Hur man böjer ett profilrör med egna händer utan specialverktyg

Profilrör är oumbärliga i monteringsprocessen för ramar för byggkonstruktioner. Växthus, en mängd växthus, lusthus och andra anläggningar byggs med sin hjälp ganska snabbt och effektivt. Men allt är inte så enkelt.
För att böja ett sådant rör måste man använda dyra specialutrustningar, vilket inte alltid är acceptabelt för en hembestämare. Låt oss prata om hur man böjer ett profilrör hemma.
Artikelens innehåll:
Profilrör - vad är det?
En profil anses vara ett rör med ett annat tvärsnitt. Den kan vara rektangulär, oval, hexagonal eller kvadratisk. Röret har ökat styrka, eftersom dess ansikten tar rollen som förstyvningar.
Profilprodukter klarar betydande böjbelastningar, vilket gör dem till ett bra val för konstruktion av en metallram för byggnader av olika syften.
Råvarorna för produktion av formade rör är ofta hög- eller låglegerat stål. Beroende på tillverkningsmetod finns elektriska svetsade, kalla och varmvalsade, sömlösa rör.
Produkter skiljer sig åt i väggtjocklek och profilhöjd. Sådana rör kan användas för tillverkning av olika delar i form av ramar, trappor och räcken. Oftast används ett profilrör i konstruktion för konstruktion av välvda strukturer och som en ersättning för järnstänger vid konstruktion av ramar.
Färdigheter i att böja ett profilrör kommer att vara användbara för hantverkare som självständigt vill utrusta ett förortsområde:
Möjliga komplikationer under arbetet
Den faktiska böjningen av ett sådant rör är en process för att ge elementet en böjd-jämn konfiguration. Detta kan endast göras under tryck, eftersom delen har hög hållfasthet. För att minska det tryck som krävs för böjning kan uppvärmning av böjningsfragmentet användas.
Trots den uppenbara enkelheten hos operationen, som ett resultat av böjning, erhålls inte alltid delar av den önskade konfigurationen. Ofta finns det problem. Bland de vanligaste komplikationerna ingår tre.
Den första är att den inre sidan av profilen är bildad av speciella veck som liknar en korrugering. I rätt version reduceras den jämnt.

Den andra svårigheten är brott i profilrörets yttervägg. Under böjning sträcker det sig. Ibland tål metallen inte kraft och brister. Det tredje problemet är att röret, genom att ändra form, kan tappa elementens inriktning.
Detta innebär att dess fragment i böjt tillstånd kommer att ligga i olika plan. Och detta är oacceptabelt. Övning visar att alla svårigheter uppstår på grund av det felaktiga valet av böjningsmetod.
För att välja det korrekt måste du ta hänsyn till profilrörets plastfunktioner. De bestäms av tvärsektionens storlek och form, liksom tjockleken på produktens väggar. Baserat på dessa värden är det möjligt att beräkna minsta möjliga krökningsradie. Att försöka runda en mindre radie är starkt avskräckt.
För att bestämma minsta radie behöver vi en sektionshöjd. Det beräknas enligt följande. Profilhöjden mäts, produktens fördubblade väggtjocklek subtraheras från den.
Det resulterande antalet kommer att vara önskad höjd, vi anger det med h. För rör med rektangulärt och kvadratiskt tvärsnitt gäller följande regel. Om profilens höjd är högre än 20 mm, tål delen att böjas i sektionen, vars minimilängd är hx3,5.
Produkter med en profil under 20 mm kan böjas på en sektion med en längd på hx2,5 eller mer. Denna regel gäller alla rör. Dock påverkar delens väggtjocklek också begränsningarna i böjningen.
Ju tunnare det är, desto högre är sannolikheten för att en del bryts eller krossas. Experter rekommenderar starkt inte att försöka böja breda produkter vars väggtjocklek är mindre än 2 mm. I detta fall är det optimalt att använda en svetsmaskin.

