Учините самостално уградњу ХДПЕ цеви: упутства за заваривање + како савити или исправити такве цеви

Полиетилен ниског притиска у рангу популарности међу материјалима који се користе за монтажу цевовода заузима водећу позицију. Тајна овог захтева лако се објашњава свестраношћу примене и једноставношћу уградње полиетиленских цеви.
Али као и код било којег другог полимера, висококвалитетна уградња ХДПЕ цеви сопственим рукама може се извршити само под стриктним придржавањем технологије. Рећи ћемо вам које нијансе треба узети у обзир при усклађивању елемената. Објаснићемо вам како их правилно савити и исправити.
Садржај чланка:
Ефикасне методе спајања ХДПЕ цеви
Технолошко повезивање ХДПЕ цеви може бити две главне методе - једноделна и одвојива.
Прва укључује ангажовање машина за заваривање, други се имплементира без употребе.

Заварени једнодијелни спојеви омогућавају максимално заптивање, што је посебно важно код уређења аутопутеви под притиском. Одвојиве спојеве је лако монтирати и омогућавати растављање цјевовода у било којем тренутку како би се промијенила конфигурација линије или допунио новим завојима.
Методе једноделног повезивања
За спајање ХДПЕ цеви користе се две једноделне методе повезивања: челичним заваривањем и уградњом електричне спојке.
У сваком случају, када примењују ове методе, једињења имају следеће захтеве:
- Максимални угао помака заварених сегмената не сме бити већи од 10% у односу на дебљину стијенке спојених цеви.
- Спојни шав треба да се направи изнад спољног нивоа површине суседних сегмената.
- Висина ваљка добро израђеног шава треба да варира у распону од 2,5 до 5 мм.
Оптимална вредност висине ваљка зависи од дебљине стијенке растаљеног производа. На цијевима танког зида (до 5 мм) не смије бити веће од 2,5 мм. Ако дебљина стијенке цеви варира између 6-20 мм, тада висина ваљка не сме бити већа од 5 мм.
Заваривање
Стварање нераздвојног једињења врши се омекшавањем материјала до стања вискозне супстанце тако да настаје дифузна комбинација његових делова. Користи се за цеви чија је дебљина стијенке већа од 5 мм.

Начин повезивања помоћу заваривања користи се на директним одсецима водовода, који би требало да раде под притиском. Само вам омогућава да стекнете чврсту везу са пречницима већим од 200 мм, јер не ствара губитак крутости цеви, што доводи до деформације.
Трајно заваривање ХДПЕ цеви сопственим рукама врши се посебним алатом. Суштина методе је загревање крајева прикључених елемената до вискозног стања помоћу млазнице за грејање. Омекшани крајеви једноставно се међусобно спајају под притиском, након чега се везни део једноставно хлади.

Приликом заваривања важно је издржати температурне услове грејних елемената.
Параметри времена изложености и температуре грејних елемената одређују се узимајући у обзир три фактора:
- Дебљина зидова цевовода.
- Пречник савијања.
- Технички параметри уређаја за лемљење.
Заваривање цеви је најпоузданија и дуготрајнија опција. Помоћу ње можете да направите интегрални носач који може да издржи притисак и без притиска водоводни системи.

Заваривање се изводи у следећем редоследу:
- Комуникација је пресјечена на унапријед одређену величину. Обрежите паралелизам равни крајева. Крајеви се чисте комадом брусног папира.
- Крајеви су обложени ширином од 2-3 мм. Место заваривања је темељно очишћено и третирано средство за одмашћивање.
- Легло за лемљење је постављено на ознаку грејања од 260 °. Док се загрева, наваривају се млазнице и чекају док њихов степен загревања не достигне унапред одређену температуру.
- Помоћу механизма центрирања, спојница и крај цеви се продубљују у шупљину млазнице. Ако механизам за центрирање није предвиђен лемилицом, поравнавање ће се морати проверити "оком", чинећи спој што тачнијим.
- Центрирани елементи се увлаче до назначеног нивоа, спајају се под притиском и подносе вријеме наведено у упутама за поновно пуњење.
- Након завршетка рада, уређај се гура у страну и искључује се из мреже. Подручје заваривања без померања и ротације фиксира се у унапред одређеном положају док се површина потпуно не охлади.
При заваривању је важно да се не излаже прекомерно. То може проузроковати стварање прилива полиетилена на унутрашњем пречнику производа.

