HDPE boruların DIY kurulumu: kaynak talimatları + bu tür boruların bükülmesi veya düzeltilmesi

Boru hatlarının montajı için kullanılan malzemeler arasında popülerlik sıralamasında düşük basınçlı polietilen, lider konumdadır. Bu talebin sırrı, uygulamanın çok yönlülüğü ve polietilen boruların kurulumunun basitliği ile kolayca açıklanabilir.
Ancak diğer herhangi bir polimerde olduğu gibi, HDPE boruların kendi elleriyle yüksek kaliteli kurulumu sadece teknolojiye sıkı sıkıya bağlı kalınarak yapılabilir. Öğeleri eşleştirirken hangi nüansların dikkate alınacağını size anlatacağız. Onları nasıl düzgün bir şekilde bükeceğinizi ve düzelteceğinizi açıklayacağız.
Makalenin içeriği:
HDPE boruları birleştirmek için etkili yöntemler
Teknolojik olarak bağlanan HDPE borular iki ana yöntem olabilir - tek parça ve çıkarılabilir.
Birincisi, kaynak makinesi, ikincisi kullanılmadan uygulanır.

Kaynaklı tek parça bağlantılar maksimum sızdırmazlık sağlar, bu da özellikle düzenleme sırasında önemlidir baskı altındaki otoyollar. Sökülebilir eklemlerin montajı kolaydır ve hattın konfigürasyonunu değiştirmek veya yeni virajlarla desteklemek için boru hattının herhangi bir zamanda sökülmesini mümkün kılar.
Tek parça bağlantı yöntemleri
HDPE boruları birleştirmek için iki adet tek parça bağlantı yöntemi kullanılır: alın kaynağı ile ve bir elektrikli kaynak bağlantısı monte edilerek.
Her durumda, bu yöntemleri uygularken, bileşikler aşağıdaki gereksinimlere sahiptir:
- Kaynaklı segmentlerin maksimum yer değiştirme açısı, birleştirilen boruların duvar kalınlığına göre% 10'dan fazla olmamalıdır.
- Bitişik segmentlerin yüzeyinin dış seviyesinin üzerinde bir derz dikişi yapılmalıdır.
- İyi yapılmış bir dikişin silindiri yüksekliği 2,5-5 mm arasında değişmelidir.
Silindirin yüksekliğinin optimum değeri, erimiş ürünün duvar kalınlığına bağlıdır. İnce duvarlı borularda (5 mm'ye kadar) 2,5 mm'den fazla olmamalıdır. Boruların et kalınlığı 6-20 mm arasında değişiyorsa, silindirin yüksekliği 5 mm'den fazla olmamalıdır.
Alın kaynağı
Ayrılmaz bir bileşiğin oluşturulması, malzemenin viskoz bir madde haline yumuşatılmasıyla gerçekleştirilir, böylece parçalarının dağınık birliği meydana gelir. Duvar kalınlığı 5 mm'den fazla olan borular için kullanılır.

Kaynak kullanan bağlantı yöntemi, basınç altında çalıştırılması beklenen su besleme sisteminin doğrudan bölümlerinde kullanılır. Sadece 200 mm'yi aşan çaplarla sıkı bir bağlantı elde etmenizi sağlar, çünkü boru sertliği kaybı yaratmaz ve deformasyona yol açar.
HDPE boruların kendi elleriyle dayanıklı kaynağı özel bir alet kullanılarak gerçekleştirilir. Yöntemin özü, yerleştirilmiş elemanların uçlarını bir ısıtma memesi kullanarak viskoz bir duruma ısıtmaktır. Yumuşatılmış uçlar basınç altında birbirine basitçe bağlanır, bundan sonra bağlantı bölümünün soğumasına izin verilir.

Kaynak yaparken, ısıtma elemanlarının sıcaklık koşullarına dayanmak önemlidir.
Isıtma elemanlarının maruz kalma süresi ve sıcaklığının parametreleri üç faktör dikkate alınarak belirlenir:
- Boru hattının duvarlarının kalınlığı.
- Virajların çapı.
- Lehimleme cihazının teknik parametreleri.
Kaynak boruları en güvenilir ve dayanıklı seçenektir. Bununla birlikte, hem basınçsız hem de basınç basıncına dayanabilen entegre bir montaj oluşturabilirsiniz. su temin sistemleri.