En annan punkt att vara medveten om.Rör tillverkade av låglegering och kollegeringar är väldigt elastiska och kan efter böjning på något sätt "springa" och försöka ta sin tidigare form.
Detta innebär ytterligare arbete med produkten, eftersom den måste anpassas igen enligt en prefabricerad mall. Därför rekommenderas det att ta reda på värdet på ett visst profilrörs plastmomentmotstånd och utföra böjning med hänsyn till denna indikator. Ju mindre den är, desto mindre kommer våren att "springa".
Funktioner i olika sätt att profilböja
Det finns två huvudmetoder för att böja ett profilrör: kallt och varmt. Den första antar att bockningsprocessen utförs utan en preliminär temperatureffekt på delen.
Medan den andra utförs endast med ett förvärmt rör. Visserligen ökar värmningen av en del avsevärt dess duktilitet och underlättar bockningsprocessen.
Det finns inga standarder som strikt reglerar användningen av kall- och hetbockningsmetoden för profilprodukter. De är endast avsedda för rör med cirkulärt tvärsnitt. Enligt dessa standarder används hetbockning för delar med en diameter på 100 mm eller mer. För rektangulära och fyrkantiga rör gäller något olika regler.
Om det finns ett engångsarbete med rörbockning kan du köpa det, men det är bättre att hyra en hydraulisk rörbockare med en manuell drivning:
Rörmokare rekommenderar att alla rör med en profilhöjd på mindre än 10 mm endast böjs på kallt sätt. Produkter med en profilhöjd på 40 mm och högre böjs enligt den heta metoden.
Hur man böjer delar med en profilhöjd på 10 till 40 mm är det upp till artisten att bestämma. För att inte göra några misstag kan du göra en rättegångsböjning. I allmänhet, om tillgänglig rörbockare, med sin hjälp kan du böja röret utan värme.
Om det inte finns något specialverktyg är det värt att utföra en provböjning av profilröret. För att göra detta är en kant på delen fast fastspänd i en skruv. Ett rör med en större diameter än det för den böjda produkten sätts i den andra änden.
Den resulterande "axeln" bör dras kraftigt och böja produkten. Om delen böjs kan kallböjningsmetoden användas. Om inte används böjning med förvärmning.
Finesserna i het böjning
Böjning av ett fragment av ett profilrör sker efter det att det har upphettats. Det är lämpligt att utföra operationen i ett tillvägagångssätt, eftersom upprepad uppvärmning av metallen är oönskad. En produkt som kyls till en ljus körsbärsfärg kan spricka.
Därför är denna metod idealisk för att utföra vinklad enhet böjning. För att böja profilen under en rundad båge måste den användas med försiktighet, eftersom upprepad uppvärmning i detta fall är oundviklig.

För att böja profilröret på ett varmt sätt bör ett fyllmedel användas. Detta förhindrar eventuell krossning av delen. Som en påfyllning tas sand vanligtvis.
Det bästa alternativet är medelkornig konstruktionssand. Om inte är material från barnens sandlåda lämpligt. Först måste du rengöra den från onödiga föroreningar.
För att göra detta siktas sanden genom en sikt med celler med en storlek på 2-2,5 mm. Så du kan bli av med stora stenar och skräp. Om en sådan infogning under bockningsprocessen är direkt vid rörväggen, kommer den att bilda en lättnad som är helt onödig.
För små sandkorn behövs inte heller. I processen med uppvärmning kan de sintras, vilket är oönskat. Därför måste sanden siktas igen, nu genom en fin sikt. Dess maskstorlek bör vara cirka 0,7 mm. Kalcinerad siktad sand.
Påfyllningsmedlet är klart. Nu kan du göra detaljen. Först måste du glödgöra röret i det område där böjningen kommer att utföras. Sedan kan du börja tillverka pluggarna.
Du behöver två delar av samma storlek som täcker båda ändarna av profilröret så att sanden i det inte tappar ut. Stubbar är endast gjorda av trä, inget annat material kan användas.
Bestäm storleken och formen på delarna. Dessa bör vara pyramider, vardera tio gånger längre än basens bredd. Dimensionerna på själva basen bör nästan fördubbla storleken på hålet som kommer att stängas av denna plugg. Förberedda produkter måste provas på röret.

