Заваръчна машина за полиетиленови тръби: кое е по-добре да се купи и как да се използва правилно

Полиетиленовите тръби са леки, лесни за монтаж и сравнително евтини. За полагане на комуникации от този тип е необходима заваръчна машина за полиетиленови тръби. Правилното използване на оборудването и спазването на технологията на работа ви позволява да получите надеждна, почти монолитна връзка, която ще продължи много години.
Ще говорим за това как правилно да изберете устройство за образуване на трайни и стегнати стави. В нашата статия характеристиките на заваръчните секции на полиетиленов тръбопровод са описани подробно. Желаещите да провеждат самостоятелно работата ще намерят полезни препоръки.
Характеристики на заваръчните конструкции, изработени от полиетилен
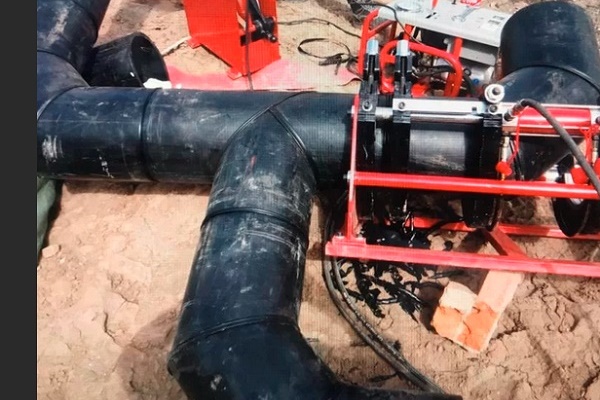
Една от полезните характеристики на полиетиленовите тръби е известна гъвкавост на дизайна. Заваряването ви позволява да запазите това свойство на кръстовището на отделни сегменти от магистралата, което осигурява еднакви характеристики по цялата му дължина.
Такива тръби се готвят както за окоп, така и за безкопачно полаганеако тръбата от стомана или фибростъкло се използва като основен „калъф“.
Най-често се използват два вида заваряване за свързване на полиетиленови структури: дупе и електрофузия (той също е термистор). Преди да изберете правилното оборудване, трябва да се запознаете с технология за заваряванеда се спазва при осъществяване на връзки.
Когато работите с тръби, изработени от полиетилен, краищата на конструкциите първо се нагряват до температура на топене, след това те се свързват и компресират под налягане. Звучи просто, но на практика, за да получите качествена заварка, се нуждаете от добри професионални умения.

Необходимо е правилно да се определи времето на всеки етап, както и работното налягане, което ще се упражнява върху работната повърхност по време на неговото нагряване и свързване. Работата се препоръчва да се извършва при температура на околната среда в диапазона от -15 ... + 45 градуса. Този метод не е подходящ за конструкции с дебелина на стената по-малка от 4,5 мм.

Челно заваряване може да се извърши от двама специалисти, докато тежкото оборудване не е необходимо. Работното време и разходите за енергия за тяхното изпълнение в този случай ще бъдат много умерени.
По-подробно, схемата на работа за челно заваряване е следната:
- Краищата на комуникациите в точките на свързване трябва да бъдат отрязани, за да се почистят от замърсяване и да се елиминират неравностите.
- След това краищата на тръбите се нагряват с помощта на заваръчна машина, за да се образува първичният бур.
- Загряването продължава известно време, за да се достигне точката на топене на полиетилена.
- Сега заваръчната машина се отстранява, а горещите краища на тръбите са спрегнати добре, образувайки довършителния бур.
- Остава да изчакаме структурата да изстине и да проверим качеството на заваръчния шев.
За да отрежете краищата с помощта на специален инструмент - електрически тример. Това устройство ви позволява да изрежете строго перпендикулярно на оста на конструкцията.
Подрязването се извършва от микрослоеве, докато се получи непрекъсната полиетиленова лента в точката на рязане. Температурата и времето на излагане на нагревателя към краищата на тръбите се определят, като се вземе предвид степента на материала.

