Hàn ống polyethylen: so sánh các phương pháp + hướng dẫn lắp đặt

Để lắp ráp hệ thống dây điện từ ống polyetylen (PE), cần có một số kỹ năng nhất định trong việc hàn và kết nối với các phụ kiện. Đối với công việc này, thiết bị được sử dụng để lắp đặt đường ống polypropylen cũng phù hợp.
Hàn ống polyethylen được thực hiện bởi các thiết bị đặc biệt và đòi hỏi kiến thức nhất định, mà chúng ta sẽ nói về bài viết này. Chúng tôi sẽ xem xét chi tiết các tính năng của thiết bị chuẩn bị cho quá trình hàn, chúng tôi sẽ đưa ra khuyến nghị cho việc thực hiện một mối hàn chất lượng cao. Chúng tôi cũng xem xét các lựa chọn khác nhau cho ống hàn làm bằng polyetylen.
Nội dung của bài viết:
Chuẩn bị thiết bị hàn
Đối với mỗi loại hàn, thiết bị khác nhau được sử dụng. Thật vô nghĩa khi mua nó để lắp ráp thông tin liên lạc một lần bằng phương pháp hàn và hàn điện, bởi vì chi phí của bộ dụng cụ là vài nghìn đô la. Tốt hơn là sử dụng dịch vụ của các công ty bên thứ ba hoặc thuê thiết bị.
Thiết bị hàn đã qua sử dụng
Thiết bị hàn ổ cắm có giá từ 100-200 USD, vì vậy câu hỏi mua máy hàn mọi người tự quyết định
Bộ thiết bị tiêu chuẩn để hàn mông ống polyetylen bao gồm:
- Trung tâm. Đây là một chiếc giường với 4 kẹp kim loại cho đường ống, hai trong số đó có thể di chuyển được và hai cái được cố định chắc chắn vào đế.
- Cắt tỉa. Nó là một thiết bị đĩa riêng biệt để cắt tỉa cơ học chính xác các đầu của ống hàn. Thiết bị được gắn vào các hướng dẫn của máy hàn.
- Gương sưởi. Nó là một tấm tròn được tráng bằng Teflon, mà các khớp của ống để nấu chảy PE được ép. Có một nhiệt kế tích hợp.
- Ổ đĩa thủy lực hoặc cơ khí. Thiết bị để điều chỉnh lực áp lực của đường ống khi chúng được làm nóng và sau đó được kết nối.
- Lớp lót giảm. Đây là một bộ các nửa vòng có thể hoán đổi cho nhau để cố định các đường ống có đường kính khác nhau.
- Bộ điều khiển. Bao gồm trong bộ dụng cụ thiết bị với tự động hóa của quá trình hàn.
Trong thực tế, một bộ thiết bị là một thiết bị độc lập thực hiện các chức năng nhất định ở các giai đoạn khác nhau của quá trình hàn. Chúng có thể được thiết kế để hàn hoàn toàn bằng tay hoặc để kết nối các đường ống ở chế độ hoàn toàn tự động.
Để lắp đặt các mối nối electrofusion, một máy hàn thích hợp với máy quét mã vạch tích hợp được sử dụng. Không có thiết bị bổ sung được yêu cầu cho quá trình này.

Đối với hàn ổ cắm, sẽ cần phải mua một bộ như vậy:
- máy hàn điện;
- kéo cắt ống;
- đứng;
- hiệu chuẩn và vát;
- vòi để sưởi ấm các yếu tố kết nối.
Ngoài các thiết bị được chỉ định, để lắp đặt đường ống, cũng có thể cần các công cụ kinh doanh chung: cờ lê có thể điều chỉnh, thước dây, bút đánh dấu và các công cụ khác.
Chuẩn bị cho quá trình hàn
Một yếu tố quan trọng trong việc hàn các đường ống chất lượng cao từ HDPE là sự chuẩn bị sơ bộ của chúng. Các thao tác cần thiết để tạo thành một mối hàn tốt sẽ được trình bày dưới dạng hướng dẫn.
Ngay trước khi làm nóng các bộ phận hàn, bạn cần:
- Đảm bảo rằng vật liệu và dấu của các bộ phận hàn là giống hệt nhau.
- Để xóa và làm giảm các khớp của các sản phẩm được kết nối.
- Trung tâm các đường ống và sửa chữa chúng chắc chắn.
- Cắt các lát cho đến khi một băng liên tục được hình thành trong hai chu vi ống.
Rốt cuộc, cần phải làm sạch các cạnh của các bộ phận được kết nối từ chip.

