докинг и охлаждане, както и дълбочината на поставяне в гнездото. При минусови температури времето за нагряване на материала може да се увеличи с 1-2 секунди.
Стъпка # 4: свързване на частите
След загряване продуктът трябва да бъде едновременно изключен от дюзите и със силно директно движение да влезе в тръбата в гнездото до маркираната линия. Невъзможно е да усуквате части една спрямо друга. 5-10 секунди след присъединяването, всяко движение може да доведе до рязко намаляване на здравината на ставата.

След охлаждане е препоръчително да се огледа образуваният вътрешен шев за наличие на провисване, блокиращо лумена на тръбата. Ако тя е стеснена, по-добре е връзката да бъде повторно споена, за да се предотврати падане на налягането в системата.
Вариант №3 - електрофузионно заваряване на полиетилен
Заваряването на полиетиленови тръби с помощта на електрофузионна връзка е най-лесният и бърз начин. Пластмасовите фитинги имат вградена метална спирала, която независимо загрява свързаните повърхности и разтопява PE.
С този метод трябва допълнително да харчите пари за електрически съединители, цената на които започва с 3-4 долара за брой. Следователно, такова заваряване се използва само в онези места, където не са налични методи за челно и гнездо. Предимството на електрофузионния метод е възможността за свързване на тръби с дебелина 4,5 мм или по-малка.
Основните етапи на заваряване:
- Почистване и обработка на арматурата и краищата на тръбите.
- Центриране и поставяне на тръбата в електрофузионната връзка.
- Свързване на фитинга към електрическите контакти на специална заваръчна машина, загряване на връзката.
Последният етап е прекъсване на захранването и охлаждаща тръба.

В електрическите съединители има баркод с кодирани параметри за времето за отопление, ток и напрежение.Чете се от скенера на заваръчната машина, който след това осъществява процеса на запояване в автоматичен режим. Продуктите са заварени плътно и сигурно върху голяма площ.
Правилно бутално заваряване
Правилното изпълнение на всички инструкции за заваряване може да бъде оценено чрез окончателния вид на полиетиленовото съединение. В случай на образуване на неправилен шев и висок риск от изтичане по време на по-нататъшна работа, по-добре е да изрежете връзката около краищата и да заварите нов.
При правилно изпълнен шев размерът на ролката трябва да съответства на стандартните стойности.

Има допълнителни изисквания към параметрите на ролките:
- Симетрия и равномерност около цялата обиколка на ставата.
- Преместването на стените на тръбите в радиалната равнина не трябва да бъде повече от 10% от дебелината им.
- Цветът на ролките трябва да е идентичен с цвета на тръбата.
- Вдлъбнатината между решетките не трябва да излиза по-дълбоко от нивото на външната повърхност на тръбите.
И разбира се, наличието на пукнатини и пори се елиминира напълно.


Причината за асиметрията на ролките около обиколката може да бъде лошо предварително фрезоване или разположението на митрата под ъгъл спрямо тръбата.
Инструкции за монтаж на полиетиленови тръби
За свързване на полиетиленови тръби с водоснабдителни елементи могат да се използват следните връзки:
- unsplit;
- подвижен.
Едноцветните фуги се получават чрез запояване на тръби един към друг или на специални заварени фитинги. Този метод е евтин, но получените дизайни често са тромави. Използването на еднократни връзки е оправдано при монтиране на подземни стационарни водопроводи.
За сглобяване на временни системи от полиетиленови тръби, както и при липса на заваръчно оборудване, могат да се използват фитинги за компресия с резба, инсталирането на които ще бъде обсъдено по-късно.
Тръбна връзка към компресионния фитинг
Компресионните фитинги са по-скъпи от заварените модели, но са сгъваеми и лесни за работа. Препоръките за тяхното инсталиране се обсъждат в следващите стъпка по стъпка инструкции.
Първа стъпка - външна проверка и подрязване
Сглобяването на системата от полиетиленова тръба и пластмасов фитинг за компресиране започва с проверката им за пукнатини и дълбоки драскотини. По-добре е незабавно да отрежете дефектната тръбна секция.
Можете да изрежете пластмасова тръба с нож и специална резачка за тръби. Резултатът трябва да бъде перфектно перпендикулярно изрязване без куки и вълни. За да премахнете неравномерните ръбове, можете да закупите ръчен тример.

Втора стъпка - Поставяне на фитинги на тръбата
Първо върху маркуча се поставя затягаща гайка, след това цанги, след това затягащ пръстен, а в края се изтегля гумено уплътнение.

Краят на тръбата се вкарва докрай в монтажния корпус, а елементите, носени върху маркуча, се избутват към резбата.След това стягащата гайка плътно се усуква на ръка. Ако имате ключ за верига, можете да затегнете връзката с тях.
Не си струва да бързате да затегнете стягащата гайка - тя може да се изкриви. С тесен курс е по-добре да развиете връзката още веднъж и да повторите процеса на сглобяване.
След монтажа си струва да проверите плътността на връзката. В случай на теч, можете лесно да завъртите гайката, като коригирате структурните елементи.
Вмъкване на седло в тръба
Ако трябва да направите клон от полиетиленова тръба, не е необходимо да купувате тройник. Ще бъде достатъчно да пробиете дупка в него и да поставите седло. Как да направите това ще бъде разгледано в стъпка по стъпка инструкция.
Първа стъпка - подготовка
Първоначално трябва да инспектирате свързаните продукти за драскотини и пукнатини и да избършете повърхността им с влажна кърпа.
Стъпка втора - Монтаж на скоби
Поставете и двете части на скобата върху тръбата, затегнете гайките й с гаечен ключ. Целта на процедурата е здраво да фиксира седлото.

