วิธีการปรุงตะเข็บแนวตั้งและแนวนอนด้วยการเชื่อมไฟฟ้า: คำแนะนำทีละขั้นตอน

การเชื่อมด้วยไฟฟ้าเป็นเทคโนโลยีการรวมโครงสร้างของโลหะโดยการให้ความร้อนและการหลอมโดยอาร์คไฟฟ้า มันได้กลายเป็นที่แพร่หลายในภาคต่าง ๆ ของเศรษฐกิจรวมถึงภาคเอกชน
ในความเป็นจริงวิธีนี้สามารถใช้สำหรับการเชื่อมโลหะใด ๆ เข้าด้วยกันโดยคำนึงถึงอุณหภูมิของอาร์คไฟฟ้า (7000-8000 องศา) แต่ก่อนที่จะหันมาใช้เทคโนโลยีนี้คุณจะต้องศึกษาวิธีการทำตะเข็บแนวตั้งโดยการเชื่อมด้วยไฟฟ้าและจัดการกับเทคนิคในการรับตะเข็บแนวนอน
เนื้อหาของบทความ:
เชื่อม: คำจำกัดความทั่วไป
เทคโนโลยีการเชื่อมโลหะมีความสัมพันธ์อย่างใกล้ชิดกับแนวคิดของการเชื่อม เกิดขึ้นในกระบวนการแข็งตัวของโลหะหลอมเหลวโดยการเชื่อมอาร์คไฟฟ้า
ขึ้นอยู่กับตำแหน่งของการเชื่อมตะเข็บอาจเป็นแนวนอนหรือแนวตั้ง นอกจากนี้ตำแหน่งเชิงพื้นที่ของตะเข็บอาจต่ำกว่า, ด้านข้าง, ด้านบน

วิธีที่ง่ายที่สุดและง่ายที่สุดคือการวางรอยเชื่อมในระนาบของขอบฟ้าด้านล่าง ภายใต้สภาวะเช่นนี้โลหะที่หลอมเหลวสามารถควบคุมได้ง่าย

ตัวเลือกที่เหลือสำหรับตำแหน่งของตะเข็บในอวกาศ (ด้านข้างและด้านบน) ได้รับการยอมรับว่าเป็นเทคโนโลยีที่ยากต่อการปฏิบัติต้องมีการศึกษาเทคนิคการเชื่อมและการพัฒนาประสบการณ์ที่เกี่ยวข้อง
วิธีการปรุงตะเข็บแนวตั้ง?
ความซับซ้อนของการควบคุมการเชื่อมในเงื่อนไขของการสร้างตะเข็บแนวตั้งเกิดจากปรากฏการณ์ทางกายภาพปกติ - แรงโน้มถ่วง สิ่งนี้มีผลกระทบต่อมวลของโลหะที่หลอมเหลวซึ่งอยู่ในรูปของเหลวจะพุ่งลงมา
ที่นี่การกระทำของช่างเชื่อมมืออาชีพคือการป้องกันไม่ให้มวลหลอมเหลวฉีกขาดออกจากสถานที่เชื่อม เพื่อให้บรรลุผลนี้อาร์คไฟฟ้าที่เผาไหม้อย่างเสถียรซึ่งเก็บรักษาไว้ที่ระยะห่างต่ำสุดที่อนุญาตจากปลายอิเล็กโทรดถึงสระเชื่อมจะช่วยได้
เทคนิคจากล่างขึ้นบน
โดยปกติรอยต่อแนวตั้งจะเชื่อมกับอิเล็กโทรดในทิศทางจากจุดล่างถึงจุดบน เส้นทางดังกล่าวช่วยให้การควบคุมมีเสถียรภาพมากขึ้นและอาร์คไฟฟ้าจะยึดอ่างหลอมเหลวไว้อย่างมั่นใจป้องกันการแพร่กระจาย มันเป็นทางผ่านจากล่างขึ้นบนที่จัดการเพื่อสร้างตะเข็บแนวตั้งที่มีคุณภาพสูงสุด

