Modul în care sunt îndoite conductele metalice: subtilități tehnologice ale performanței în muncă

Țevile îndoite într-un unghi și-au găsit aplicații în industria petrolieră și chimică, în mașina și în domeniul ingineriei aparatelor. Nici un singur proiect arhitectural sau de construcție nu este complet fără ele.
Se pot folosi tot felul de fitinguri pentru viraje, dar atunci pot apărea scurgeri, iar uneori acest lucru este pur și simplu inacceptabil din motive estetice. Țevile îndoite oferă un aspect mai atractiv și o fiabilitate ridicată - un proces care nu le încalcă integritatea.
Vă vom spune cum este mai bine să îndoiți o țeavă metalică folosind atât tehnologia rece cât și cea caldă. Articolul pe care l-am prezentat descrie specificul conductelor de îndoire din diverse materiale. Sunt prezentate caracteristicile de lucru cu profil și conducte rotunde obișnuite.
Conținutul articolului:
Caracteristici ale procesului de îndoire
Fiecare metal are propriile sale caracteristici, fără luarea lor în considerare, este imposibil de a da o formă complexă metalului laminat. O țeavă de îndoire este afectată de forțele radiale și tangențiale.
Primele deformează secțiunea, iar cele din urmă contribuie la apariția pliurilor. Principala cerință pentru rezultatul final este ca secțiunea transversală a conductei să rămână neschimbată și să nu existe onduleuri pe pereți. Îndoirea vă permite să minimizați numărul de suduri atunci când așezați conducte cu tot felul de coturi.
Metode de îndoire a conductelor
Pe baza unghiului de îndoire, a materialului și a diametrului necesar al conductei, îndoirea se poate face manual sau folosind echipament special. De asemenea, se disting între îndoirea la cald și la rece, cu umplerea cavității conductei și fără umplerea acesteia.

După încetarea încărcăturii, apare un fenomen precum arcul, care este direct proporțional cu modulul de elasticitate a materialului. Mărimea deformării posibile depinde și de metoda de îndoire aplicată și de geometria obiectului.
Specificul tehnologiei calde
Această metodă este aleasă atunci când este necesară îndoirea unei conducte cu diametrul de 10 cm sau mai mult. Deformați conductele într-un mod fierbinte, manual sau folosind mecanisme. Există așa ceva ca o rază minimă de îndoire.
Lungimea zonei conductei, care trebuie încălzită, este determinată în funcție de diametrul țevii și unghiul de îndoire. Mai mult decât atât, rotunjirea nu poate fi mai mică decât diametrul conductelor 3.
Găsiți lungimea zonei încălzite conform formulei:
L = α x d / 15
În formula: L este lungimea dorită în mm, α este unghiul de îndoire în grade, d este diametrul conductei exterioare în mm, 15 este coeficientul. Să presupunem că o țeavă cu un diametru de 200 mm trebuie să fie îndoită la un unghi de 60 °, apoi L = 60 x 200/15 = 800 mm, adică. 4 diametre.