Трета стъпка - пробиване
Маркирайте точка в центъра на отвора на седлото и маркирайте лентата в краищата на арматурата с маркер, за да запомните нейното положение. Развийте седлото и отстранете неговите части. Пробийте полиетиленова тръба на предвиденото място, като използвате бормашина с необходимия диаметър.

Четвърта стъпка - Сглобяване на седлото
Почистете вътрешността на PE тръбата от чиповете и отстранете куките от краищата на пробития отвор. Според маркировките, начертани по-рано, прикрепете частите на фитинга към тръбата и здраво затегнете фиксиращите гайки.

Когато завинтвате тръба или монтирате в медицинска сестра, можете да увиете няколко слоя фума лента.
Част от седлото с изхода може да има жлеб за гумения уплътнителен пръстен от страната на тръбата. Следователно, при наличието на уплътнител, е необходимо да се постави между тръбата и фитинга.
Ако трябва да огънете тръбата в определен участък от тръбопровода, препоръчваме да направите това според инструкциите, дадени тук.
Изводи и полезно видео по темата
Предложените видеоклипове ясно ще демонстрират всички видове заваряване на тръби от HDPE, както и ще се запознаят с процеса на сглобяване на компресионния монтаж и седлото.
Заваряване с гнездо на полиетиленови тръби:
Процес на електрофузионно заваряване:
Четково заваряване на PND тръби от полуавтоматичен апарат с хидравлично задвижване:
Монтаж върху тръба за компресиране:
Инсталиране на седла на HDPE тръбата:
Независимият монтаж на полиетиленови водопроводи изисква известни знания и умения, но е напълно възможно при спазване на горните правила. При липса на специално оборудване е възможно да се сглоби водоснабдителна система без инструменти изобщо, като се използват само компресионни фитинги.
Има много възможности за монтаж, но трябва да използвате такава, която ще осигури резултат с минимум финансови разходи.
Определете най-добрия начин за заваряване на полиетилен и искате да изясните някои точки? Не се колебайте да задавате вашите въпроси на нашите експерти - ние ще се опитаме да ви помогнем.
Или може би искате да споделите личен опит с инсталирането на полиетилен у дома? Напишете коментарите си, добавете уникални снимки - вашата информация ще бъде полезна за много начинаещи.
 Скоби за тръби: Преглед на видовете и инструкции за монтаж
Скоби за тръби: Преглед на видовете и инструкции за монтаж  Ние правим кутия за тръби в банята: стъпка по стъпка инструкции за монтаж
Ние правим кутия за тръби в банята: стъпка по стъпка инструкции за монтаж  Направи сам монтаж на HDPE тръби: инструкции за заваряване + как да огънете или изправите такива тръби
Направи сам монтаж на HDPE тръби: инструкции за заваряване + как да огънете или изправите такива тръби  Направете технология за заваряване на полипропиленови тръби: направете преглед на методите и нюансите
Направете технология за заваряване на полипропиленови тръби: направете преглед на методите и нюансите  Свързване на медни тръби: инструкции и сравнение на различни инсталационни технологии
Свързване на медни тръби: инструкции и сравнение на различни инсталационни технологии  Екран от пластмасови тръби: видове прегради + стъпка по стъпка инструкции за производство
Екран от пластмасови тръби: видове прегради + стъпка по стъпка инструкции за производство  Колко струва свързването на газ към частна къща: цената на организирането на доставката на газ
Колко струва свързването на газ към частна къща: цената на организирането на доставката на газ  Най-добрите перални машини със сушилня: рейтинг на модела и съвети на клиентите
Най-добрите перални машини със сушилня: рейтинг на модела и съвети на клиентите  Каква е цветната температура на светлината и нюансите на избора на температурата на лампите според вашите нужди
Каква е цветната температура на светлината и нюансите на избора на температурата на лампите според вашите нужди  Подмяна на гейзер в апартамент: подмяна на документи и основни норми и изисквания
Подмяна на гейзер в апартамент: подмяна на документи и основни норми и изисквания {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Разбира се, пластмасовите тръби за водоснабдяване и отопление са много удобни и всеки мъж с ръце наистина може да ги инсталира. Но защо никой не говори за мерки за безопасност при заваряване на тези тръби, че само живакът с олово може да бъде по-вреден от тлеещите пластмасови пари.
Не забравяйте да използвате респиратори, проветрете стаята. Домашни любимци, особено деца и животни (тук говорим за телесно тегло) се изпращат на посещение за времето на ремонта.
Пластмасата улеснява живота в много области - но също така ни убива ... Погрижете се за себе си!
Здравейте, Елина, разбирам притеснението ви и затова искам да разкрия по-подробно основните моменти, свързани с безопасността. На първо място, трябва да разберете, че професията на заварчик на полиетиленови тръби е професия с повишена опасност.
Но нека да разгледаме точки за обикновените граждани:
- необходимо е да се осигури нормална вентилация в помещението, където ще бъдат заварени полиетиленови тръби;
- трябва да работите в специални дрехи;
- използвайте специални защитни ръкавици;
- използвайте респиратори;
- да си направите почивки в работата, за да излезете, за да дишате чист въздух.
Ако спазвате тези точки, процесът на заваряване на полиетиленови тръби няма да бъде свързан с вреда за тялото.