Да бисте постигли сигурно постављање, дубина уградње треба бити око 2 мм.Успркос одређеној дубини, добивени завар ће имати равномерно изглед са истом висином удубљења.
Следећи избор фотографија упознаће вас са корацима челичног заваривања ХДПЕ цеви:
Електрофузијским заваривањем
За примену ове методе нераскидивог повезивања користи се електрофузијско заваривање или електрични заваривање арматура.

Ова метода је ефикасна када морате радити у уским просторима. На пример, када обављате поправне радове у бушотинама или када требате да направите уметке у претходно повезане цеви.
У домаћим регулаторним документима не постоје јединствени стандарди за заваривање утичница. Ова технологија се чешће користи у европским земљама и регулише је ДВС-220715 стандардима.
Технологија повезивања ХДПЕ цеви уз употребу спојница укључује неколико основних корака:
- Припрема комуникационе странице. Спољна површина отвора очишћена је од масноће и прашине. У ту сврху користе се сапунски и алкохолни раствори који су у грађевинским продавницама представљени у широком асортиману.
- Обрада зглобова. Густина причвршћивања директно зависи од тога како глатко је направљен рез. Да би се добила савршено глатка површина, предња страна цеви је натопљена комадом ситнозрног брусног папира.
- Цхамферинг. Спој славине сече на 45 °. Конус ће омогућити да се најчвршће прилегну елементи и њихово причвршћивање.
- Спојница. Квачило је повезано са извором напајања. Након загревања на претходно задату температуру, једна страна (трн) рукава се поставља на цев, а други крај (рукава) се повезује са другим отвором цеви.
Кључни услов за електрофузијско заваривање је осигурати да компоненте остану непомичне у време загревања и очвршћавања.При продубљивању грана савијања у шупљину загрејане спојнице, важно је да се радови обављају брзо, али што је пажљивије могуће како се не би прегревао полиетилен.

Када продубите сегменте у шупљину спојнице, будите спремни да течна пластика постепено изађе испод ње. Након завршетка радова остаје само уклонити спојницу и положити повезани цевовод на чврсту површину како би се учврстио у жељеном положају.
Након што се талина очврсне на месту спајања, биће видљива пресовна стезаљка која се чврсто прилега цеви.
Али одабиром ове методе, вриједно је узети у обзир да се пластичне цеви не разликују по високој крутости. И због тога, с јаким унутрашњим притиском, створени шав може једноставно да се одвоји. Спојни спој није најбоље решење за организовање комуникација за грејање и стварање огранака за умиваоник.
Процена различитих и слабих страна методе заваривања ХДПЕ цеви Чланак је посвећен садржају о коме савјетујемо да прочитате.
Одвојиве методе повезивања
Ако размотримо могућности одвојивих прикључака, оне се примењују помоћу прирубница и компресорских фитинга. Уз строго придржавање инсталације, испоставило се да су једнако поуздане као и оне које су створене употребом апарата за заваривање.
Било која врста нераскидиве везе укључује еластични део. Приликом стискања алатом за сабијање испуњава све празнине у пределу зглоба и елиминише цурење.
Коришћење фитинга са ХДПЕ-а
За примену ове методе користе се компресиони фитинзи, који су осовине, допуњене спољним навојима са обе стране.
У могућности су да се споје на цеви, пружајући чврсту везу са високим перформансама заптивања. У овом случају склоп који се може склопити неће бити тешко уклонити у било којем тренутку да би се променила конфигурација аутопута или хитне поправке.