Pentru a îndoi conducta, aceasta trebuie încălzită la 900 ° C. Temperatura optimă pentru începerea îndoirii este de 760⁰, iar la final - 720⁰C. Când este ars, caracteristicile rezistenței materialului se deteriorează.
Procesul de îndoire la cald include mai multe operații:
- realizarea unui șablon;
- ambalare cu nisip;
- marcarea parcelei;
- încălzire;
- îndoire.
Pentru a nu deforma secțiunea țevii și pe partea sa interioară în locul încovoierii, dulciurile nu se formează, spațiul interior este umplut cu nisip de cuarț.
Nisipul este uscat preliminar și calcinat pentru a elimina impuritățile organice la o temperatură de 150 până la 500 ° C, apoi sunt trecuți printr-o sită fină, cu o dimensiune a ochiurilor de 3,3 x 3,3 mm. Înainte de a începe să umpleți conducta, trebuie să conectați un capăt al acesteia.
Ca dopuri, se folosesc dopuri din lemn sau metal, având o deschidere pentru ieșirea gazelor. Nisipul fin și umed nu poate fi utilizat, ca atare prima este sinterizată și aderă ferm la pereții conductelor atunci când este expusă la căldură.
Al doilea, ca urmare a formării aburului, contribuie la apariția unei presiuni interne ridicate, care poate determina pluta să zboare afară.Prezența pietricelelor în ambalaj este inacceptabilă, acestea pot împinge prin peretele țevii.
Procesul de umplere a țevii consumă foarte mult timp, deci este transportat la turn și îi conferă o poziție ușor înclinată sau verticală. Deoarece calitatea îndoirii depinde direct de sigiliul de ambalare, țeava este tapetată continuu pe tot parcursul procesului. Un sunet înăbușit indică o bună umplere a piesei.
Înainte de a trece direct la operația principală, secțiunile viitoarelor coturi sunt trase pe o țeavă umplută cu nisip, atașând un șablon. Țevi încălzite în cuptoare sau cuptoare. Se îndoaie atât manual, cât și mecanic.
În ultimul caz, se folosesc plăci speciale, echipate cu stâlpi de tracțiune, cu ajutorul cărora este fixată secțiunea de conductă încălzită și cu cleme care servesc la menținerea capătului țevii pe placă. Se pune un cablu pe capătul opus al conductei, a cărui tensiune cu ajutorul unui troliu sau a unei spire determină îndoirea țevii.
Pentru a împiedica deformarea pereților țevii, garniturile sunt plasate în spațiul conductei cremaliere - drept sau curbat. Capătul liber cu un cablu atașat la acesta este fixat cu un suport. În timpul procesului, controlați geometria conductei, aplicându-i periodic un șablon.
Prin îndoirea țevii în unghiul dorit, dopurile sunt îndepărtate de acesta prin ardere sau pur și simplu dărâmate. Nisipul este turnat, țeava este curățată și spălată. Efectuați un test de îndoire final folosind un șablon.
Îndoirea la rece
Pentru a schimba configurația țevilor cu diametre mici, se folosesc diferite instrumente de mână, pentru îndoaiele cu țeavă cu mecanizare mare. Acasă, îndoirea apei și a gazului este cel mai des necesară țevi de oțelutilizat în dispozitivul de alimentare cu apă și sisteme de încălzire.
Îndoirea unei țevi sub 90⁰ se numește curbă, 180⁰ - kalach, cu o terasă - o bătătură, sub formă de buclă - bracket.

Pentru îndoire manuală, există alte dispozitive. Acasă, pentru fabricarea unei bobine pentru încălzirea apei, un tub de oțel inoxidabil cu un diametru de aproximativ 20 mm este pur și simplu înfășurat pe o bucată de țeavă de diametru mare. Anterior, un suport a fost sudat pe o țeavă mare, așezat pe suporturi și fixat.
Tubul este bine împachetat cu nisip și închis cu plute, apoi este introdus în suport și începe înfășurarea. Țeava folosită ca șablon trebuie să fie defilată, astfel încât să fie necesare eforturi de cel puțin două persoane. După terminarea înfășurării, bobina este nivelată.