Sau khi chuẩn bị cẩn thận các ống và phụ kiện bằng polyetylen để hàn, bạn có thể chắc chắn rằng một đường may chất lượng cao được đảm bảo một nửa.
Phương pháp hàn cho ống PE
Polyethylen áp suất thấp công nghiệp (HDPE) là vật liệu nhiệt dẻo có đặc tính không thay đổi trong các chu kỳ làm nóng - làm mát. Do đó, nó hoàn toàn phù hợp cho việc lắp đặt đường ống trong nước và công nghiệp.
Việc kết nối các ống và phụ kiện PND riêng lẻ với nhau xảy ra bằng cách sử dụng các kết nối ren có thể tháo rời hoặc các phương pháp hàn sau:
- hình chuông;
- điện phân;
- mông.
Các ống có độ dày thành lên tới 4,5 mm (đường kính lên tới 50-110 mm) được hàn theo hai cách đầu tiên, và đối với các ống có thành dày hơn, phương pháp hàn mông không khớp được sử dụng.

Tùy chọn # 1 - chế độ hàn mông
Trong quá trình hàn mông, điều quan trọng là phải kiểm soát các thông số quan trọng: nhiệt độ dụng cụ và nhựa, lực kẹp và thời gian hoạt động. Trong trường hợp không có cảm biến của các giá trị này, không có khả năng có thể có được một đường may chất lượng cao một cách ổn định.
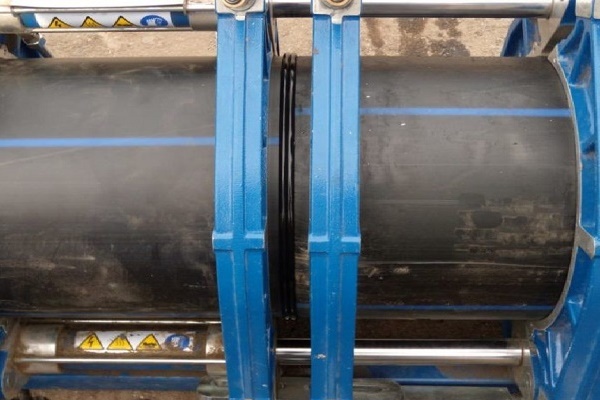
Tốt hơn là xem xét các hướng dẫn từng bước để hàn mông ống polyethylen với ví dụ về thiết bị bán tự động với một ổ đĩa thủy lực.
Hàn mông được thực hiện nếu độ dày thành ống polyetylen không vượt quá 5 mm và đường kính của nó không vượt quá 50 cm. Công nghệ bao gồm một số bước tiêu chuẩn:
Bước # 1 - làm nóng các khớp
Sau khi xử lý các đầu của ống, gương hàn được nung nóng đến nhiệt độ 200-230 độ và được đặt ở giữa bộ trung tâm. Sau đó, bằng cách sử dụng một ổ đĩa thủy lực, các cạnh của ống nhựa HDPE được ép chặt với nó với lực từ 4 - 6 kg / cm2.
Sau khi tiếp cận kích thước của burr đến các giá trị tối thiểu cho phép, lực được giảm xuống 0,2-0,5 kg / cm2 và nhựa được tiếp tục được nung nóng trong toàn bộ thời gian tiêu chuẩn. Hàn được cho phép ở nhiệt độ từ 15 sương đến 45 nhiệt, nhưng trong điều kiện lạnh, thời gian gia nhiệt có thể tăng lên.

