Bakır boruların lehimlenmesi: işin adım adım analizi ve pratik örnekler

Ev ustaları, sadece aile bütçesini korumakla kalmayıp aynı zamanda kalite sonucundan kesinlikle emin olmalarını sağlayan kendi başlarına inşaat ve onarım çalışmaları yapmaya çalışırlar. Bu nedenle, bakır boru lehimleme gibi yeni yöntem ve teknolojilere hakim olmaları gerekir.
Bakır borulardan iletişimleri nasıl monte edeceğinizi ve bağlayacağınızı anlatacağız. Burada, sanatçının hangi sarf malzemelerine ve araçlara ihtiyacı olacağını öğreneceksiniz. Faydalı beceriler, günlük hayatta bile, mükemmel operasyonel özelliklere sahip boru hatlarını bağımsız olarak monte etmeyi mümkün kılacaktır.
Makalenin içeriği:
Bakır Lehimleme: Neden Öğrenmelisiniz
Bakır boru hatları pratikte nadiren kullanılır. Bunun nedeni oldukça yüksek malzeme maliyetidir. Ancak, bakır boru hatları haklı olarak en iyisi olarak kabul edilir.
Bu metal, ısı direnci, esneklik ve dayanıklılık bakımından diğer tüm malzemeleri aşar. Bakır boruların ısıtılması Montajdan sonra, betona dökülebilir, duvarlara gizlenebilir vb. Operasyon sırasında onlara hiçbir şey olmayacak.

Isıtma veya su temini için bir malzeme seçerken bu dikkate alınmalıdır. Uzun süreli operasyona dayanarak, daha yüksek maliyetler tamamen telafi edilir. Bakırın sahip olduğu mükemmel performansa ek olarak, kurulumu oldukça kolaydır. Lehimlemedeki zorluklar hakkındaki “Korkunç Masallar” çoğu zaman abartılıdır.
Bakır lehim için yeterince basittir. Yüzeyi agresif temizlik maddelerinin kullanılmasını gerektirmez.Birçok düşük erime noktalı metal, lehim seçimini basitleştiren yüksek yapışma özelliğine sahiptir.
Metal eritme sırasında oksijenle şiddetli reaksiyonlar meydana gelmediğinden pahalı bakır akılara gerek yoktur. Lehimleme işleminde boru deforme olmaz, şekli ve boyutları değişmeden kalır. Ortaya çıkan dikiş gerekirse sıkıştırılabilir.
Bakır parçaları lehimleme yolları
Lehim, bakır parçaların birleştirilmesi için en iyi yöntem olarak kabul edilir. Çalışma sırasında, erimiş lehim, elemanlar arasında küçük bir boşluk doldurur ve güvenilir bir bağlantı oluşturur.
Bu tür bileşiklerin hazırlanması için iki yöntem en yaygın olanıdır. Bu yüksek sıcaklık ve düşük sıcaklık kılcal lehimlemedir. Birbirlerinden nasıl farklı olduklarına bakalım.
Yüksek Sıcaklık Özellikleri
Bu durumda, bakırdan eleman bağlama işlemi +450 dereceyi aşan bir sıcaklıkta gerçekleşir. Lehim, temeli oldukça refrakter metaller olan bileşikler: gümüş veya bakır.
Mekanik hasara ve yüksek sıcaklıklara dayanıklı, güçlü bir dikiş sağlarlar. Böyle bir bileşiğe katı denir.

Katı lehimleme adı verilen bir özellik, metalin tavlanmasıdır, bu da yumuşamasına yol açar. Bu nedenle, bakırın mukavemet özelliklerinin kaybını en aza indirmek için, bitmiş eklemi yapay olarak üfleme veya parçayı soğuk suya indirmeden sadece doğal olarak soğutmak gerekir.
12 ila 159 mm çapında borular için sağlam bir bağlantı kullanılır. Gaz borularını bağlamak için yüksek sıcaklıkta lehimleme kullanılır.