Kaynak aşağıdaki sırayla yapılır:
- İletişim önceden belirlenmiş bir boyuta kesilir. Uçların düzleminin paralelliğini kesin. Uçlar bir zımpara kağıdı ile temizlenir.
- Uçlar 2-3 mm genişliğinde pahlanır. Kaynak yeri iyice temizlenir ve bir yağ giderici bileşik ile işlenir.
- Havya, 260 ° 'lik bir ısıtma işaretine ayarlanmıştır. Isınırken, kaynak memeleri gerilir ve ısıtma dereceleri önceden belirlenmiş bir sıcaklığa ulaşana kadar bekleyin.
- Merkezleme mekanizması kullanılarak bağlantı parçası ve boru ucu nozül boşluğuna doğru derinleştirilir. Merkezleme mekanizması havyada sağlanmazsa, hizalamanın "gözle" kontrol edilmesi gerekir, bu da eklemi mümkün olduğunca doğru hale getirir.
- Ortalanmış elemanlar, basınç altında bağlanarak belirtilen seviyeye geri çekilir ve yeniden akış talimatlarında belirtilen süreye dayanır.
- Çalışmanın tamamlanmasından sonra, cihaz yana doğru itilir ve ağ ile bağlantısı kesilir. Ofset ve dönüşsüz kaynak alanı, yüzey tamamen soğuyana kadar önceden belirlenmiş bir pozisyonda sabitlenir.
Kaynak yaparken, aşırı maruz bırakmamak önemlidir. Bu, ürünün iç çapı üzerinde bir polietilen akışının oluşmasına neden olabilir.

Güvenli bir oturuş elde etmek için montaj derinliği yaklaşık 2 mm olmalıdır.Belirtilen derinliğe dayanarak, ortaya çıkan kaynak aynı girinti yüksekliğinde eşit olarak önceden ayarlanabilir bir görünüme sahip olacaktır.
Aşağıdaki fotoğraf seçimleri HDPE boruların alın kaynağı adımlarını tanıyacaktır:
Elektrofüzyon kaynağı ile
Bu ayrıştırılamayan bağlantı yöntemini uygularken elektrofüzyon kaynağı veya elektrikli kaynak bağlantısı kullanılır.

Bu yöntem dar alanlarda çalışmanız gerektiğinde etkilidir. Örneğin, kuyularda onarım çalışması yaparken veya daha önce bağlanmış borulara ekler yapmanız gerektiğinde.
Yerli yasal belgelerde soket kaynağı için birleşik standartlar yoktur. Bu teknoloji Avrupa ülkelerinde daha sık kullanılmaktadır ve DVS-220715 standartlarına göre düzenlenmiştir.
HDPE boruları kaplin kullanımı ile bağlama teknolojisi bir dizi temel adım içerir:
- İletişim alanının hazırlanması. Çıkışın dış yüzeyi yağ ve tozdan temizlenir. Bu amaçla, inşaat mağazalarında geniş bir ürün yelpazesinde sunulan sabun ve alkol çözeltileri kullanılır.
- Eklemlerin işlenmesi. Sabitleme yoğunluğu doğrudan kesimin ne kadar düzgün yapıldığına bağlıdır. Mükemmel pürüzsüz bir yüzey elde etmek için borunun uç yüzü bir parça ince taneli zımpara kağıdı ile ovulur.
- oluklar oluşturun. Musluğun bağlantısı 45 ° 'de kesilir. Eğim, elemanların en sıkı şekilde oturmasını ve sabitlenmesini sağlayacaktır.
- Bağlantı tertibatı. Debriyaj bir güç kaynağına bağlıdır. Önceden belirlenmiş bir sıcaklığa ısıtıldıktan sonra, manşonun bir tarafı (mandrel) boruya konur ve ikinci uç (manşon) ikinci boru çıkışına bağlanır.
Elektrofüzyon kaynağı gerçekleştirmek için anahtar bir koşul, bileşenlerin ısıtma ve katılaştırma sırasında sabit kalmasını sağlamaktır.Dal derinleştiğinde, ısıtılmış bir kuplajın boşluğuna doğru eğilirken, işi hızlı bir şekilde gerçekleştirmek, ancak polietilenin aşırı ısınmaması için mümkün olduğunca dikkatli bir şekilde yapılması önemlidir.

