Све о челичним цевима: преглед техничких спецификација и монтажних нијанси

У индустрији и домаћинству челична цев се користи веома широко. Користи се за постављање затворених и отворених комуникација за довод гасова и течности у дистрибутивне станице. Уз помоћ челичних производа штите каблове за напајање и сигнализацију у ваздухопловству и аутомобилској индустрији.
Челичне цеви у многим областима служе као конструкцијски и декоративни елементи. У свакодневном животу из њих се састављају водоводни и грејни системи. Производи имају високе физичке карактеристике, подносе значајна радна оптерећења и поуздано служе дуги низ година.
Садржај чланка:
Челичне класе за производњу
У производњи челичних цеви у индустријској производњи користе се такве врсте сировина као:
- угљенични челик ст 3, ст 10-20, ст17г1с-у - за универзалне електричне цијеви опће намјене;
- челик 20-10 - за израду топло ваљаних цеви без шава;
- челик 20 - за цевни материјал хладне деформације;
- Челик отпоран на корозију 12Кс18Х12Т, 12Кс18Х10Т, 08Кс18Х10Т - за цеви које потражује у енергетској и хемијској индустрији.
Ниско легирани челик има добра механичка својства и приступачну цену. Легирајући адитиви позитивно утичу на физичке карактеристике челика, побољшавају жилавост и пластичност, чине материјал издржљивијим и отпорним на високе температуре и атмосферску корозију.
Међутим, цена легираног челика је нешто већа, а цеви израђене од њега увек се цене мало скупље. Према нивоу легуре, челик је подељен у три класе.

Ниско легирани материјал у композицији садржи не више од 2,5% разних адитива. У средње легираним врстама овај показатељ се креће од 2,5-10%. У високо легираним категоријама количина компоненти које побољшавају основне особине метала је од 10 до 50%.
Укупно постоји 14 врста легираних челичних легура различитих карактеристика. Најпопуларнији материјали су они који показују добру отпорност на разне појаве корозије и способни су да ефикасно делују без уништавања конструкције на екстремно високим температурама.
Производња челичних цеви: основне методе
Челичне цеви се израђују на више начина.
Најчешће опције производње су:
- електрично заварени равним шавом;
- електрично заварен спиралним шавом;
- вруће деформисано без шава;
- хладно се ваљало.
Избор погодног начина обраде метала зависи од квалитета сировина и опреме доступне од произвођача.
Посебним стандардом регулирају се водоводне и гасне цеви. Међутим, то се не догађа јер за овај материјал постоји посебна метода израде, већ само на основу области примене.
У ствари, ова врста цеви је универзални електрично заварени производ са равним шавом. Обично се овај тип користи у системима комуникације са умереним притиском.
Како се раде уздужни шавови са електричним заваривањем?
Размотано у тијесну ролу, челични лим (трака) се одмотава и исјече на уздужне траке жељене дужине и ширине. Резултирајући фрагменти су заварени у бескрајну траку, чиме се обезбеђује континуитет у производњи.
Затим се трака деформише у ваљцима, а празна се претвара у производ кружног пресјека са отвореним ивицама. Спојни шав прокува се лучном методом, индукцијским струјама, плазмом, ласером или електронима.

Након свих манипулација, округла челична цев је калибрисана у ваљцима и деликатно неразорно испитивање чврстоће и интегритета завара се врши ултразвуком или струјама струје. Ако током тестирања нису пронађене грешке, радни комад се исече на фрагменте планиране дужине и пошаље у складиште.
Израда електрично заварених спирално-шавних типова
Производња челичних спиралних цеви одвија се на истом принципу као и цеви са правим шавима, за производњу производа користе се само једноставнији механизми. Главна разлика је у томе што се исечена челична трака уз помоћ ваљака намотава не цеви, већ спиралом. То осигурава високу прецизност спојева у свим фазама.

Спирални шав сматра се поузданијим и даје цеви повећану затезну чврстоћу. Недостаци укључују повећану дужину шава, што захтева додатне трошкове за заваривање материјала и више времена за спајање.
Производња топло деформисаних бешавних производа
Као предоблик за креирање бешавне (бешавне) челичне цеви врућом деформацијом, користи се монолитни предоблик цилиндричног облика.
Греје се на високој температури у индустријској пећи и покреће кроз пробушену пресу. Уређај претвара производ у чахуру (шупљи цилиндар), а накнадна обрада са неколико ваљака даје елементу жељену дебљину зида и одговарајући пречник.