Sıhhi tesisatta, çapı 28 mm'yi aşan parçaların monolitik birleşmesi için su borularının montajı sürecinde kullanılır. Ek olarak, böyle bir bağlantı, borularda dolaşan sıvının sıcaklığının +120 dereceyi aşabileceği durumlarda kullanılır.
Isıtma sistemlerinin montajı için yüksek sıcaklıkta lehimleme de kullanılır. Avantajı, önceden sökülmeden önceden monte edilmiş bir sistemden bir çıkış düzenleme olasılığı olarak kabul edilir.
Detaylı olarak düşük sıcaklıkta lehimleme
Yumuşak veya düşük sıcaklıkta lehimleme, + 450 ° C'nin altındaki bir sıcaklığın kullanıldığı bakır parçaların bağlantısını ifade eder. Bu durumda, yumuşak eriyebilir metaller, örneğin kalay veya kurşun, lehim olarak seçilir.
Bu lehimleme ile oluşturulan dikişin genişliği 7 ila 50 mm arasında değişebilir. Elde edilen bileşik yumuşak olarak adlandırılır. Katıdan daha az dayanıklıdır, ancak bir takım önemli avantajları vardır.

Ana fark, lehimleme işlemi sırasında metal tavlamanın meydana gelmemesidir. Buna göre, gücü aynı kalır.
Ayrıca, düşük sıcaklıkta sert lehimleme sırasındaki sıcaklık, yüksek sıcaklıkta sert lehimleme sırasındaki sıcaklık kadar yüksek değildir. Bu nedenle, daha güvenli kabul edilir. Yumuşak eklemler olarak adlandırılan küçük çaplı boruları monte etmek için kullanılır: 6 ila 108 mm.
Sıhhi tesisat düşük sıcaklık bağlantılarında bakır borular Su şebekesi ve ısıtma ağlarının kurulumu için kullanılırlar, ancak içlerinde dolaşan sıvının sıcaklığının +130 dereceden az olması şartıyla. Gaz boru hatları için bu tip bir bağlantının kullanılması kesinlikle yasaktır.
Süreçte neler gerekiyor?
Yüksek kaliteli derzler yapmak için özel malzeme ve araçlara ihtiyacınız olacaktır. Her şeyden önce, parçaların önceden temizlenmiş yüzeyini işlemek için bir akı gereklidir. Oksitleri bazdan uzaklaştırır, erimiş lehimlerin sürülebilirliğini artırır ve yüzey gerilimini azaltır.
Buna ek olarak, ayrıca ihtiyacınız olacak bakır ile çalışmak için lehim. Yüksek sıcaklıkta kaynak için kurşun içermeyen bir malzeme seçilir. Ambalaj “kurşunsuz” veya “kurşunsuz” olarak etiketlenmelidir.
Düşük sıcaklıkta lehimleme için, içinde kalay, bakır, bizmut, gümüşün mevcut olabileceği düşük erime noktalı bir lehim seçilir. Lehim düşük sıcaklık tipi 3 mm tel şeklinde mevcuttur.

İş için araçlara ihtiyacınız olacak. Her şeyden önce, boru kesici. Bununla birlikte, istenen boyuttaki detayları kesmek mümkün olacak. Bakır olan yumuşak malzemenin sıkışmaması için yüksek kaliteli bir alet seçmek önemlidir.
Çapakların giderilmesi de bir pah gerektirir. Aksi takdirde, bir parçayı diğerine eklemek imkansız olacaktır. Boruların iç yüzeyini temizlemek için bir fırça veya fırça da kullanılır.

Bakır elementleri farklı aletler kullanarak ısıtmak. Çoğu zaman, düşük sıcaklıkta lehimleme için gaz yakıcıdar bir aleve sahip.