Segmentleri bağlantı boşluğuna derinleştirirken, sıvı plastiğin altından yavaş yavaş çıkması için hazır olun. İşin tamamlanmasından sonra, sadece kaplini çıkarmak ve bağlı boru hattını istenen konuma sabitlemek için sağlam bir yüzeye yatırmak kalır.
Eriyik kavşakta katılaştıktan sonra, boruya sıkıca oturan bir sıkma kelepçesi görünecektir.
Ancak bu yöntemi seçerken, plastik boruların yüksek sertlikte farklı olmadığını düşünmeye değer. Ve bu nedenle, güçlü iç basınçla, oluşturulan dikiş basitçe farklı olabilir. Bir kuplaj bağlantısı, ısıtma iletişimini düzenlemek ve lavabo için dallar oluşturmak için en iyi çözüm değildir.
Çeşitli güçlü ve zayıf yönlerin değerlendirilmesi HDPE boru kaynak yöntemleri Makale, okumanızı tavsiye ettiğimiz içeriğe ayrılmıştır.
Sökülebilir bağlantı yöntemleri
Sökülebilir bağlantılar için seçenekleri göz önüne alırsak, flanşlar ve sıkıştırma bağlantı parçaları kullanılarak uygulanır. Kurulumun sıkı bir şekilde yerine getirilmesiyle, bir kaynak makinesi kullanılarak oluşturulanlar kadar güvenilir oldukları ortaya çıkıyor.
Her tür ayrılmaz bağlantı elastik bir parça içerir. Bir sıkıştırma aracıyla kıvırırken, eklem alanındaki tüm boşlukları doldurur, böylece sızıntıları ortadan kaldırır.
HDPE bağlantı elemanlarını kullanma
Bu yöntemi uygulamak için, her iki taraftaki dış dişlerle desteklenmiş şaftlar olan sıkıştırma bağlantı parçaları kullanılır.
Boruları birleştirerek yüksek sızdırmazlık performansı ile sıkı bir bağlantı sağlarlar. Bu durumda, karayolunun konfigürasyonunu değiştirmek veya acil onarım yapmak için katlanabilir bir bağlantıyı çıkarmak her zaman zor olmayacaktır.

Bir bağlantı bağlantısı elde etmek için adımların sırası:
- Her iki borunun hazırlanan uçlarında poliüretan veya kauçuktan bir ara halka takın. Halkanın dış çapı, birleştirilen boruların iç boyutuna eşit olmalıdır.
- Uçlar bir germe somunu ve iki sıkıştırma rondelası ile donatılmıştır. İlk rondela, ara parça halkasını ekstrüde etmek için tasarlanmıştır, ikincisi ise borunun ucuna göre somunu sıkmak için tasarlanmıştır.
- Derz "boru bağlantı - boru" ilkesine göre birleştirilir. Güvenilirliği artırmak için, bir gergi somunu ile her iki taraftaki dayanağa bastırılır.
Monte edilen parçaları monte etmek için özel bir anahtar kullanılır. Sıkma somunları bağlantı rakorları üzerinde gevşetilir.

Bu bağlantı yönteminin ana avantajı, ortam sıcaklığında önemli bir azalmayla bile gerçekleştirilmesinin uygun olmasıdır. Kaynaklı bağlantıların sınırı + 5 ° С'den az olmamakla birlikte.
Farklı çaplara sahip çok çeşitli bağlantı elemanları, boru hattında gerekli dalları yaparak herhangi bir kablolamayı toplamayı mümkün kılar.
Flanş takarak
Boru hattının PND'sini çelik borulara bağlamak gerekirse, flanş tipi bağlantı seçilir. Flanşların yardımıyla vanaları, regülatörleri ve sürgülü vanaları karayollarına bağlamak uygundur.