แน่นอนก่อนที่จะเริ่มการเชื่อมตะเข็บแนวตั้งมีความจำเป็นต้องเตรียมรอยต่อของข้อต่อให้ดำเนินการตามข้อกำหนดทางเทคนิค เครื่องเชื่อมต้องถูกปรับให้เหมาะกับสภาพการเชื่อม (ตั้งค่ากระแสรับอิเล็กโทรด)
ในขั้นต้นจะมีการสร้าง“ tacks” หลายจุดตามแนวตะเข็บ - เชื่อมกับตะเข็บสั้น ๆ (1-2 ซม.) วัตถุประสงค์ของการกระทำดังกล่าวคือการกำจัดในระหว่างกระบวนการทำความร้อนการกระจัดของชิ้นส่วนที่ถูกเชื่อมเนื่องจากการเปลี่ยนรูปความร้อน

เมื่อรอยต่อถูกเชื่อมในแนวตั้งมุมของการกักเก็บอิเล็กโทรดที่สัมพันธ์กับระนาบที่ตะเข็บจะถูกจัดขึ้นภายใน45-90º
คำสั่งช่างเชื่อมตั้งค่าการดำเนินการต่อไปนี้:
- หน้าสัมผัสของอิเล็กโทรดบนโลหะติดไฟทำให้เกิดอาร์ค
- "แทค" ทำใน 3-4 คะแนนตามแนวแยกจากตรงกลางถึงขอบ
- การเชื่อมเริ่มต้นที่ด้านล่างของจุดแยก
- อิเล็กโทรดสโตรกขึ้นไปข้างบนสระเชื่อมจะถูกเก็บไว้ในพื้นที่ทำงาน
อิเล็กโทรดควรจะสูงด้วยความเร็วปานกลางเกณฑ์ความเร็วหลักคือการก่อตัวของปริมาณที่เหมาะสมของพูลเชื่อมหลอมเหลว
พร้อมกันกับจังหวะในแนวตั้งของอิเล็กโทรด, การเคลื่อนไหวซิกแซกตามขวางด้วย "เสี้ยว", "รูปแฉกแนวตั้ง" หรือ "รูปแบบ" อื่น ๆ ที่ได้รับอนุญาต แต่เทคนิคการลากขวางนั้นดูมีความเกี่ยวข้องเฉพาะกับโลหะที่มีความหนาของผนังมากกว่า 4 มม.
ขอแนะนำให้เชื่อมโลหะที่มีตะเข็บแนวตั้งในหนึ่งรอบโดยไม่หยุด สำหรับช่างเชื่อมเริ่มต้นสิ่งนี้ดูเหมือนจะเป็นเรื่องยาก อย่างไรก็ตามประสบการณ์ได้รับอย่างรวดเร็ว
เทคนิคจากบนลงล่าง
ด้วยประสบการณ์ที่เพิ่มขึ้นช่างเชื่อมสามารถวางตะเข็บแนวตั้งได้อย่างง่ายดายโดยการเลื่อนอิเล็กโทรดจากบนลงล่าง เคล็ดลับในการดำเนินการเช่นนี้คืออะไร?
ง่ายมาก: การติดตั้งอาร์คไฟฟ้าบนไฟอิเล็กโทรดจะถูกติดตั้งเมื่อเทียบกับระนาบการทำงานที่มุม90º ทันทีที่โลหะที่จุดกำเนิดของการอาร์คเริ่มละลายมุมของอิเล็กโทรดจะเปลี่ยนเป็น15-20ºซึ่งจะทำให้ตัวยึดลดลงเล็กน้อย