Bu durumda gaz ekipmanı, propan ve bütan karışımı olan bir silindirden veya saf bütanla çalışır. Böyle bir yakıt ikmali 3-4 yüz eklem için yeterlidir.
Cihaz verimli bir şekilde çalışır, brülör tarafından ısıtıldığında, boru birkaç saniye içinde ısınır. Yüksek sıcaklıkta lehimleme, propan-oksijen veya asetilen-hava gazı karışımları kullanılarak gerçekleştirilir.
Ek olarak, lehimleme, bakırdan yapılmış parçalarla çalışmak için tasarlanmış özel bir elektrikli havya kullanılarak yapılabilir. Cihaz hem sert hem de yumuşak lehim ile çalışabilir. Havya ağa bağlanır ve açık ateşle çalışmanın imkansız olduğu yerlerde kullanılır. Cihaz, kelepçe pensesi ve çıkarılabilir elektrotlarla donatılmıştır.
Boru hattının montajı için bu araçlara ek olarak, bir işaretleyici veya kalem, mezura, çekiç ve inşaat seviyesine ihtiyacınız olacaktır.
Lehimleme Teknolojisi
Alet ve malzemeleri hazırladıktan sonra lehimleme işlemine başlayabilirsiniz. Tüm işlemleri aşağıdaki sırayla gerçekleştiriyoruz:
Gerekli uzunluktaki kısmı kesin
Bakır boruları kesmek için çeşitli araçlar kullanılabilir. En sık kullanılan manuel boru kesici. Kesimi eşit yapmak için boruyu alete sadece dik olarak tutarız.
Parçayı silindir ve bıçak arasına sıkıştırıyoruz ve boru kesiciyi etrafında döndürüyoruz. Her devrimden sonra, ayar civatasını bir devrimin yaklaşık üçte biri kadar sıkmayı unutmayın. Bir boru kesici kullanırken, kesim eşit olacak, puanlama sadece borunun içinde görünecektir.

Ancak aynı zamanda, ürünün çapı hafifçe azalacaktır, bu istenmeyen bir durumdur. Demir testeresi ile keserseniz parçanın deformasyonunu önleyebilirsiniz. Ancak bu durumda, atılması gereken çok sayıda çapak ortaya çıkacak ve kesimin kesilmesini azaltmak için bir şablon kullanmanız gerekecektir.
Boru kesiminin ezilmesi veya ovalizasyonu, montaj boşluğunun boyutunu mutlaka değiştirecekleri için hoş olmayan sonuçlara yol açacaktır. Değeri 0.02-0.4 mm arasında olmalıdır. Boşluk daha azsa, lehim içine giremez. Boşluktaki bir artışla kılcal etki kendini gösteremez.
Kesim sonucunda, minimum kesim ile kesin silindirik uçlu bir parça elde edilmelidir. Çapakları parçadan çıkardığınızdan, iç yüzeyini bir fırça ile temizleyin ve yağdan arındırın. Benzer şekilde, borunun ikinci parçasını kırpıyoruz. Bir boru genişletici alırız ve bir çekiç yardımıyla ikinci borunun çapını arttırırız.

Parçaların birbirine nasıl oturduğunu kontrol ediyoruz, ortaya çıkan montaj boşluğunun boyutlarını kontrol ediyoruz. Norm ile tam olarak eşleşmelidir. İkinci kısmı temizler ve yağdan arındırırız. İşlem borunun tüm kesiti üzerinde gerçekleştirilir, bağlantı uzunluğunun parçanın çapına eşit olması gerektiğini unutmayın.
Borunun yüzeyine akı uygulayın
Teknoloji kurallarına göre bakır boru lehimleme, parçalara bir akı tabakası uygulayın. Kompozisyonu alıyoruz ve bir fırça ile, borunun dış yüzeyine, bağlantı içinde olacak şekilde hafifçe uygulayın.