Om allt är normalt utför vi ett längsgående spår på vardera sidan av en av pluggarna. Genom dessa spår kommer gas som ackumuleras under uppvärmningen att gå ur arbetsstycket. Du kan börja fylla röret.
För att göra detta, ta en plugg utan spår och installera på plats. En vanlig tratt införs i motsatt ände av delen. Om röret är långt placeras det i en vinkel mot marken; om det är kort är det vinkelrätt.
Sand hälls i små delar genom tratten. Efter varje servering, ta en gummi- eller trähaller och knacka noggrant på delen underifrån, så att sanden sprids så jämnt och kompakt som möjligt. När ett tråkigt ljud hörs när du knackar på hela rörets längd ska du sluta arbeta. Detta innebär att delen är helt fylld med sand.
Det ämnet som fylls med sand stängs av det andra locket. Nu måste du rita gränserna för webbplatsen som kommer att utsättas för uppvärmning med krita. Längden måste vara lika med minst sex diametrar på arbetsstycket.
Delen är ordentligt fixerad i en klämma eller i en skruv. Om röret är svetsat måste det fixeras så att sömmen är utanför krökningen. Om den är inuti kan delen spricka.
Nu ska du värma upp ett fragment av röret till en rödkörsbärsfärg. Detta kan göras med en blåsskydd eller gas lödlampa. En viktig punkt. Hela området bör värmas jämnt.
Överhettning av enskilda fragment får inte tillåtas. Om detta ändå skulle hända, bör sådana områden kylas. En indikator på ett tillräckligt uppvärmt rör är en skala som studsar av det.

Efter att arbetsstycket har upphettats, sätts ett fragment av ett rör med en större sektion på dess ände. Så att kanten på delen inte når framtida böj lite. Sedan böjs röret försiktigt till önskad form.
Du måste göra detta i ett steg med en jämn progressiv rörelse i ett vertikalt eller horisontellt plan. Den resulterande böjningen kontrolleras mot mallen.
Det böjda röret ska svalna, varefter det igen ska jämföras med mallen och se till att formen är korrekt. I så fall slås pluggarna ut. Ofta är det svårt att göra detta, då kan du bara bränna ut träkorkar och hälla ut sand.
För att göra svängen klar, utan rynkor och tårar, måste du fylla sanden så tätt som möjligt i röret och värma delen jämnt.
Funktioner i kallböjning
Det finns flera sätt att böja en profil utan att värma. Det är lättast att göra detta med ett speciellt verktyg, nämligen en rullformningsmaskin. Du kan köpa det eller göra det själv, vilket är ganska svårt.
Att köpa ett verktyg lönar sig dock inte om du bara behöver böja några detaljer. Därför är många intresserade av hur böjningen av profilröret görs för hand och om detta alls är möjligt.

En sådan operation är mycket möjlig. För dess implementering krävs de enklaste anordningarna i form av en dorn eller en bockplatta. De kan enkelt monteras av improviserade material. Innan du böjer dig måste du bestämma fyllmedlet för röret.
Om höjden på profilen är mindre än 10 mm behöver du inte fylla delen; för produkter med högre höjd krävs fyllmedlet. Detta kan vara sandbearbetat på det sätt som beskrivs ovan, eller en fjäder.
I det senare fallet väljs en del av stål med en tätt lindad lindning. Dess diameter bör vara sådan att den sitter tätt i profilrörets hålighet. Endast på detta sätt kan det effektivt förhindra en för skarp förändring av rörets tvärsnitt på böjplatsen.
Så att fjädern i slutet av arbetet kan avlägsnas utan problem, är ett trådstycke säkert fäst vid dess kant innan installationen.
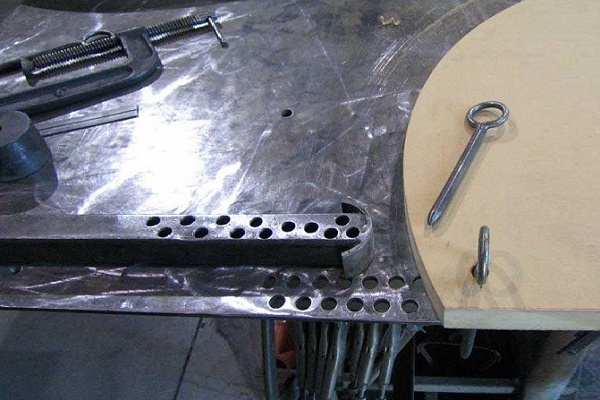
Nu måste du bestämma typen böjverktyg. Detta kan göras genom att känna till produktprofilens höjd. För ett tunt rör, med en profilhöjd mindre än 10 mm, används en bockplatta med stift som fungerar som stopp. De är anordnade i enlighet med delens böjningsradie. Röret läggs mellan stoppen, vilket ger den nödvändiga formen.
De börjar lägga delen från mitten, det är lättare att utföra operationen. Sedan flyttar de gradvis till kanterna på produkten. En betydande nackdel med denna böjningsmetod är behovet av betydande ansträngningar.
Dessutom är det ganska svårt att böja exakt enligt mönstret, det är mycket troligt att det kommer att finnas några avvikelser från den givna formen.