การเดินสายอิเล็กโทรดตามแนวรอยต่อของโลหะหนาผนังจะดำเนินการโดยซิกแซกตามขวางของรูปร่าง“ ฟันเลื่อย” หรือ“ สี่เหลี่ยม” ช่างเชื่อมบางคนใช้เทคนิคการกระจายแบบ "เหมือนคลื่น"
ในขณะเดียวกันวิธีการสร้างตะเข็บแนวตั้งในทิศทางจากบนลงล่างนั้นมาพร้อมกับความยากลำบากอย่างมากสำหรับช่างเชื่อม อย่างไรก็ตามจากผู้เชี่ยวชาญหลายคนการเชื่อมในรูปแบบนี้ให้ผลลัพธ์ที่ดีที่สุดในด้านตัวบ่งชี้คุณภาพ
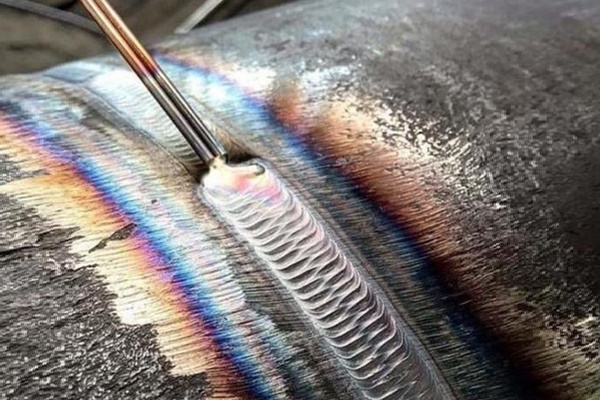
เทคโนโลยีแนวเชื่อม
ความจำเพาะของการเชื่อมตะเข็บแนวนอนนั้นเกือบจะเหมือนกับการเชื่อมตะเข็บแนวตั้ง ความแตกต่างทางเทคนิค - อีกครั้งจัดการมุมการติดตั้งของอิเล็กโทรด
ทิศทางของการเคลื่อนไหวในระหว่างการเชื่อมชิ้นส่วนที่ทางแยกสามารถเลือกได้จากจุดซ้ายสุดไปจนถึงจุดขวาสุดหรือในทางกลับกัน ตัวเลือกทิศทางเฉพาะนั้นขึ้นอยู่กับช่างเชื่อมโดยขึ้นอยู่กับระดับความสะดวกสบายส่วนบุคคล

แต่วิธีการปรุงตะเข็บแนวนอนโดยการเชื่อมด้วยไฟฟ้าเพื่อป้องกันไม่ให้ละลายไหลออกมาจากร่องเนื่องจากแรงโน้มถ่วงที่กระทำ
ที่นี่ช่างเชื่อมต้องเลือกตำแหน่งอิเล็กโทรดที่แรงการเผาไหม้ของอาร์คไฟฟ้าจะเท่ากับแรงโน้มถ่วงของหยดโลหะ คุณอาจต้องปรับความแรงของกระแสไฟฟ้าและเลือกความเร็วที่เหมาะสมที่สุดสำหรับการเคลื่อนย้ายอิเล็กโทรด
โดยทั่วไปแล้วการเชื่อมตะเข็บแนวนอนจะดำเนินการอย่างต่อเนื่องจนเสร็จสมบูรณ์ อย่างไรก็ตามถ้ามันเป็นไปไม่ได้ที่จะควบคุมการหลอมละลาย (แนวเชื่อม) คุณสามารถลองเปลี่ยนเทคนิคได้ - ไปต่อด้วยการสูญพันธุ์เป็นระยะ
รายละเอียดปลีกย่อยเหล่านี้จะสะสมด้วยประสบการณ์ในการเชื่อม ดังนั้นอย่าสิ้นหวังหากไม่มีสิ่งใดประสบความสำเร็จตั้งแต่ครั้งแรก