Много е важно съотношението на тези показатели, както и налягането върху работната повърхност да се поддържа с максимална точност. Това е определящият момент за качествена заварка.
В края на отоплителния етап е необходимо много бързо и в същото време внимателно да вземете нагревателя на устройството отстрани, за да не се наруши целостта на работните повърхности и да се избегне случайно замърсяване.
Когато свързвате краищата, загряти до необходимото ниво HDPE тръби необходимо е да се осигури същото налягане, както при нагряване на повърхности. Охлаждането на заваряването също трябва да се извършва много внимателно. Свързаните тръби не трябва да бъдат отстранявани, докато нагретият полиетилен се утаи.

Ако всички операции се извършват правилно, на кръстовището на елементите се оформя кокетна симетрична яка. Ако шевът изглежда неравен или разхвърлян, това означава, че по време на процеса на заваряване са направени сериозни недостатъци. Силата на такова съединение ще бъде много съмнителна.

Ако е необходимо да свържете тръби с тънки стени (по-малко от 4 мм), се препоръчва да се даде предпочитание на електрофузионно заваряване, което също се нарича термисторно заваряване. Тази опция също ви позволява да създадете висококачествена връзка, докато процесът на изпълнение на работата е дори по-лесен, отколкото използването на метода на дупето.
За да извършите заваряване от този тип, трябва да се извършат следните стъпки:
- За да изчистите от замърсяване повърхността на краищата и частта от тръбата, която ще бъде под съединителя, с добър запас.
- Обезмаслете работните повърхности.
- Отстранете оксидния слой.
- Монтирайте съединителя върху работните повърхности.
- Центрирайте дизайна.
- Извършете отопление и заваряване на съединението.
- Изчакайте, докато точката на заваряване напълно изстине.
Всички подготвителни работи трябва да се извършват с голямо внимание, тъй като наличието на дори и най-малките замърсители може значително да влоши качеството на връзката. Ако чужди вещества случайно попаднат на повърхността след отстраняване на оксидния слой, почистването трябва да се повтори.
Процесът на охлаждане има същите изисквания, както при използването на метода на дупето. Всяка промяна в позицията на тръбата през този период може да бъде фатална за заваряването. Електрофузионното заваряване се извършва с помощта на фитинги, при които в производството се полагат метални спирални спирали.
За да започнете процеса, трябва да инсталирате фитинга на кръстовището и да го прикрепите към заваръчната машина, която ще извърши отоплението.По време на процеса на заваряване монтажният материал се разширява, осигурявайки необходимото налягане и достатъчно уплътняване. В края на работата захранването се изключва, а фитингът остава на кръстовището.
Още едно интересно метод за заваряване на полиетиленови тръби - гнездото. Това е най-малко популярната опция, която за разлика от описаните по-горе технологии може да се използва само за полагане на вътрешни комуникации. Това също е доста прост метод, технически много подобен на процеса на запояване на тръби от полипропилен.

Заваряване с гнездо може да се препоръча в помещения, където разположението на тръбопровода е сложно, пълно с наклони и завои. За извършване на операции от този тип се използва почти същият поялник, както при полипропиленовите конструкции, а настройките на оборудването не са много различни.
Как да готвите полиетилен?
Въз основа на информацията за характеристиките на заваръчните конструкции, изработени от полиетилен, можете да определите основните точки, които трябва да се вземат предвид при избора на подходящо оборудване:
- характеристики на тръбите: клас на полиетилен, диаметър, дебелина на стената и др .;
- характеристики на конфигурацията на тръбопровода;
- място за полагане на тръби (на закрито или на открито);
- приемлива степен на автоматизация на процесите;
- подходяща технология за заваряване и др.
За заваряване на задните тръби използвайте специално оборудване.
На разположение на майсторите има устройства, с които можете да извършвате заваряване в ръчен, автоматичен и полуавтоматичен режим. Най-лесният начин да овладеете работата на ръчно устройство, но той е предназначен само за тръби с малък диаметър.