Редослед корака за успостављање одговарајуће везе:
- На припремљене крајеве обе цеви ставите разводни прстен од полиуретана или гуме. Спољни пречник прстена треба да буде једнак унутрашњој величини спојених цеви.
- Крајеви су опремљени затезном матицом и две компресорске подлошке. Прва подлошка је дизајнирана да истисне дистанчни прстен, друга је дизајнирана да затегне матицу у односу на крај цеви.
- Спој је спојен по принципу „цев - фитинг - цев“. Да би се повећала поузданост, на обје стране је притиснута затезна матица затезачима.
За састављање монтираних делова користи се посебан кључ. Стезне матице су одвијене на прикључним спојницама.

Главна предност овог начина повезивања је та што је погодан за обављање чак и уз значајно смањење температуре околине. Док је граница заварених спојева не мања од + 5 ° С.
Широк спектар прикључних елемената различитих пречника омогућава прикупљање било каквих ожичења, чинећи потребне гране у цевоводу.
Инсталирањем прирубнице
Прирубничка врста прикључка се бира ако је потребно спојити ПНД цевовода на челичне цеви. Помоћу прирубница погодно је на аутопутеве спојити вентиле, регулаторе и запорне вентиле.

За уградњу на полиетиленске цеви користе се прирубнице које су у складу са ГОСТ 12882.80. Имају проширени унутрашњи пречник.
Инсталација прирубнице се изводи у следећем редоследу:
- На једном крају комуникацијске нити се изводи.
- Елемент је завишен у навој.
- Излаз прикључене цеви се поставља на елемент.
- Спој се загрева спојницом или сушилом за косу.
Пре стављања на прирубницу потребно је прегледати да ли постоје оштри испупци и бодље који могу оштетити крај полиетиленске цеви.
Како савити или исправити производ?
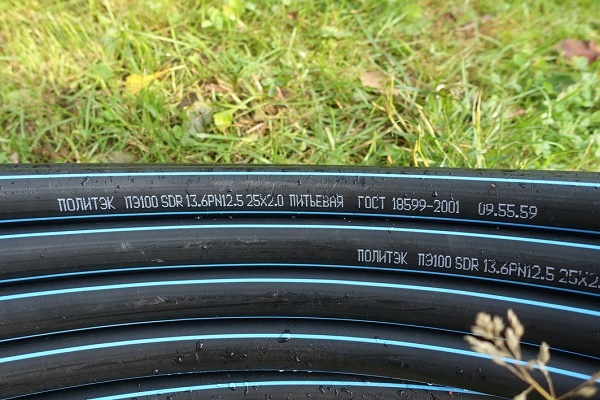
Полиетиленске цеви доступне су за продају у правим деловима од 12 метара или у облику чврстих производа намотаних око великих лежишта. Производи су увијени у облику прстенова и деформирани су. Пре него што поравнате или савијете деформисану ХДПЕ цев, мора да се загреје.

Полиетилен ниског притиска познат је по својој доброј еластичности. Али то својство губи на температури загревања изнад + 80 ° Ц. Овај тренутак користи се ако је потребно за промену конфигурације производа.
Али вреди запамтити да се за ширење или савијање температура може подићи само за кратко време. Уосталом, полиетиленска цев спада у категорију грађевинских материјала, који се, ако се температура поквари, могу оштетити.
Преглед метода продужења цеви
Изравнајте цев, уклањајући наборе који су се појавили током њеног складиштења и транспорта, најлакши је начин након лаганог загревања производа. Ако се замена или поправак цевовода врши љети, када су сунчеве зраке најтоплије, можете их користити за постизање задатка.

УВ зраке неће погоршати радне параметре полиетилена, али истовремено могу омекшати зидове производа. Морате само да фиксирате омекшану цев уз крути носач или зид, или да је положите у унапред ископани ров. Пре него што поравнате закривљену ХДПЕ цев на земљи, морате да ослободите подручје.
Ако морате да обављате посао зими, користите топлу воду за загревање производа. Али ова метода је ефикасна за цеви чија величина не прелази 50 мм. Као средство за поравнавање можете користити металне ограде и опеке. У сваком случају: што је краћа дужина производа, то ће лакше радити с њим.
Ефикасне методе савијања обратка
Ако се догоди супротна ситуација када је потребно савити ХДПЕ цев, користи се иста термичка обрада.
За загревање користе се ове методе:
- пухати врући грађевински ваздушни вентилатор;
- загрејте зидове производа гасним гориоником;
- окружите површину кипућом водом.
Да бисте поједноставили поступак савијања, боље је направити оквир за обликовање. Оквир, чија величина одговара пречнику савијене цеви, може се начинити од обичних листова влакнастих плоча. Да бисте површину оквира учинили глатком, поспите је комадом брусног папира.
Да бисте савили ПНД цев фен за косу, посао се изводи у следећем редоследу:
- Третирано место се греје грађевинским сушилом за косу.
- Омекшана гредица је закопана у калупу за обликовање.
- Лагано савијте цев без примјене превелике силе како се производ не би сломио на завоју.
Створивши потребан угао савијања, потребно је оставити производ да се потпуно хлади и тек након тога га уклонити са оквира.