Bước # 2 - kết nối đường ống
Sau khi gia nhiệt và nung chảy PND cần thiết tại các khớp, các ống được thủy lực, gương được loại bỏ và các bề mặt hàn được ép lại với nhau với lực 1-3 kg / cm2. Kích thước của burr được theo dõi trực quan, và do đó áp suất có thể thay đổi.

Bước # 3 - làm mát và kiểm tra
Các ống tiếp tục được ép vào nhau cho đến khi kết nối được làm mát hoàn toàn.Sau khi loại bỏ lực từ ổ đĩa thủy lực, các đường ống được tháo ra khỏi kẹp của bộ trung tâm, và tình trạng của mối hàn và burr được đánh giá. Nếu các thông số của chúng là bình thường, thì đường ống đã sẵn sàng để hoạt động.
Lựa chọn số 2 - hàn ổ cắm của ống nhựa HDPE
Sau khi cắt sơ bộ và chuẩn bị các ống và bộ phận bằng nhựa HDPE, bạn có thể bắt đầu hàn ổ cắm của chúng. Quá trình sẽ được xem xét như một hướng dẫn từng bước.
Bước # 1: chuẩn bị hàn sắt
Nhiệt độ tối ưu để hàn ống polyethylen dao động từ 210 ° C, do đó, chỉ hàn bàn ủi có sưởi có thể điều chỉnh là phù hợp. Trước khi kết nối với mạng, cần phải quấn các vòi phun hai mặt đặc biệt (tay áo và trục gá) trên bàn ủi và đặt bàn ủi hàn lên giá đỡ hình chữ thập.

Khi đạt đến nhiệt độ cài đặt, đèn tín hiệu (thường là màu xanh lá cây) sẽ sáng trên nó.
Bước # 2: làm nóng các bộ phận
An toàn hơn khi đeo găng tay khi làm việc với đường ống nóng. Để làm nóng các bộ phận, cần phải đồng thời kéo một phần được kết nối vào trục gá, sau đó chèn phần thứ hai vào ống bọc kim loại.

Để duy trì độ sâu của kết nối, bạn có thể đánh dấu trước bằng một điểm đánh dấu tương ứng trên đường ống, sau đó điều hướng nó khi lắp các sản phẩm được làm nóng.

Trên đây là một bảng với các khung thời gian gần đúng để sưởi ấm, lắp ghép và làm mát ống, cũng như độ sâu của việc chèn vào ổ cắm. Ở nhiệt độ âm, thời gian gia nhiệt của vật liệu có thể tăng thêm 1-2 giây.
Bước # 4: kết nối các bộ phận
Sau khi làm nóng, sản phẩm phải được ngắt đồng thời khỏi các vòi và với chuyển động trực tiếp mạnh, đi vào đường ống vào ổ cắm đến đường được đánh dấu. Không thể xoắn các bộ phận liên quan đến nhau. 5-10 giây sau khi tham gia, bất kỳ chuyển động nào cũng có thể dẫn đến giảm mạnh sức mạnh của khớp.

Sau khi làm mát, nên kiểm tra đường may bên trong đã hình thành xem có bị võng làm tắc ống dẫn của ống không. Nếu nó bị thu hẹp, tốt hơn là hàn lại kết nối để tránh sụt áp trong hệ thống.
Lựa chọn số 3 - hàn điện bằng polyetylen
Hàn ống polyetylen bằng cách sử dụng khớp nối electrofusion là cách dễ nhất và nhanh nhất. Các phụ kiện bằng nhựa có một vòng xoắn kim loại tích hợp, làm nóng độc lập các bề mặt được kết nối và làm tan chảy PE.
Với phương pháp này, bạn phải chi thêm tiền cho khớp nối điện, chi phí bắt đầu bằng 3-4 đô la mỗi mảnh. Do đó, hàn như vậy chỉ được sử dụng ở những nơi không có phương pháp mông và ổ cắm. Ưu điểm của phương pháp electrofusion là khả năng kết nối các đường ống có độ dày từ 4,5 mm trở xuống.
Các giai đoạn chính của hàn:
- Làm sạch và gia công các đầu nối và ống.
- Định tâm và chèn ống vào khớp nối electrofusion.
- Kết nối khớp nối với các tiếp điểm điện của máy hàn đặc biệt, làm nóng kết nối.
Giai đoạn cuối cùng là mất điện và ống làm mát.