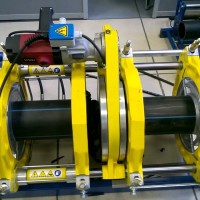
Параметрите ще трябва да се определят от таблиците. Точността на заваряване на ръчно оборудване не винаги е достатъчно висока за успешна работа с този тип единици, изисква се известен опит. Полуавтоматичните устройства са много по-удобни, те са оборудвани с хидравлика: станция и централизатор, което значително опростява манипулацията.

Тези устройства се използват за свързване на тръби с по-голям диаметър, отколкото при работа с ръчно оборудване. Въпреки че движението на елементите на устройството се автоматизира с помощта на хидравлични устройства, параметрите на заваряване все още трябва да се определят в съответствие с таблиците.

Тук процесът се контролира изцяло от компютърния процесор. Съветникът трябва само да въведе необходимите параметри, например материалът, от който е направена тръбата, диаметърът на конструкцията, SDR и т.н.
Когато използвате таблици, заварчиците работят с концепции като:
- дебелина на стената на тръбата;
- работна температура на нагревателя;
- диаметър на конструкцията;
- крайно време за отопление;
- размер на бор;
- налягане на заваряване и предварително загряване;
- време за отопление и настройка;
- време за създаване на натиск на етапа на уреждане на структурата;
- време за охлаждане.
Температурата на нагревателя зависи главно от характеристиките на материала, от който са направени тръбите. За определяне на този параметър се използват не само таблици, но и графики.
Висококачественото оборудване за челно заваряване на швейцарския производител „Георг Фишер”. Асортиментът е много разнообразен, характеризира се с европейско качество и оправдано висока цена. Сравнително евтини са моделите за линейки KL Line и Weld Line.
Те ви позволяват да готвите дизайни с диаметър 630 мм или по-малък, се характеризират с опростен дизайн, осигуряващ повишена надеждност на устройството. Подходящ за монтаж на водопроводи и канализация, вкл. и налягане.
Заваръчните машини GF Line от същия производител имат по-сложно устройство и са по-скъпи. Това са автоматични устройства, използващи SUVI технология. Такива единици често се използват при полагане на газопроводи, те са подходящи за работа с тръби с диаметър 160-1200 мм.
За електрофузионно заваряване могат да се използват и устройства, които автоматизират процеса в различна степен. Качеството на заваряването зависи не само от вида на апаратурата, но и от качеството на нейното изпълнение, както и от условията на работа.
Професионалните тръбни слоеве предпочитат да използват единици за работа. Те са оборудвани със скенер, който сканира баркода, предоставен от производителя на тръбата.

Той криптира пълен блок информация за характеристиките на този материал. След сканиране ще бъдат зададени всички необходими настройки. Ако тръбите са чисти и подготвени, можете веднага да започнете запояване. Добрите устройства за електрофузионно заваряване не само контролират всеки етап от заваръчните работи, но и дават предупреждение в случай на грешка.
При избора на типа апаратура трябва да се има предвид следната характеристика на заваръчното оборудване. Термисторните устройства са подходящи за работа с тръби с почти всеки диаметър, тъй като отоплението се извършва чрез съединител с подходящ размер. Но устройства за челно заваряване трябва да се вземат за определен диаметър на конструкцията.

Освен това термисторните устройства за заваряване имат много разумна цена в сравнение с аналозите за челно заваряване. Но трябва да се помни, че когато се използват, електро-съединителите ще трябва да плащат отделно. При тръбите с малки диаметри съединителите не са толкова скъпи, но при работа с големи конструкции разликата в цената може да стане забележима.
Факт е, че полиетиленовите тръби с малък диаметър (110 мм и по-малко) се доставят на гнезда. По този начин може да се получи безпроблемна и гъвкава комуникация с дължина до 200 метра.
За инсталирането на такъв дизайн ще е необходим минимален брой конектори. Но когато става въпрос за тръби с диаметър повече от 110 мм, купувачът не е снабден с гнезда, а парчета с дължина само 12 мм или по-малка.