Operasyonu çok dikkatli yapıyoruz.Minimum miktarda çözümü toplamaya ve tamamen parçaya dağıtmaya çalışıyoruz. Aşırı akı yüzeyde kalmamalıdır.
Lehimlemeden önce parçaları bağlarız
Akı parçalara uygulandıktan sonra bağlanmalıdır. Bu, kirlenme parçacıklarının nemli bir yüzeye çıkmaması için yeterince hızlı yapılmalıdır. Eğer bir fiting veya zil ile çalışırsak, elemanların tam bağlantısını yaparız.
Bunu yapmak için onları sonuna kadar döndürün. Dönme işleminde, parçalar sadece yerine oturmakla kalmaz, aynı zamanda akı montaj boşluğu boyunca mümkün olduğunca eşit olarak dağıtılır.

Agresif bir kimyasal bileşim olduğu için akıların parçalar üzerinde bırakılması yasaktır.
Bir musluğu bir sıkıştırma halkasına dayalı bir fitingle lehimleme aşağıdaki sırayla gerçekleştirilir:
Düşük sıcaklıkta lehimlemede bileşik oluşumu
Yumuşak bir bağlantı yaparken eriyebilir lehim ve düşük sıcaklıkta akı zorunludur. Isıtma için, hava ile propan veya bütan ve hava ile propan karışımı ile doldurulmuş standart veya küçük bir gaz brülörü alabilirsiniz. Özel bir elektrikli havya alabilirsiniz.
Brülörü alıyoruz, açıyoruz ve alevi boru bağlantısına yönlendiriyoruz. Alev ve parça arasındaki temas noktası sürekli hareket ettirilmelidir. Bu, elemanların eşit olarak ısıtılması için gereklidir. Lehim alıyoruz ve zaman zaman montaj boşluğu ile dokunuyoruz. Yeterli ısıtma ile lehim erimeye başlar.

Bu olur olmaz, lehim kılcal boşluğu tamamen doldurmasına izin vermek için brülörü bir kenara alırız. Lehim henüz erimeye başlamamışsa, ısıtmaya devam edin. Düşük sıcaklıkta lehimlemenin bir özelliği, lehimin özel olarak ısıtılmamasıdır. Bileşiğin ısıtılmış elemanlarının ısısından eriyecektir.
Lehim kılcal boşluğu tamamen doldurduktan sonra, tercihen doğal koşullarda soğumaya bırakılmalıdır. Ortaya çıkan yumuşak eklemin düşük bir mukavemete sahip olduğu unutulmamalıdır, bu nedenle sıcak formda dokunmak yasaktır.
Bir başka önemli nokta. Lehimleme işleminde bakırın aşırı ısınmaması son derece önemlidir. Aksi takdirde, metal üzerinde biriken akı çökecek ve buna göre, bileşiğin kalitesini keskin bir şekilde olumsuz etkileyecek olan oksitleri çözüp çıkaramayacaktır.
Bu nedenle, lehim tozu ile akı kullanılması tavsiye edilir. Parçanın sıcaklığı lehimi ısıtmak için yeterli olduğunda, toz eriyecek ve eriyik damlacıklarının akının içinde nasıl parladığı görülecektir.
Alevin herhangi bir nedenle kullanılması kabul edilemezse, elektrikle çalışan lehimleme cihazları kullanılır. Bu ekipman bir dizi güç kaynağı, elektrikli maşa ve bir havyadır.
Bileşiğin bir havya ile ısıtılması ve müteakiben oluşturulması için prosedür, yukarıda tarif edilenden farklı değildir. Tek uyarı: Parçaları bir brülörle ısıtmaktan tamamen ısıtmak daha az zaman alabilir.
Yüksek sıcaklık tipini lehimlerken dikiş oluşumu
Bu lehimleme işleminde, parçaları ısıtmak için bir gaz brülörü de kullanılır. Propanın oksijen ile karışımı veya hava ile asetilen karışımı ile doldurulur. Asetilen-oksijen karışımı kullanmak mümkündür.