Có một mã vạch trên các khớp nối điện với các thông số được mã hóa cho thời gian gia nhiệt, dòng điện và điện áp.Nó được đọc bởi máy quét của máy hàn, sau đó thực hiện quá trình hàn ở chế độ tự động. Sản phẩm được hàn chặt và an toàn trên một diện tích lớn.
Hàn mông đúng
Việc thực hiện đúng tất cả các hướng dẫn hàn có thể được đánh giá bằng sự xuất hiện cuối cùng của hợp chất polyetylen. Trong trường hợp hình thành đường may sai và có nguy cơ rò rỉ cao trong quá trình hoạt động tiếp theo, tốt hơn là cắt kết nối xung quanh các cạnh và hàn một đường nối mới.
Trong một đường may được thực hiện chính xác, kích thước của trục lăn phải tương ứng với các giá trị tiêu chuẩn.

Có các yêu cầu bổ sung cho các tham số của các con lăn:
- Đối xứng và đồng đều xung quanh toàn bộ chu vi của khớp.
- Sự dịch chuyển của các bức tường của các đường ống trong mặt phẳng xuyên tâm không được quá 10% độ dày của chúng.
- Màu của các con lăn phải giống hệt với màu của đường ống.
- Các lỗ rỗng giữa các tấm lưới không nên đi sâu hơn mức độ của bề mặt bên ngoài của đường ống.
Và tất nhiên, sự hiện diện của các vết nứt và lỗ chân lông được loại bỏ hoàn toàn.


Nguyên nhân của sự bất đối xứng của các con lăn xung quanh chu vi có thể là phay sơ bộ kém hoặc vị trí của miter ở một góc với đường ống.
Hướng dẫn lắp đặt ống polyetylen
Để kết nối ống polyetylen với các yếu tố cấp nước, có thể sử dụng các kết nối sau:
- một mảnh;
- có thể tháo rời.
Mối nối một mảnh có được bằng cách hàn các ống với nhau hoặc đến các phụ kiện hàn đặc biệt. Phương pháp này rẻ, nhưng các thiết kế kết quả thường cồng kềnh. Việc sử dụng các kết nối một mảnh là hợp lý khi lắp đặt đường ống nước cố định.
Để lắp ráp các hệ thống tạm thời từ ống polyethylen, cũng như khi không có thiết bị hàn, có thể sử dụng các phụ kiện nén có ren, việc lắp đặt sẽ được thảo luận sau.
Kết nối ống để phù hợp nén
Phụ kiện nén đắt hơn các mô hình hàn, nhưng chúng có thể thu gọn và dễ vận hành. Các khuyến nghị cho việc cài đặt của chúng được thảo luận trong các hướng dẫn từng bước sau đây.
Bước một - Kiểm tra và cắt tỉa ngoại thất
Việc lắp ráp hệ thống từ ống polyetylen và khớp nối bằng nhựa nén bắt đầu bằng việc kiểm tra các vết nứt và vết xước sâu. Tốt hơn là cắt bỏ phần ống bị lỗi ngay lập tức.
Bạn có thể cắt một ống nhựa bằng dao và dao cắt ống đặc biệt. Kết quả phải là một đường cắt vuông góc hoàn hảo không có móc và sóng. Để loại bỏ các cạnh không đều, bạn có thể mua một tông đơ thủ công.

Bước hai - Đưa phụ kiện lên ống
Đầu tiên, một đai ốc kẹp được đặt trên vòi, sau đó là một cái kẹp, sau đó là một vòng kẹp và cuối cùng là một miếng đệm cao su được kéo.