การก่อตัวของตะเข็บแนวนอนของความกว้างและความลึกที่ต้องการตามกฎนั้นเกิดขึ้นเนื่องจากการเคลื่อนไหวด้านข้างอย่างระมัดระวังของจุดสิ้นสุดการเผาไหม้ของอิเล็กโทรดจากขอบของหนึ่งเข้าร่วมเป็นส่วนหนึ่งไปยังอีกขอบหนึ่ง
สำหรับการเชื่อมโลหะที่มีความหนาสูงสุด 4 มม. จะใช้ "รูปแบบ" ของจังหวะอิเล็กโทรดขวางแบบต่างๆ ไม่มีคำแนะนำเฉพาะเกี่ยวกับเรื่องนี้ สิ่งสำคัญคือการได้รับความกว้างตะเข็บและความลึกการเจาะที่ต้องการ
อาร์ค: การควบคุมความยาวที่เหมาะสม
ช่องว่างระหว่างปลายร้อนของอิเล็กโทรดและระนาบโลหะที่เพียงพอสำหรับการก่อตัวของการปล่อยไฟฟ้าเรียกว่าความยาวส่วนโค้ง หนึ่งในรากฐานหลักของคำแนะนำของช่างเชื่อมคือการควบคุมความยาวส่วนโค้งที่เหมาะสม
ในทางทฤษฎีในโหมดการเชื่อมคุณสามารถรับส่วนโค้งสามช่องว่าง:
- สั้น (1 - 1.5 มม.)
- ยาว (3.5 - 6 มม.);
- ปกติ (2 - 3 มม.)
ความร้อนไม่เพียงพอของความกว้างของโลหะเป็นลักษณะของระบบการเผาไหม้แบบอาร์คสั้น บนขอบของตะเข็บในกรณีดังกล่าวมีสิ่งที่เรียกว่า "การตัดราคา" - ภาวะซึมเศร้าขนาดเล็ก การมีข้อบกพร่องดังกล่าวบ่งบอกถึงประสิทธิภาพในการเชื่อมที่ต่ำ

โหมดของการเชื่อมที่มีส่วนโค้งยาวตามกฎจะมาพร้อมกับการสูญพันธุ์เป็นระยะ ที่นี่มีการให้ความร้อนของโลหะในเชิงลึก ไม่จำเป็นต้องพูดถึงคุณภาพของรอยต่อที่ดี
ดังนั้นทางเลือกเดียวที่ช่างเชื่อมมือใหม่ควรได้รับคำแนะนำคือความยาวส่วนโค้งปกติซึ่งไม่ควรเกิน Ld = 0.5-1.1 * De (Ld คือความยาวส่วนโค้ง; De คือเส้นผ่านศูนย์กลางของขั้วไฟฟ้า)
การควบคุมตำแหน่งอิเล็กโทรด
กระบวนการเชื่อมสามารถดำเนินการได้เมื่ออิเล็กโทรดอยู่ในตำแหน่งมุมไปข้างหน้ามุมหลังมุมฉาก ด้วยวิธีการทางเทคโนโลยีทั้งสามนี้ช่างเชื่อมสามารถสร้างตะเข็บในสภาพการทำงานที่แตกต่างกัน