Важна тачка: док се загревате цеви, морате се држати „златне средине“. Ако површина није довољно загрејана у време савијања, цев се може покварити. Ако се у тренутку загревања грејни елемент доведе преблизу производа, полимер се може запалити.
Закључци и корисни видео о овој теми
Упознајте нијансе заваривања и обраде ХДПЕ цеви у следећим видео записима.
Видео број 1. Како се врши заваривање задњицом:
Видео бр. 2 Пример стварања електрофузијског заваривања:
Видео # 3. Опција исправљања цеви:
Приликом одабира методе повезивања и поравнавања полиетиленских цеви мора се узети у обзир ниво притиска радног медијума. То ће умањити негативан утицај манипулација цевоводом на његове техничке карактеристике.
Да ли знате технолошке нијансе спајања полиетиленских цеви које нису описане у чланку? Ако је лично искуство у изградњи ХДПЕ цевовода, које бисте желели поделити са посетиоцима странице и са нама? Напишите коментаре у доњи блок, пошаљите фотографију, поставите питања у вези са темом чланка.
 Уградња сопствених полипропиленских цеви: технологија рада са ПП цевима
Уградња сопствених полипропиленских цеви: технологија рада са ПП цевима  Како властитим рукама направити столицу од полипропиленских цеви: детаљна упутства за производњу
Како властитим рукама направити столицу од полипропиленских цеви: детаљна упутства за производњу  Како савити профилну цев властитим рукама без посебних алата
Како савити профилну цев властитим рукама без посебних алата  Инсталација бакарних цеви: технологија уградње бакрених цеви
Инсталација бакарних цеви: технологија уградње бакрених цеви  Уградите сами пластичне цеви: технологија повезивања и примери ожичења
Уградите сами пластичне цеви: технологија повезивања и примери ожичења  Направите занате од пропиленских цеви: направите сами домаће опције
Направите занате од пропиленских цеви: направите сами домаће опције  Колико кошта прикључење гаса на приватну кућу: цена организовања снабдевања гасом
Колико кошта прикључење гаса на приватну кућу: цена организовања снабдевања гасом  Најбоље веш машине за сушење веша: оцена модела и савети купаца
Најбоље веш машине за сушење веша: оцена модела и савети купаца  Која је температура боје светлости и нијансе избора температуре лампе према вашим потребама
Која је температура боје светлости и нијансе избора температуре лампе према вашим потребама  Замена гејзера у стану: замена папира + основне норме и захтеви
Замена гејзера у стану: замена папира + основне норме и захтеви 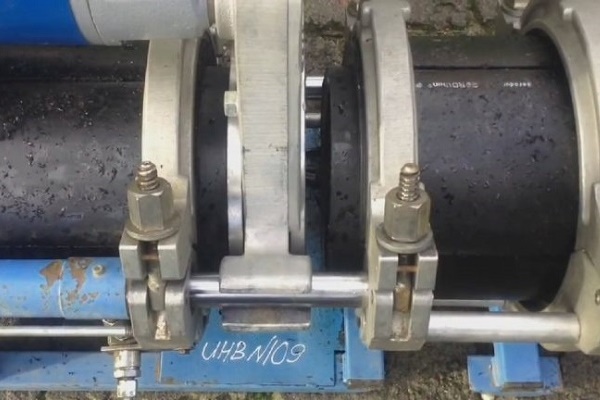{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}