Rör med en profilhöjd mer än 10 men mindre än 25 mm böjs med specialutrustning utrustad med en rulle. Det fungerar enligt principen om den så kallade Volnov-maskinen.
Det händer på följande sätt. Delen är ordentligt fixerad i en skruv. En betydande kraft appliceras på den genom valsen, som böjer elementet. Denna metod gör det möjligt att böja utförs mer exakt och effektivt.
Men i det här fallet måste du göra mycket betydande fysiska ansträngningar för att få det önskade resultatet. Om du vill få en del med en stor böjningsradie, till exempel, används en båge för en ramkonstruktion, planparallella plattor eller en dorn.
Enheten är en fast rundad form på vilken klämmor används för att fixa delen.
Ett profilrör införs enkelt i ett spår vars storlek exakt matchar produktens profil. Fästklämmor håller delarna på plats tills hela elementet läggs i fixturen. Således ges röret den önskade formen.
Om du har de grundläggande färdigheterna hos en elektrisk svetsare kan en enkel maskin för böjning av profilrörsvalsning göras med dina egna händer:
Vi rekommenderar också att du tittar på artikeln där vi talade om hur man böjer rör från olika metaller - läs mer ytterligare.
De enklaste kallbockningsverktygen
Tänk på hur du gör två mycket enkla armaturer själv, vilket hjälper till att böja profilröret.
Profil Mandrel
Grunden för anpassningen kommer att vara en arbetsbänk. Det är viktigt att inte bara arbetsområdet utan också utrymmet runt det är fritt. För att fixa dornen måste du göra flera tätt åtskilda hål i ena kanten av bänkskivan.
Dornen eller själva mallen är gjord av plywood. Detta alternativ är dock acceptabelt endast om flera delar förväntas vara färdiga.

Om du behöver böja ett stort antal rör enligt denna mall, är dornen bäst tillverkad av ett stålhörn. I vissa fall måste profilprodukten böjas i olika vinklar.
För sådant arbete behöver du flera mallar samtidigt, som bör förberedas i förväg. Innan arbetet påbörjas är spindeln ordentligt fäst vid basen med klämmor.
Det rör som ska böjas är pålitligt fixerat till dess kant. Sedan är böjningen klar. Åtgärden utförs smidigt, utan skarpa ryck. Kraften som appliceras på röret bör öka gradvis. Under böjningen har delen formen av en dorn. Detta kommer att kräva avsevärda ansträngningar.
Avancerad bockplatta
Detta är en bekväm multifunktionell enhet som gör det möjligt att böja hög kvalitet. Enheten är en massiv metallplatta monterad på en sockel. Den senare, med hjälp av fästbultar, är fixerad på verkstadsgolvet.
Gör-det-själv enkel och prisvärd böjplatta med en dorn kan göras med dina egna händer:
Överväg alternativt en liknande fixtur monterad på en arbetsbänk. Efter arbete är bockplattan lätt att demontera och ta bort, eller så kan du använda den som stativ för andra låssmedverksamheter.
För att göra en sådan enhet behöver du en tjock metallplatta. Det svetsas på ett teleskopstativ. För böjningsstopp görs två hål på bottenplattan.
De sätter stoppbultar. Munstycken med olika radier sätts på och fixeras på dem, vilket gör att du kan böja rören vid behov. En tryckplatta skärs ur den tjocka stålplåten.