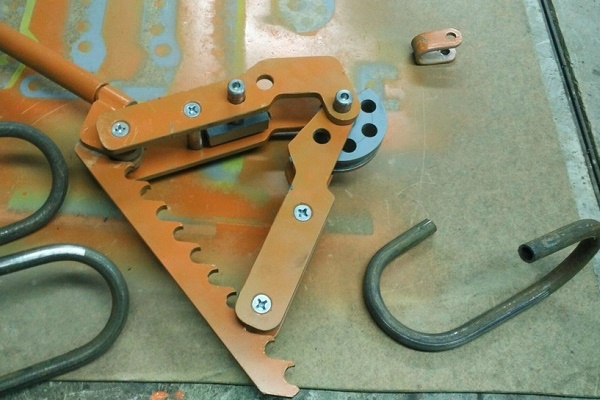
Îndoirea țevilor din oțel inoxidabil sau alte materiale la domiciliu se poate face cu cel mai simplu instrument. Este recomandabil să aplicați pentru cantități mici de muncă.
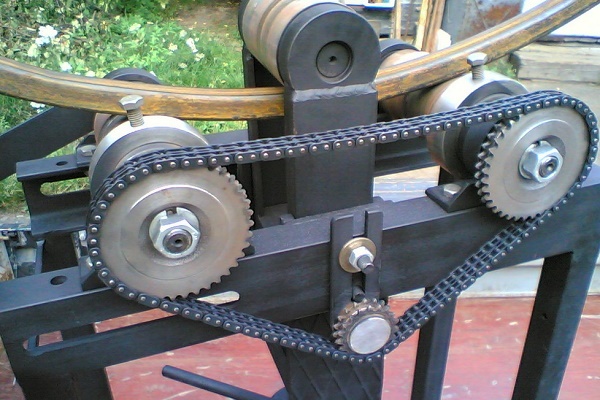
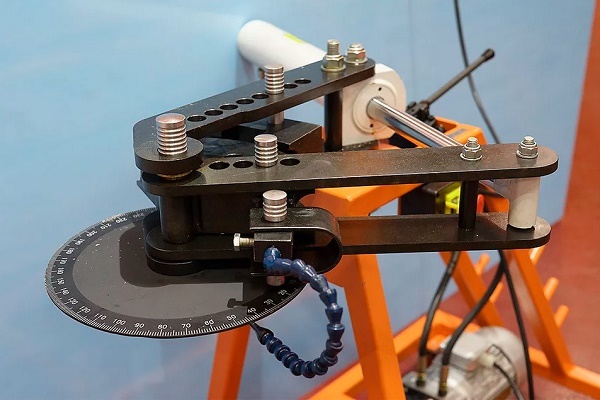
O mașină mecanică simplă pentru îndoirea unei conducte poate fi construită cu propriile mâini, mai ales dacă aveți abilitățile unui sudor și sunteți familiarizat cu mașina de sudat:
A face un primitiv dispozitiv de îndoire a conductelor ai nevoie de o placă de beton, ace din metal și un ciocan. Placa este împărțită în celule 40 x 40 sau 50 x 50 mm. La colțurile celulelor, găurile sunt găurite cu un perforator și sunt introduse știfturi în ele.
Produsul tubular este introdus între ace și, prin aplicarea forței, se îndoaie. Precizia cu această metodă de îndoire nu este ideală, dar utilizarea piesei de lucru acasă este destul de suficientă. Pentru îndoire cu o precizie mai mare, puteți utiliza un dispozitiv realizat pe baza unui conector.

Pentru ca lumenul interior al conductei să nu se deformeze, aplicați înseamnă că contracarează acest proces din interior. Ca limitatori interni, nisipul este cel mai des utilizat. În același timp, un dop este introdus într-un capăt al țevii, iar nisipul este turnat prin al doilea, apoi este înfundat cu o plută. În continuare, se efectuează îndoirea.
Uneori limitatorul este un arc special conceput în acest scop. Pentru înfășurare folosiți un fir cu un diametru de 1 până la 4 mm. Arcul trebuie să intre liber în țeavă în punctul de îndoire, lăsând o parte a sârmei în exterior.
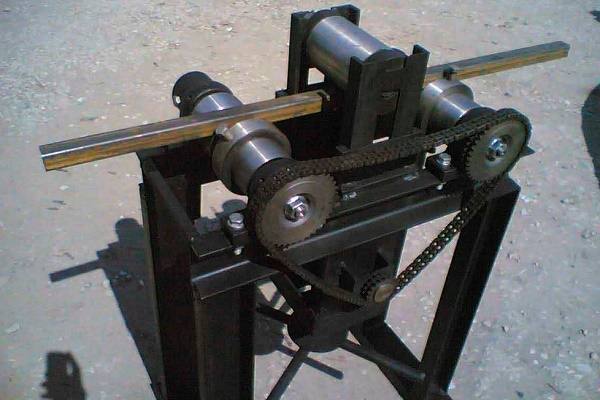
Sistemul hidraulic de scule manuale, mașini portabile și staționare facilitează foarte mult procesul de îndoire și grăbește procesul de deformare a conductelor:
După îndoire, resortul este îndepărtat prin tragerea firului. În cazul lucrării cu o conductă cu secțiune pătrată, este selectat un fir cu aceeași secțiune pentru fabricarea arcului.
Un pachet de sârmă format din segmente separate care împing unul în interior la un moment dat la locul viitoarei curburi este de asemenea potrivit pentru acest scop. După finalizarea operației, segmentele sunt, de asemenea, îndepărtate pe rând. Puteți îndoi manual o țeavă inoxidabilă cu o secțiune transversală de până la 4 cm și o grosime a peretelui de 0,3 cm.