Phần cuối của ống được chèn toàn bộ vào thân máy và các bộ phận được đeo trên ống được đẩy vào ren.Sau đó, đai ốc kẹp chặt bằng tay. Nếu bạn có khóa chuỗi, bạn có thể thắt chặt kết nối với chúng.
Nó không đáng để vội vã để thắt chặt đai ốc kẹp - nó có thể nghiêng. Với một khóa học chặt chẽ, tốt hơn là nên thư giãn kết nối một lần nữa và lặp lại quá trình lắp ráp.
Sau khi lắp, cần kiểm tra độ kín của kết nối. Trong trường hợp rò rỉ, bạn có thể dễ dàng xoắn đai ốc bằng cách điều chỉnh các yếu tố cấu trúc.
Chèn yên vào đường ống
Nếu bạn cần làm một nhánh từ một ống polyetylen, không cần thiết phải mua một tee. Nó sẽ đủ để khoan một lỗ trên đó và đặt yên. Làm thế nào để làm điều này sẽ được thảo luận trong một hướng dẫn từng bước.
Bước một - Chuẩn bị
Ban đầu, bạn cần kiểm tra các sản phẩm được kết nối xem có vết trầy xước và vết nứt và lau bề mặt của chúng bằng một miếng vải ẩm.
Bước hai - Kẹp hội
Đặt cả hai phần của kẹp trên đường ống, siết chặt các đai ốc của nó bằng cờ lê. Mục đích của thủ tục là cố định chắc chắn yên xe.

Bước ba - Khoan
Đánh dấu một điểm ở giữa lỗ yên và đánh dấu dải ở các cạnh của khớp nối bằng bút đánh dấu để ghi nhớ vị trí của nó. Tháo yên xe và tháo các bộ phận của nó. Khoan một ống polyetylen ở nơi dự định sử dụng một mũi khoan có đường kính yêu cầu.

Bước bốn - Lắp ráp yên xe
Làm sạch bên trong ống PE khỏi phoi và loại bỏ bất kỳ móc nào khỏi các cạnh của lỗ khoan. Theo các dấu được vẽ trước đó, gắn các bộ phận của ống nối với ống và siết chặt các đai ốc cố định.