Användningen är obligatorisk så att inriktningen av den böjda delen inte störs, eftersom böjning av ett profilrör utan rörbockning av misstag kan deformera det i två olika riktningar. Plattan är fixerad ovanför munstyckena på stoppbultarna.
Själva bockningsprocessen är som följer. Ett rörsegment fixeras i fixturen, varefter det dras med ansträngning av den motsatta kanten. Delen börjar böjas. Om detta inte händer på grund av otillräcklig ansträngning kan du försöka öka axeln genom att sätta in en del med ett rör med större diameter.
Slutsatser och användbar video om ämnet
Vi böjer röret med en dorn från stålhörn:
Hur man gör en snabb och enkel hemlagad rörbender:
Det enklaste sättet att böja ett profilrör:
Det finns många sätt att manuellt böja profilerade rör. Och de har alla en gemensam nackdel: det krävs mycket ansträngning att böja dem. En fysiskt oförberedd mästare kanske inte kan hantera sådant arbete. Att böja delar med specialiserade enheter är mycket enklare, mer exakt och kräver inte speciell fysisk ansträngning.
Problemet är att kostnaden för sådan utrustning är ganska hög. Därför är det verkligen olönsamt att köpa en enhet bara för att utföra ett engångsarbete. Det bästa alternativet är att hyra specialutrustning, vilket möjliggör en liten avgift för att ta emot profilprodukter, böjda exakt enligt mönstret.
Om du har nödvändiga färdigheter, vänligen dela din erfarenhet med våra läsare. Återkopplingsformuläret finns under artikeln. Där kan du ställa en fråga om ämnet för artikeln, och vi kommer att försöka svara på det snabbt.
 DIY-installation av HDPE-rör: svetsinstruktioner + hur man böjer eller räter ut sådana rör
DIY-installation av HDPE-rör: svetsinstruktioner + hur man böjer eller räter ut sådana rör  Maskin för att böja ett profilrör: hur man bygger en rörbockningsmaskin med dina egna händer
Maskin för att böja ett profilrör: hur man bygger en rörbockningsmaskin med dina egna händer  Hur man gör en stol av polypropylenrör med dina egna händer: steg-för-steg-anvisningar för tillverkning
Hur man gör en stol av polypropylenrör med dina egna händer: steg-för-steg-anvisningar för tillverkning  DIY-hantverk från propylenrör: gör det själv hemlagade alternativ
DIY-hantverk från propylenrör: gör det själv hemlagade alternativ  Gör-det-själv installation av plaströr: anslutningsteknik och exempel på ledningar
Gör-det-själv installation av plaströr: anslutningsteknik och exempel på ledningar  DIY-installation av polypropylenrör: teknik för att arbeta med PP-rör
DIY-installation av polypropylenrör: teknik för att arbeta med PP-rör  Hur mycket kostar det att ansluta gas till ett privat hus: priset för att organisera gasförsörjningen
Hur mycket kostar det att ansluta gas till ett privat hus: priset för att organisera gasförsörjningen  De bästa tvättmaskinerna med torktumlare: modellbetyg och kundtips
De bästa tvättmaskinerna med torktumlare: modellbetyg och kundtips  Vad är ljusets färgtemperatur och nyanser av att välja lampans temperatur för att passa dina behov
Vad är ljusets färgtemperatur och nyanser av att välja lampans temperatur för att passa dina behov  Byte av en geyser i en lägenhet: pappersarbete + grundnormer och krav
Byte av en geyser i en lägenhet: pappersarbete + grundnormer och krav {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Jag försökte böja två profilrör på samma sätt med uppvärmning:
1) De visade sig annorlunda!
2) Insidan gick i veck (men det var tur att den yttre var väl och smidig sträckt).
3) Jag kommer inte att ta det på egen hand längre.
Det är konstigt att ingen kunde säga mig på handelsplatserna var jag skulle vända mig för detta arbete. Han korrigerade sina misstag själv, tolerabelt. Okomplicerad men lyckad.