Polietilen borulara montaj için GOST 12882.80 ile uyumlu flanşlar kullanılır. Genişletilmiş bir iç çapa sahiptirler.
Flanşın montajı aşağıdaki sırayla gerçekleştirilir:
- İletişim ipliğinin bir ucunda gerçekleştirilir.
- Eleman dişe vidalanır.
- Bağlı borunun bir çıkışı elemanın üzerine yerleştirilir.
- Eklem bir kaplin veya saç kurutma makinesi ile ısıtılır.
Flanşı takmadan önce, polietilen borunun ucuna zarar verebilecek keskin çıkıntılar ve dikenler olup olmadığını kontrol etmek gerekir.
Bir ürün nasıl bükülür veya düzeltilir?
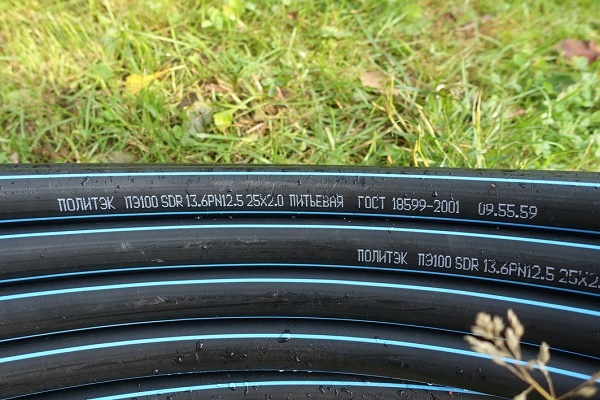
Polietilen borular düz 12 metrelik bölümlerde veya büyük koyların etrafına sarılmış katı ürünler şeklinde satılmaktadır. Bükülmüş ürünler halka şeklinde olur ve deforme olur. Deforme olan HDPE boruyu düzeltmeden veya bükmeden önce ısıtılması gerekir.

Düşük basınçlı polietilen, iyi esnekliği ile ünlüdür. Ancak bu özelliği + 80 ° C'nin üzerindeki bir ısıtma sıcaklığında kaybeder. Bu an, gerekirse ürünün yapılandırmasını değiştirmek için kullanılır.
Ancak, genişleme veya bükme için sıcaklığın sadece kısa bir süre için yükseltilebileceğini hatırlamakta fayda var. Sonuçta, bir polietilen boru, sıcaklık ihlal edilirse zarar görebilecek yapı malzemeleri kategorisine aittir.
Boru uzatma yöntemlerine genel bakış
Depolama ve nakliye sırasında oluşan kırışıklıkları ortadan kaldırarak boruyu düzeltin, en kolay yol ürünün hafif ısınmasından sonradır. Boru hattının değiştirilmesi veya onarımı yaz aylarında yapılırsa, güneş ışınları mümkün olduğunca sıcak olduğunda, görevi gerçekleştirmek için bunları kullanabilirsiniz.

UV ışınları polietilenin çalışma parametrelerini kötüleştirmez, ancak aynı zamanda ürünün duvarlarını bir süre yumuşatabilirler. Yumuşatılmış boruyu sert bir destek veya duvar boyunca sabitlemeniz veya önceden kazılmış bir hendekte döşemeniz yeterlidir. Yerdeki kavisli bir HDPE boruyu düzeltmeden önce alanı boşaltmanız gerekir.
Eğer işi kışın yapmanız gerekiyorsa, ürünü ısıtmak için sıcak su kullanın. Ancak bu yöntem, boyutu 50 mm'yi geçmeyen borular için etkilidir. Düzeltmeye yardımcı olarak, metal korkulukları ve tuğlaları kullanabilirsiniz. Her durumda: ürünün uzunluğu ne kadar kısa olursa, ürünle o kadar kolay çalışır.
İş parçasını bükmek için etkili yöntemler
HDPE boruyu bükmek gerektiğinde tersi bir durum ortaya çıkarsa, aynı ısıl işlem kullanılır.
Isınmak için bu yöntemler kullanılır:
- sıcak inşaat hava üfleyici darbe;
- ürünün duvarlarını bir gaz brülörü ile ısıtın;
- yüzeyi kaynar suyla çevreleyin.
Bükme prosedürünü basitleştirmek için bir kalıplama çerçevesi oluşturmak daha iyidir. Boyutu bükülmüş borunun çapına karşılık gelen çerçeve, sıradan sunta levhalardan yapılabilir. Çerçevenin yüzeyini pürüzsüz hale getirmek için bir zımpara kağıdı ile zımparalayın.
PND borusunu saç kurutma makinesi ile bükmek için, iş aşağıdaki sırayla gerçekleştirilir:
- Tedavi edilen yer inşaat saç kurutma makinesi ile ısıtılır.
- Yumuşatılmış kütük kalıplama çerçevesine gömülür.
- Boruyu aşırı kuvvet uygulamadan hafifçe bükün, böylece ürün virajda kırılmaz.
Gerekli bükme açısını oluşturduktan sonra, ürünü soğutmayı tamamlamak için bırakmak ve ancak daha sonra çerçeveden çıkarmak gerekir.