Ustalar parçaları eşit ve hızlı bir şekilde ısıtmanızı önerir. Yani, ısınma işlemi kısa olmalıdır. Cihazda yanan gaz, düşük yoğunluklu parlak mavi bir alev üretmelidir.

Isıtıcıyı mümkün olduğunca eşit olacak şekilde brülörü gelecekteki bağlantı boyunca sorunsuz bir şekilde hareket ettiriyoruz. Bakır yaklaşık 750C'ye kadar ısındığında, koyu kiraz rengi elde eder. Bu noktada, lehim servis yapın.
Daha iyi ısınması için, bir brülörle biraz ısıtabilirsiniz. Ancak, lehimin, brülörden değil, bağlantının ısıtılmış kısımlarından erimesi gerektiği unutulmamalıdır. İdeal olarak, bağlantıya, lehimin hemen eriyeceği ve kurulum boşluğunu ilk kez dolduracağı minimum ısıtma ile sağlanması gerekir.
Belki de bu hemen işe yaramayacaktır, ancak deneyim biriktikçe sonuç iyileşecektir. Boşluk tamamen lehim ile doldurulduktan sonra bağlantıyı soğumaya bırakın. Şu anda dokunulması önerilmez. Akı kalıntılarından kurtulmak için soğutulmuş dikişi dikkatle silin.
Bir gaz brülörü kullanarak bakır boru hatlarına lehimleme teknolojisinin ayrıntılı bir analizi makalede verileniçeriğini okumanızı tavsiye ederiz.
Bakır Boru Güvenliği
Acemi ustaları, bakır boruların doğru bir şekilde nasıl lehimleneceğiyle ilgilenir, ancak aynı zamanda güvenliği de unutur. Bu yapılamaz. Bakırın yüksek ısı iletkenliği ile karakterize edildiğini anlamanız gerekir, böylece parçaları herhangi bir koruma olmadan ellerinizde tutamazsınız.
Dikkatsizlik ve dikkatsizlik bakır boru montajı termal yanıklara neden olabilir. 0,3 m uzunluğa kadar olan küçük eşyalar yalnızca koruyucu eldivenlerle alınır veya kerpetenlerle tutulur.
Akı ile çalışırken de dikkatli olunmalıdır. Bu son derece agresif bir kompozisyon. Lehimleme sırasında cilde temas ederse, derhal çalışmayı bırakmalı ve akı deriden bol sabunlu su ile yıkanmalıdır. Aksi takdirde, ciltte sadece termal değil, aynı zamanda kimyasal bir yanık görülebilir.

İş kıyafetleri de doğru seçilmelidir. Sentetik kumaşlar kesinlikle uygun değildir. Yapay elyaf yüksek sıcaklıklara karşı çok duyarlıdır. Kolayca erir ve yanar, bu nedenle iş için doğal pamuktan yapılmış yoğun kıyafetleri seçmek en iyisidir.
Bir başka önemli nokta. Parçalar ısıtıldığında, akı yanmaya başlar. Çiftleri insanlar için tehlikelidir. Bu nedenle, bakır boruların lehimlenmesinin yapıldığı oda iyi havalandırılmalıdır.
Deneyimli ustalar, ilk önce lehimleme alanlara boruları düzeltmek için ilk uygulamaya tavsiyelerde bulunur. Uygulama, bağımsız olarak yapılan üç veya dört bağlantıdan sonra, boru hattının kurulumunu zaten mümkün olduğunu göstermektedir. Bu durumda, sistemi zemine monte etmeniz ve ancak daha sonra lehimlemeye devam etmeniz önerilir.
Bitmiş boru hattı, parçaların içindeki lehim ve akıyı gidermek için temiz sıcak su ile iyice durulanmalıdır.