ดังนั้นวิธีการ "มุมเอียงไปข้างหน้า" จึงใช้เพื่อเชื่อมต่อองค์ประกอบกับตะเข็บแนวนอนและแนวตั้งในเงื่อนไขของการจัดเรียงส่วนบนของพื้นที่ (การเชื่อมติดเพดาน) เทคนิคเดียวกันนี้ถูกนำมาใช้อย่างประสบความสำเร็จในการเชื่อมข้อต่อท่อคงที่หรือในการก่อสร้างโฮมเมด เตาถังแก๊ส.
ถืออิเล็กโทรดอย่างเคร่งครัดที่มุมขวา (90º) เครื่องเชื่อมช่วยให้มั่นใจว่าสามารถทำงานได้ในสถานที่ที่เข้าถึงได้ยาก ในที่สุดเทคนิค“ มุมด้านหลัง” ช่วยให้งานเชื่อมคุณภาพสูงที่ข้อต่อมุม
การติดตั้งอิเล็กโทรด“ มุมไปข้างหน้า” โดยปกติจะทำงานกับโลหะที่มีผนังบาง ในตำแหน่งนี้ของอิเล็กโทรดจะได้รับรอยต่อที่กว้างของความลึกตื้น สำหรับโลหะที่มีผนังหนาในทางกลับกันพวกเขาพยายามใช้เทคนิคที่มี“ มุมด้านหลัง” เพื่อให้แน่ใจว่าโลหะถูกทำให้ร้อนในระดับความลึกที่เพียงพอ
พารามิเตอร์ปัจจุบันและการเคลื่อนที่ของอิเล็กโทรด
มูลค่าของความแข็งแรงในปัจจุบันและความเร็วในการเคลื่อนที่ของอิเล็กโทรดเป็นปัจจัยสำคัญที่ส่งผลต่อคุณภาพของตะเข็บ การเชื่อมด้วยกระแสสูงจะมาพร้อมกับความร้อนของโลหะถึงระดับความลึกขนาดใหญ่ซึ่งช่วยเพิ่มความเร็วในการเคลื่อนที่ของอิเล็กโทรด ภายใต้เงื่อนไขของอัตราส่วนที่เหมาะสมของกระแสไฟฟ้าและความเร็วของอิเล็กโทรดจะได้ตะเข็บที่มีคุณภาพสูง
ตารางความสอดคล้องสำหรับกระแสอิเล็กโทรดความหนาของโลหะ
| ความแรงของกระแสไฟฟ้า | เส้นผ่าศูนย์กลางของอิเล็กโทรดมม | ความหนาของโลหะมม |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
เมื่อเคลื่อนที่อิเล็กโทรดด้วยความเร็วที่กำหนดขนาดของกำลังอาร์คควรถูกนำมาพิจารณา ฟีดอิเล็กโทรดที่รวดเร็วมากเกินไปที่พลังงานต่ำจะไม่สามารถให้อุณหภูมิความร้อนที่เพียงพอ
เป็นผลให้ไม่สามารถต้มโลหะถึงความลึกที่ต้องการ รอยต่อนั้น“ อยู่” บนพื้นผิวแทบจะ“ จับ” ขอบของขอบ