У последњој фази, врућа челична цев се хлади, сече према одређеним параметрима и пребацује се у складиште готових производа.
Карактеристике производње хладно-деформисаних цеви
Почетна фаза процеса израде бешавних челичних цеви хладном деформацијом је идентична „врућој“ верзији. Међутим, након проласка кроз млин за пробијање, чахура се одмах хлади и све остале операције се изводе у хладном окружењу.
Када се цев потпуно формира, обавезно је запаљива, прво загревање до температуре рекристализације челика, а затим поново хлађење. Након таквих мера, вискозност конструкције се повећава, а унутрашњи напони који неизбежно настају током хладне деформације напуштају метал.

Сада на тржишту постоје бешавне хладно ваљане цеви чија је дебљина стијенке од 0,3 до 24 мм и пречника од 5 до 250 мм. Њихове предности укључују висок ниво непропусности и способност да издрже висок притисак.
Секције и врсте облога
Према врсти пресека, челични цевни елементи су подељени у округле и профилне. Округле припадају универзалном изгледу, имају најширу градацију у пречнику отвора и дебљине стијенке.Израђују се само у индустријским условима од челичних легура и разних додатака који побољшавају физичке карактеристике материјала.

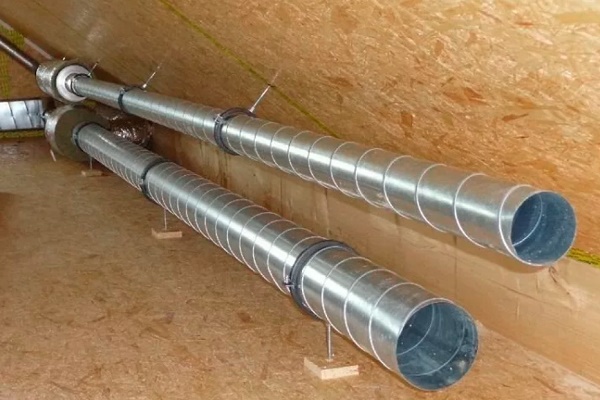
Палета намјена покрива готово све индустријске и домаће просторе. Округле челичне цеви различитих пречника користе се за превоз нафте и гаса, за опрему поуздане изолације комуникационих система било које сложености и величине, за прављење лаких конструкција и разних елемената спољног и унутрашњег уређења.
Профилне цеви су прогресивна врста ваљања металних конструкција са овалним, квадратним или правоугаоним пресеком. Производи се од нисколегираног и угљеничног челика, ређе од нерђајућег челика, хладном или топлом деформацијом електрично заварене греде правог шава округлог профила.
Обликовање се врши проласком дела кроз ваљке, који пружају потребан пресек.

Готове челичне цеви проверавају се на целовитост завара и подвргавају се додатној термичкој обради, што вам омогућава уклањање унутрашњих механичких напрезања. Затим сечи у складу са траженим димензијама. Да би се побољшале физичке особине челичних цеви, на њих се наноси заштитни премаз.
Најпопуларније врсте укључују:
- цинк (хладан или врућ);
- полиетиленски вишеслојни или екструдирани;
- епоксидни битумен;
- цемента и песка.
Цинк штити цеви од корозије, полиетилен ствара густи, непропусни слој на површини и спречава уништавање металне конструкције, битумен-епоксид смањује утицај струјних застоја, а цемент-песак штити унутрашњу површину од биолошког прљања.
Стандарди и величине челичних цеви
За цеви направљене од челика постоје посебни стандарди и државни стандарди. Ови параметри описују начин израде производа, његове основне димензије, пресек и дебљину стијенке. Усредсређивање на ове информације одређује се подручје употребе одређеног дела.
Параметри за равне производе за заваривање
Производња заварених цеви са правим шавом регулисана је ГОСТ 10704-91. Према његовим информацијама спољни пречник производа је 10-1420 милиметара, а дебљина стијенке варира од 1 до 32 милиметра.
Прикључци, пречника 426 милиметара, имају измерену и несмерну дужину.У посебним случајевима израђују се цеви са јачим, ојачаним шавом, али за њих постоји посебан посебан стандард - ГОСТ 10706.

Цеви овог типа најчешће се користе за полагање технолошких комуникационих система са умереним притиском и за стварање практичних, практичних и лаганих металних конструкција за различите намене.
Регулација електрично заварених спиралних шавних цеви
Производња електрично заварених цеви са спиралним шавом врши се у складу с ГОСТ 8696-74. Спољни пречник таквих производа је 159-2520 милиметара, дебљина зида се креће од 3,5 до 25 милиметара, а дужина 10-12 метара.