Lehimleme sırasında yapılan ana hatalar
Bakır boruların lehimleme işlemi oldukça basittir, ancak biraz deneyim gerektirir. Yeni başlayanlar genellikle işlerinde hata yaparlar.
Ana olanları düşünün:
- Bağlı parçaların yüzeyinde kusurların varlığı.Bu tür kusurlar borunun kesilmesi sürecinde ortaya çıkabilir. Lehimleme kusur üzerinde gerçekleştirilirse, dikiş kırılgan olacaktır.
- Elementlerin birleştiği yerde kirlilik. Parçalar, kesme ve temizleme işlemlerinden sonra yağdan arındırılmalıdır.
- Montaj boşluğunun genişliği yetersiz. Kurallara göre, 6 ila 108 mm kesitli parçalar için boşluk boyutları 7 ila 50 mm arasında olmalıdır.
- Parçaların yetersiz ısıtılması. Bu durumda lehim, tabana düzgün şekilde kaynaşamaz. Böyle bir dikiş hafif yük altında bile kolayca çökecektir.
- Akı, borunun tüm yüzeyini kapsamaz. Oksitler, dikişin kalitesini olumsuz etkileyen parçanın yüzeyinde kalır.
- Bağlantı bölümünün aşırı ısınması. Akının yanmasına ve oksit ve ölçek oluşumuna yol açar. Sonuç olarak, bağlantının kalitesi keskin bir şekilde bozulur.
- Soğuk bağlantı kontrolü yapın. Dikişin kalitesini kontrol etmeden önce, borunun soğuduğundan emin olmanız gerekir. Aksi takdirde, eklem kaçınılmaz olarak deforme olur ve gücünü kaybeder.
- Güvenlik kurallarına uyulmaması. Lehimleme yüksek sıcaklıklarda ve agresif kimyasallar kullanılarak gerçekleştirilir. Koruyucu giysi, maske ve eldiven gereklidir.
Belki de acemi bir ustanın parçaların ısınma derecesini bağımsız olarak belirlemesi zor olacaktır, o zaman bir profesyonel davet etmeye ve onun rehberliği altında ilk bağlantıları yapmaya değer.
Bakır borulardan ısıtma devreleri inşa etme yöntemlerini tanıtacak sonraki makaleki bu da size alışmanızı tavsiye ederiz.
Konu hakkında sonuçlar ve faydalı video
Aşağıdaki videolardan bakır boru lehimleme hakkında daha da ilginç bilgiler bulabilirsiniz.
Video # 1. Bakır yüksek sıcaklık lehimleme özellikleri:
Video # 2. Bakır bağlantı parçaları nasıl lehimlenir:
Video # 3. Lehim akıları nelerdir:
Bakır boruları kendiniz lehimlemek, bir ev ustası için kesinlikle kullanışlı olacak kullanışlı bir beceridir. Bakır boru hatları çok uzun ve sorunsuzdur. Bu tür parçaların oldukça yüksek maliyeti göz önüne alındığında, kendi kendine montaj önemli ölçüde tasarruf edebilir ve çok makul bir fiyata yüksek kaliteli bir boru hattı alabilir.
Lehimleyerek bakır boruları bağlama konusunda kişisel deneyiminiz var mı? Belki de eserin nüansları hakkında bilginiz var mı? Lütfen aşağıdaki bloğa yorum yazın, sorular sorun, makalenin konusuyla ilgili görüşlerinizi ve fotoğraflarınızı paylaşın.