ในทางตรงกันข้ามภายใต้เงื่อนไขของความก้าวหน้าของขั้วไฟฟ้าที่ช้ามากเกินไปจะมีการสร้างบรรยากาศที่ร้อนมากเกินไปซึ่งคุกคามการเสียรูปของโลหะบนสายเชื่อม หากองค์ประกอบโลหะมีโครงสร้างที่ดีอาร์คอันทรงพลังจะเผาไหม้โลหะ
คุณสามารถฝึกหัดช่างเชื่อมมือใหม่และฝึกฝนทักษะการเย็บตะเข็บของคุณได้เป็นอย่างดี ทำเตาสำหรับทดสอบฐานซึ่งเป็นท่อโลหะ เราขอแนะนำให้คุณทำความคุ้นเคยกับข้อมูลที่เป็นประโยชน์
คำแนะนำสำหรับช่างเชื่อมมือใหม่
งานเชื่อมได้รับอนุญาตเฉพาะกับการใช้อุปกรณ์ที่เหมาะสม
ชุดมาตรฐานประกอบด้วย:
- แจ็คเก็ต, กางเกง, ถุงมือ, รองเท้าที่ทำจากวัสดุทนไฟแข็งแรงทนทาน
- หมวกที่ครอบคลุมด้านหลังของศีรษะอย่างสมบูรณ์
- หน้ากากป้องกันพิเศษสำหรับใบหน้าและดวงตา
สำหรับการเชื่อมควรใช้เครื่องมือที่ให้บริการได้ชิ้นส่วนไฟฟ้าซึ่งปิดโดยตัวเรือนที่เชื่อถือได้ สายไฟฟ้าที่รวมอยู่ในเครื่องต้องหุ้มฉนวนอย่างสมบูรณ์และเป็นไปตามคุณสมบัติทางไฟฟ้าของอุปกรณ์
สถานที่ของช่างเชื่อมต้องติดตั้งโต๊ะทำงานแหล่งกำเนิดแสงแท่งดินอุปกรณ์ป้องกันไฟฟ้าช็อตและอุปกรณ์ดับเพลิง
และก่อนเริ่มงานคุณต้องศึกษาอย่างรอบคอบ กฎการเชื่อมไฟฟ้าพิจารณาและศึกษาวิธีการและทางเลือกในการทำสารประกอบ
ข้อสรุปและวิดีโอที่มีประโยชน์ในหัวข้อ
เราให้คุณดูวิดีโอฝึกการเชื่อม: วิธีการปรุงตะเข็บแนวนอนและแนวตั้ง:
ไม่จำเป็นต้องมีคุณสมบัติของช่างเชื่อมมืออาชีพ แต่ต้องใช้เทคนิคการเชื่อมเป็นอย่างดี ต้องขอบคุณทักษะการเชื่อมที่มีอยู่บุคคลจึงมีโอกาสมากขึ้นสำหรับการดำเนินโครงการในครัวเรือนต่าง ๆ
หากคุณต้องการเรียนรู้เทคโนโลยีคุณสามารถทำได้ตลอดเวลาและประสบการณ์จริงจะช่วยให้คุณเชี่ยวชาญเทคนิคการผลิตในระดับสูง
ต้องการพูดคุยเกี่ยวกับประสบการณ์ของคุณในการเชื่อม? คุณรู้รายละเอียดปลีกย่อยของกระบวนการที่ไม่ได้ระบุไว้ในบทความหรือไม่? กรุณาเขียนความคิดเห็นในบล็อกด้านล่าง
 การเชื่อมไฟฟ้าสำหรับผู้เริ่มต้น: ความแตกต่างของการเชื่อมและการวิเคราะห์ข้อผิดพลาดพื้นฐาน
การเชื่อมไฟฟ้าสำหรับผู้เริ่มต้น: ความแตกต่างของการเชื่อมและการวิเคราะห์ข้อผิดพลาดพื้นฐาน  การเชื่อมต่อก๊าซกับบ้านส่วนตัวมีค่าใช้จ่ายเท่าไหร่: ราคาของการจัดจ่ายก๊าซ
การเชื่อมต่อก๊าซกับบ้านส่วนตัวมีค่าใช้จ่ายเท่าไหร่: ราคาของการจัดจ่ายก๊าซ  เครื่องซักผ้าที่ดีที่สุดพร้อมเครื่องเป่า: คะแนนรุ่นและเคล็ดลับของลูกค้า
เครื่องซักผ้าที่ดีที่สุดพร้อมเครื่องเป่า: คะแนนรุ่นและเคล็ดลับของลูกค้า  อุณหภูมิสีของแสงคืออะไรและความแตกต่างของการเลือกอุณหภูมิของหลอดไฟให้เหมาะกับความต้องการของคุณ
อุณหภูมิสีของแสงคืออะไรและความแตกต่างของการเลือกอุณหภูมิของหลอดไฟให้เหมาะกับความต้องการของคุณ  การแทนที่ของน้ำพุร้อนในอพาร์ทเมนต์: เอกสารทดแทน + บรรทัดฐานและข้อกำหนดพื้นฐาน
การแทนที่ของน้ำพุร้อนในอพาร์ทเมนต์: เอกสารทดแทน + บรรทัดฐานและข้อกำหนดพื้นฐาน 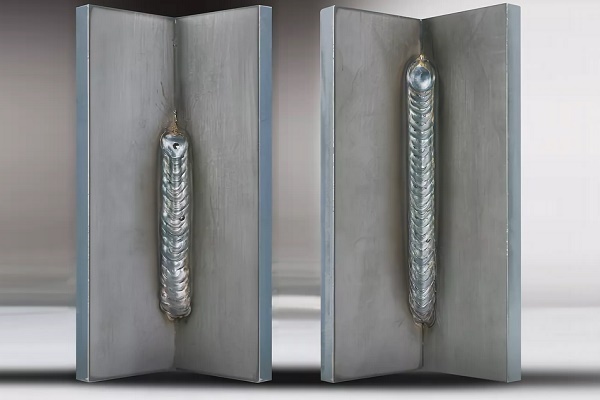{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}