Цеви направљене на овај начин су трајније и имају могућност да издрже висок притисак. Стандард омогућава да се они користе у домаћим и индустријским сврхама, како би створили поуздане, непропусне и оперативно стабилне комуникационе системе.
Захтеви за бешавне производе са врућом деформацијом
Стандарди за бешавне топло деформисане цеви описани су у ГОСТ 8732-78. Дебљина њихових зидова је 2,5-75 милиметара, а пречник варира од 20 до 550 милиметара. У дужини, и мерено, и несмерно, величина се креће од 4 до 12,5 метара.

Цеви ове врсте користе се за транспорт високо токсичних супстанци за хемијску производњу. Одсуство шава гарантује немогућност цурења и продирања штетних материја у земљу или атмосферу.
Способност лако издржавања константног високог притиска чини бешавне цеви важним за нафтну и гасну индустрију.
Стандарди за хладно обликоване бешавне цеви
Хладно ваљане челичне цеви се производе у складу са ГОСТ 8734-75. Спољни пречник арматуре варира од 5 до 250 милиметара, а дебљина зида 0,3-24 милиметра. Производи се производе у неизмјереним дуљинама од 1,5 до 11,5 метара, а мјерено у дужинама од 4,5 до 9 метара.

Бешавне челичне цеви створене хладном деформацијом показују високу чврстоћу, оперативну стабилност и поузданост током целог периода употребе.
Карактеристике и карактеристике воде и гасних производа
Цеви за гас и воду производе се према прописима ГОСТ 3262-75. У посебном стандарду, ова врста метала је изолована само због ужег обима.
Спољни пречник производа је 10,2-165 милиметара, а дебљина стијенке креће се од 1,8-5,5 милиметара. Распон величине за неизмерну и измерену дужину је исти - од 4 до 12 метара.

Стандард предвиђа производњу не само обичних, већ и поцинкованих цеви за воду и гас.
Инсталација челичних цевовода: основне методе
Процес састављања поузданог, издржљивог и добро функционалног комуникационог система од челичних цеви захтева значајне трошкове рада, пуно времена и присуство специфичних професионалних алата.
Изводи се подјела материјала на сегменте потребне дужине помоћу секача за цеви. Веза се обично врши на три начина: заваривањем, навојним и прирубничким методама.
Спој за заваривање
Инсталација цијеви с накнадним спајањем свих дијелова помоћу плина или било којег другог заваривања сматра се најједноставнијом, практичнијом и повољнијом методом уградње.
Овако опремљен систем карактерише висок степен непропусности, подноси значајна радна и вибрациона оптерећења, не захтева озбиљне мере одржавања и лако се може поправити у случају проблема.

Ако се полагање комуникација врши у тешким условима или на неприступачним местима, а заваривање је физички немогуће, користи се навој (спојница) или прирубница за спајање потребних делова.
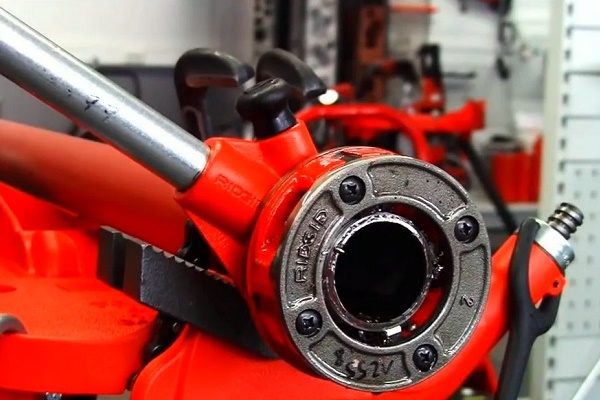
Навојни навој
У овом извођењу, цеви се завртњом навртају помоћу навоја окови различитих типова и одредиште. То омогућава у будућности да се изврше локални поправни радови и елиминишу квар на одређеном месту без прибегавања демонтажи целог система комуникације.

Главна предност методе навоја уградња система грејања или опскрба водом је једноставност и приступачност. Да бисте направили жељену конструкцију од челичних цеви и фитинга, није потребна посебна опрема, стручно знање или велико искуство у поправљању.
Сав посао је интуитиван и лако га обављају чак и људи који немају одговарајућу квалификацију. Челични навој цеви Можете је исећи и сами. Технологија коју препоручујемо упознат ће вас са технологијом.
Конструкција система помоћу прирубница
Други начин повезивања челичних цеви у заједнички комуникациони комплекс укључује употребу прирубница различитих облика и конфигурација (крстови, углови, спојнице итд.). Ови делови су заварени на ивицама цеви, вијци одговарајућег калибра се убацују у рупе и на њих се причвршћују матице, чиме се јасно фиксира.
Између навртке и вијака увек је потребно заптивање. За систем одговоран за снабдевање топлом и хладном водом (максимална температура до 100 степени) користе се заптивке израђене од дебелог (око 3 мм) картона.