Очевидно е, че за монтирането на такъв тръбопровод ще са необходими значителен брой електрически съединители, за да се свържат много 12-метрови секции. Електрофузионното заваряване е компактно по размер.
Ако работата трябва да се извърши в тесни условия, тази опция може да стане единствената възможна. Минималният диаметър на конструкциите, използващи електрофузионно заваряване, също може да бъде почти всичко, като се започне от 20 мм.
Трябва да се обърне внимание и на възможността за ремонт на тръбопровода, ако възникне такава необходимост. Дори геоложките характеристики на сайта, където се прави отметката, са уместни канализационен тръбопровод или водни линии. Например, в сеизмично опасни зони, челно заваряване е неприемливо, методът на термистора е задължителен за употреба.
Когато избирате оборудване за заваряване, трябва да обърнете голямо внимание на въпроси като наличието на гаранционни задължения, достъп до следпродажбено обслужване, възможността за редовно сертифициране на устройството и др. Един надежден продавач трябва да има разрешителни за оборудване, което обикновено се произвежда в чужбина.
Изводи и полезно видео по темата
Сравнение и полезни съвети за избор на заваръчни машини:
Това видео демонстрира стъпка по стъпка процеса на сглобяване на заварчик за pp тръби със собствените си ръце:
Изборът на подходяща заваръчна машина за тръби от полиетилен не е толкова труден. По-добре е да се даде предпочитание на продукти на известни производители в приемлива ценова категория. С прецизно придържане към технологията на заваряване може да се получи надеждна връзка.
Разкажете ни как сте избрали заваръчна машина за сглобяване на полимерен тръбопровод у дома или в страната. Споделете аргументите, които определят вашия избор. Моля, оставете коментари в блока по-долу, публикувайте снимка по темата на статията, задавайте въпроси.
 Как се извършва заваръчно заваряване на полиетиленови тръби: инструктаж за работата
Как се извършва заваръчно заваряване на полиетиленови тръби: инструктаж за работата  Температура на запояване на полипропиленови тръби: основните етапи на самозаваряване + таблица на стойностите
Температура на запояване на полипропиленови тръби: основните етапи на самозаваряване + таблица на стойностите  Газова горелка за спояване на медни тръби: основните видове горелки + съвети за потенциални купувачи
Газова горелка за спояване на медни тръби: основните видове горелки + съвети за потенциални купувачи  Електрическо заваряване за начинаещи: нюансите на заваряване и анализ на основните грешки
Електрическо заваряване за начинаещи: нюансите на заваряване и анализ на основните грешки  Как да готвите вертикални и хоризонтални шевове с електрическо заваряване: инструкции стъпка по стъпка
Как да готвите вертикални и хоризонтални шевове с електрическо заваряване: инструкции стъпка по стъпка  Колко струва свързването на газ към частна къща: цената на организирането на доставката на газ
Колко струва свързването на газ към частна къща: цената на организирането на доставката на газ  Най-добрите перални машини със сушилня: рейтинг на модела и съвети на клиентите
Най-добрите перални машини със сушилня: рейтинг на модела и съвети на клиентите  Каква е цветната температура на светлината и нюансите на избора на температурата на лампите според вашите нужди
Каква е цветната температура на светлината и нюансите на избора на температурата на лампите според вашите нужди  Подмяна на гейзер в апартамент: подмяна на документи и основни норми и изисквания
Подмяна на гейзер в апартамент: подмяна на документи и основни норми и изисквания {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Можете ли да кажете нещо за заваръчната машина за тръби PE Prova? Те предложиха за подозрително малко пари. Съмнявам се дали да го взема.