Önemli bir nokta: boruyu ısıtırken, “altın ortalamaya” uymalısınız. Eğilme sırasında yüzey yeterince ısıtılmazsa, boru kırılabilir. Isıtma sırasında, ısıtma elemanı ürüne çok yakın getirilirse, polimer tutuşabilir.
Konu hakkında sonuçlar ve faydalı video
Aşağıdaki videolarda HDPE boru kaynak ve işleme nüanslarıyla tanışın.
Video # 1. Alın kaynağı nasıl yapılır:
Video # 2. Elektrofüzyon kaynağı oluşturmaya bir örnek:
Video # 3. Boru doğrultma seçeneği:
Polietilen boruları bağlamak ve hizalamak için bir yöntem seçerken, çalışma ortamının basınç seviyesi dikkate alınmalıdır. Bu, boru hattı ile manipülasyonların teknik özellikleri üzerindeki olumsuz etkisini en aza indirecektir.
Makalede açıklanmayan polietilen boruların birleştirilmesinin teknolojik nüanslarını biliyor musunuz? HDPE boru hatlarının inşasında kişisel deneyiminiz varsa, siteyi ziyaret edenlerle ve bizimle paylaşmak ister misiniz? Lütfen aşağıdaki bloğa yorum yazın, fotoğraf gönderin, makalenin konusu hakkında sorular sorun.
 Polipropilen boruların DIY kurulumu: PP boru ile çalışma teknolojisi
Polipropilen boruların DIY kurulumu: PP boru ile çalışma teknolojisi  Polipropilen borulardan kendi ellerinizle bir sandalye nasıl yapılır: üretim için adım adım talimatlar
Polipropilen borulardan kendi ellerinizle bir sandalye nasıl yapılır: üretim için adım adım talimatlar  Özel bir alet kullanmadan bir profil borusunu kendi ellerinizle nasıl bükersiniz
Özel bir alet kullanmadan bir profil borusunu kendi ellerinizle nasıl bükersiniz  DIY bakır boru montajı: bakır boru montaj teknolojisi
DIY bakır boru montajı: bakır boru montaj teknolojisi  Plastik boruların kendin yap kurulumu: bağlantı teknolojisi ve kablolama örnekleri
Plastik boruların kendin yap kurulumu: bağlantı teknolojisi ve kablolama örnekleri  Propilen borularından DIY el sanatları: kendin yap ev yapımı seçenekler
Propilen borularından DIY el sanatları: kendin yap ev yapımı seçenekler  Gazın özel bir eve bağlanması ne kadara mal olur: gaz arzını organize etmenin fiyatı
Gazın özel bir eve bağlanması ne kadara mal olur: gaz arzını organize etmenin fiyatı  Kurutmalı en iyi çamaşır makineleri: model derecesi ve müşteri ipuçları
Kurutmalı en iyi çamaşır makineleri: model derecesi ve müşteri ipuçları  Işığın renk sıcaklığı ve ihtiyaçlarınıza göre lambaların sıcaklığını seçme nüansları nedir
Işığın renk sıcaklığı ve ihtiyaçlarınıza göre lambaların sıcaklığını seçme nüansları nedir  Bir dairede gayzer değiştirilmesi: yedek evraklar + temel normlar ve gereksinimler
Bir dairede gayzer değiştirilmesi: yedek evraklar + temel normlar ve gereksinimler 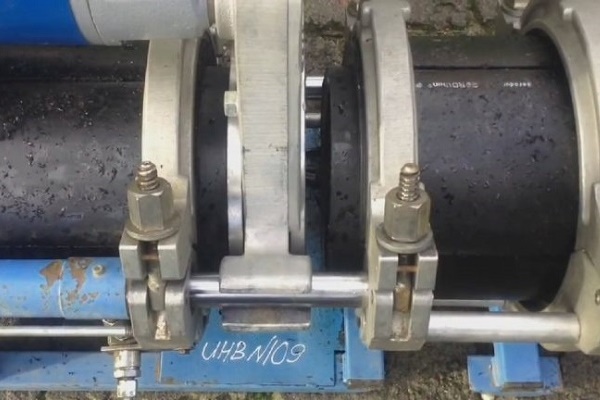{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}