Прво се део навлажи водом и осуши сувим. Затим импрегнирано загрејаним уљем за сушење током 25-30 минута. Након овог поступка, заптивач добије жељену структуру и дуго служи, чак и у условима велике употребе.
За послуживање комуникација расхладна течност користе се повећана температура (до 450 степени) и базни притисак до 5 МПа, заптивни материјал од паронита. За системе који превозе пару притиском до 0,15 МПа, за сабијање се користи дебела (око 3-6 мм) азбестна плоча густе структуре и добре флексибилности.
Да би азбест заптивач трајао дуже, претходно је обложен графитним спојем направљеним на бази природног уља за сушење.

Ради исправности прикључка прирубнице, главе свих радних вијака постављене су на једну страну, пажљиво пазећи да крајеви вијака стрше из навртки за не више од половине пречника вијка.
Завртње вијка и матица врши се најобичнијим кључем или подесивим кључем. Демонтирајте конструкцију истим алатима, наизменично одвртањем матица и вијака. Ако је неки од дијелова захрђао и не може их се уклонити, извади га чекићем.

Оштећен током рада, заптивач се пресече длетом и на његово место постави нови део. Током демонтаже делују веома пажљиво и пажљиво тако да део остављен без учвршћења не падне на радника и нанесе му штету.
Закључци и корисни видео о овој теми
Основна упутства за рад са челичним цевима за почетнике. Корисни савети и трикови за инсталацију.
Видео детаљно приказује како заваривати челичне цеви у различитим положајима. Тајне и принципе рада дијеле професионални заваривачи.
Различити начини спајања челичних цеви: занимљиве нијансе и препоруке за кућне занатлије.
Знајући тачно асортиман челичних цеви на тржишту, лако се може одабрати опције производа које су идеалне за формирање потребног система комуникације.
Желите ли разговарати о томе како сте одабрали челичне легуре цијеви за изградњу комуникација у властитој кући / стану? Имате ли информације које су корисне посетиоцима сајта? Напишите коментаре у доњи блок, поставите питања, објавите фотографије на тему чланка.
 Полипропиленске или пластичне цеви: упоредни преглед и избор најбоље опције
Полипропиленске или пластичне цеви: упоредни преглед и избор најбоље опције  Како сами израдити савијач цеви за профилну цев: преглед најбољих домаћих производа
Како сами израдити савијач цеви за профилну цев: преглед најбољих домаћих производа  Прорачун параметара цеви: како правилно израчунати тежину, масу и запремину цеви
Прорачун параметара цеви: како правилно израчунати тежину, масу и запремину цеви  Бакрене цеви и фитинги: врсте, обележавање, карактеристике распореда бакарног цевовода
Бакрене цеви и фитинги: врсте, обележавање, карактеристике распореда бакарног цевовода  Лепак за ПВЦ цеви: преглед најбољих композиција и упутства за употребу
Лепак за ПВЦ цеви: преглед најбољих композиција и упутства за употребу  Оков за пластичне цеви: врсте, примене, преглед најбољих произвођача
Оков за пластичне цеви: врсте, примене, преглед најбољих произвођача  Колико кошта прикључење гаса на приватну кућу: цена организовања снабдевања гасом
Колико кошта прикључење гаса на приватну кућу: цена организовања снабдевања гасом  Најбоље веш машине за сушење веша: оцена модела и савети купаца
Најбоље веш машине за сушење веша: оцена модела и савети купаца  Која је температура боје светлости и нијансе избора температуре лампе према вашим потребама
Која је температура боје светлости и нијансе избора температуре лампе према вашим потребама  Замена гејзера у стану: замена папира + основне норме и захтеви
Замена гејзера у стану: замена папира + основне норме и захтеви {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
У свакодневном животу челичне цеви постепено уступају место пластичним, са којима је много практичније радити. Али челик такође има своје предности - дуг радни век, чврстоћу, отпорност на ватру и отпорност на корозију.
Отпорност на корозију, озбиљно? Можете ли се преварити са ПВЦ-ом?