 Lehimleme polipropilen boruları: çalışma kuralları ve olası hataların analizi
Lehimleme polipropilen boruları: çalışma kuralları ve olası hataların analizi  Gaz brülörlü bakır boruları lehimleme: kendi kendine lehimleme için yararlı ipuçları ve adımlar
Gaz brülörlü bakır boruları lehimleme: kendi kendine lehimleme için yararlı ipuçları ve adımlar  DIY bakır boru montajı: bakır boru montaj teknolojisi
DIY bakır boru montajı: bakır boru montaj teknolojisi  Bakır boruların bağlanması: çeşitli kurulum teknolojilerinin talimatları ve karşılaştırılması
Bakır boruların bağlanması: çeşitli kurulum teknolojilerinin talimatları ve karşılaştırılması  Plastik bir boruya nasıl çarpılır: işin özellikleri ve tüm önemli nüansların analizi
Plastik bir boruya nasıl çarpılır: işin özellikleri ve tüm önemli nüansların analizi  PVC boru askısı: popüler seçenekler + adım adım talimat
PVC boru askısı: popüler seçenekler + adım adım talimat  Gazın özel bir eve bağlanması ne kadara mal olur: gaz tedarikini organize etme fiyatı
Gazın özel bir eve bağlanması ne kadara mal olur: gaz tedarikini organize etme fiyatı  Kurutmalı en iyi çamaşır makineleri: model derecesi ve müşteri ipuçları
Kurutmalı en iyi çamaşır makineleri: model derecesi ve müşteri ipuçları  Işığın renk sıcaklığı ve ihtiyaçlarınıza göre lambaların sıcaklığını seçme nüansları nedir
Işığın renk sıcaklığı ve ihtiyaçlarınıza göre lambaların sıcaklığını seçme nüansları nedir  Bir dairede gayzer değiştirilmesi: yedek evraklar + temel normlar ve gereksinimler
Bir dairede gayzer değiştirilmesi: yedek evraklar + temel normlar ve gereksinimler 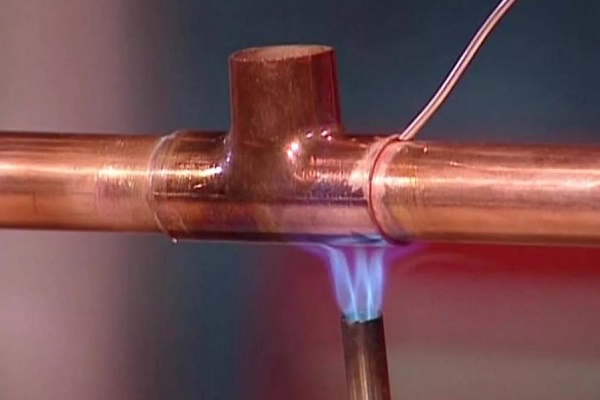{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Çok nadiren bakır borularla uğraşmak zorundayım, bunları kullanan çok az var, daha ucuz ve daha faydacı plastiği tercih ediyorlar. Ama elit olduğunu iddia eden evlerde bu tür boruları gördüm. İç mekana mükemmel uyum sağlarlar. Ayrıca lehim yapma şansım oldu. Kişisel deneyimlerimden bu çalışmayı yürütmenin hem karmaşık hem de nüanslar olduğunu söyleyebilirim.
Bakır duyarlı bir metaldir; kendi başına size sorun yaratmaz. Ancak kendiniz hata yaparsanız, bir süre sonra lehimin yeri akacaktır. Aniden bir bakır boru lehimleme ihtiyacıyla karşılaşan herkese, her şeyden önce söyleyeceğim - tembel olmayın ve hazırlık çalışmaları için zaman ayırmayın! İyi bir başlangıç savaşın yarısıdır.
Kötü yağ giderme - akacaktır. Kötü sıyırma aynıdır. İkincisi: orta fakat yeterli akı. Akacağından pişman olacaksın. Aşırıya kaçın - çirkin bir yapışma noktası elde edin.Üçüncüsü: yetkili sıcaklık koşulları. Hem aşırı ısınma hem de ısınma eşit derecede kötüdür. Genel olarak, ilk kez lehimleyecekseniz, bir yerde bir bakır boru parçası bulmak ve taslakta olduğu gibi pratik yapmak en iyisidir. Aynı zamanda olası hatalarınızı belirleyin.