Khi vặn một đường ống hoặc lắp vào một y tá, bạn có thể quấn nhiều lớp băng keo.
Một phần của yên với ổ cắm có thể có một rãnh cho vòng đệm cao su ở phía ống. Do đó, với sự có mặt của chất trám kín, cần phải đặt nó giữa ống và ống nối.
Nếu bạn cần uốn cong đường ống trong một phần nhất định của đường ống, chúng tôi khuyên bạn nên làm điều này theo hướng dẫn, đưa ra ở đây.
Kết luận và video hữu ích về chủ đề này
Các video được đề xuất sẽ thể hiện rõ ràng tất cả các loại hàn ống HDPE, cũng như làm quen với quá trình lắp ráp một phụ kiện nén và yên xe.
Hàn ổ cắm của ống polyethylen:
Quy trình hàn điện tử:
Hàn mông ống PND bằng thiết bị bán tự động với một ổ thủy lực:
Lắp đặt trên đường ống nén:
Lắp đặt yên trên ống nhựa HDPE:
Việc lắp đặt ống nước polyetylen độc lập đòi hỏi một số kiến thức và kỹ năng, nhưng nó hoàn toàn khả thi theo các quy tắc trên. Trong trường hợp không có thiết bị đặc biệt, có thể lắp ráp một hệ thống cấp nước mà không cần dụng cụ nào cả, chỉ sử dụng các phụ kiện nén.
Có nhiều tùy chọn gắn kết, nhưng bạn cần sử dụng một tùy chọn sẽ cung cấp kết quả với chi phí tài chính tối thiểu.
Xác định cách tốt nhất để hàn polyetylen và muốn làm rõ một số điểm? Hãy đặt câu hỏi của bạn cho các chuyên gia của chúng tôi - chúng tôi sẽ cố gắng giúp bạn.
Hoặc có thể bạn muốn chia sẻ kinh nghiệm cá nhân cài đặt polyetylen tại nhà? Viết bình luận của bạn, thêm hình ảnh độc đáo - thông tin của bạn sẽ hữu ích cho nhiều người mới bắt đầu.
 Kẹp ống: Tổng quan về loài và hướng dẫn cài đặt
Kẹp ống: Tổng quan về loài và hướng dẫn cài đặt  Chúng tôi làm một hộp cho đường ống trong phòng tắm: hướng dẫn cài đặt từng bước
Chúng tôi làm một hộp cho đường ống trong phòng tắm: hướng dẫn cài đặt từng bước  Tự lắp đặt ống nhựa HDPE: hướng dẫn hàn + cách uốn hoặc làm thẳng ống như vậy
Tự lắp đặt ống nhựa HDPE: hướng dẫn hàn + cách uốn hoặc làm thẳng ống như vậy  Công nghệ hàn DIY cho ống polypropylen: tổng quan về phương pháp và sắc thái
Công nghệ hàn DIY cho ống polypropylen: tổng quan về phương pháp và sắc thái  Kết nối ống đồng: hướng dẫn và so sánh các công nghệ lắp đặt khác nhau
Kết nối ống đồng: hướng dẫn và so sánh các công nghệ lắp đặt khác nhau  Màn hình làm bằng ống nhựa: các loại phân vùng + hướng dẫn sản xuất từng bước
Màn hình làm bằng ống nhựa: các loại phân vùng + hướng dẫn sản xuất từng bước  Chi phí bao nhiêu để kết nối gas với nhà riêng: giá tổ chức cung cấp gas
Chi phí bao nhiêu để kết nối gas với nhà riêng: giá tổ chức cung cấp gas  Các máy giặt tốt nhất với máy sấy: đánh giá mô hình và lời khuyên của khách hàng
Các máy giặt tốt nhất với máy sấy: đánh giá mô hình và lời khuyên của khách hàng  Nhiệt độ màu của ánh sáng là gì và sắc thái của việc chọn nhiệt độ của đèn phù hợp với nhu cầu của bạn
Nhiệt độ màu của ánh sáng là gì và sắc thái của việc chọn nhiệt độ của đèn phù hợp với nhu cầu của bạn  Thay thế một mạch nước phun trong căn hộ: giấy tờ thay thế + các chỉ tiêu và yêu cầu cơ bản
Thay thế một mạch nước phun trong căn hộ: giấy tờ thay thế + các chỉ tiêu và yêu cầu cơ bản {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Tất nhiên, ống nhựa để cấp nước và sưởi ấm rất tiện lợi và bất kỳ người đàn ông nào có bàn tay thực sự có thể cài đặt chúng. Nhưng tại sao không ai nói về các biện pháp an toàn khi hàn các ống này, rằng chỉ thủy ngân với chì có thể gây hại nhiều hơn so với hơi nhựa âm ỉ.
Hãy chắc chắn sử dụng mặt nạ phòng độc, thông gió phòng. Thú cưng, đặc biệt là trẻ em và động vật (ở đây chúng tôi đang nói về trọng lượng cơ thể) được gửi đến thăm cho thời gian sửa chữa.
Nhựa làm cho cuộc sống dễ dàng hơn trong nhiều lĩnh vực - nhưng nó cũng giết chết chúng ta ... Hãy chăm sóc bản thân!
Xin chào, Elina, tôi hiểu mối quan tâm của bạn và do đó tôi muốn tiết lộ chi tiết hơn những điểm chính liên quan đến an toàn. Trước hết, bạn cần hiểu rằng nghề thợ hàn ống polyethylen là một nghề có nguy cơ gia tăng.
Nhưng hãy nhìn vào điểm cho những công dân bình thường:
- cần phải đảm bảo thông gió bình thường trong phòng nơi ống polyethylen sẽ được hàn;
- bạn cần phải làm việc trong quần áo đặc biệt;
- sử dụng găng tay bảo vệ đặc biệt;
- sử dụng mặt nạ phòng độc;
- nghỉ giải lao trong công việc để ra ngoài hít thở không khí trong lành.
Nếu bạn quan sát những điểm này, quá trình hàn của ống polyetylen sẽ không liên quan đến tác hại đối với cơ thể.