Pentru a lucra cu diametre mari, aveți nevoie de echipament profesional. Există mașini de îndoit țeavă echipate cu un dorn. Acest element structural este o tijă metalică obișnuită.

Înainte de a începe procesul de îndoire, acesta este plasat în interior pentru a preveni deformarea pereților conductelor. Mandrinele incluse în kit au o secțiune diferită, astfel încât să o puteți alege pe cea potrivită pentru un anumit diametru al produselor din țeavă.
Schimbarea configurației conductelor metalice neferoase
Există o proprietate foarte utilă în metale neferoase - ductilitate ridicată. Cu toate acestea, au o rezistență insuficientă. În timpul îndoirii, ca urmare a aplicării forțelor de compresie și de tracțiune, poate apărea colapsul sau ruperea conductei. Pentru a împiedica acest lucru să se întâmple, trebuie să urmați cu strictețe tehnologia.
Cum să îndoiți conductele de cupru și alamă?
Pentru îndoirea cuprului, precum și a conductelor de aramă, se folosesc atât metode calde, cât și reci. Când alegeți primul ca umplutură internă, alegeți nisip, al doilea - colofină topită. Tehnologia de îndoire este aceeași ca și pentru conductele de oțel.
Produsele din țeavă din cupru și alamă înainte de îndoirea la rece sunt supuse recuperării cu răcirea ulterioară. Domeniul de temperatură pentru ambele materiale este același - de la 600 la 700 ° C. Diferența este în mediul de răcire - cupru este introdus în apă, iar alama este răcită în aer.
După finalizarea procesului, colina este îndepărtată prin topire. Pentru a preveni ruperea conductei, în niciun caz procesul nu începe de la mijlocul conductei, doar de la capete. Ca dispozitive de îndoire, se folosesc atât instrumente simple, cât și mașini-unelte sofisticate.
Îndoitorii de țevi manuale funcționează datorită eforturilor fizice ale unei persoane, în timp ce îndoitoarele hidraulice reduc aceste eforturi la minimum. Atât acestea, cât și altele sunt echipate cu duze interschimbabile pentru posibilitatea selectării diametrului dorit.

Este mult mai ușor să lucrați cu țevi de cupru și alamă decât cu țevi de oțel, dar deformarea metalului în timpul îndoirii apare conform acelorași legi ale fizicii. Pe o porțiune îndoită, suprafața exterioară prezintă tensiune, în urma căreia pereții devin mai subțiri.
Procesele inverse apar în interiorul conductei - peretele se contractă și devine mai gros. Există riscul de a transforma secțiunea circulară într-o formă ovală și de a reduce pasul condiționat, deci nu puteți începe să vă aplecați fără să luați măsuri pentru a preveni aceste fenomene.
Țevi de aluminiu îndoite
Principalele metode de îndoire a conductelor de aluminiu sunt aceleași cu arama sau cuprul:
- împingerea între role;
- rulare;
- rostogolire;
- presiunea.
Înainte de a decide cum și cum să îndoiți conductele de aluminiu, trebuie să vă familiarizați cu fiecare. Prima metodă este folosită pentru țevi cu pereți subțiri cu un diametru maxim de 10 cm, atunci când trebuie să obțineți o curbă blândă cu cerințe mici de precizie. Raza minimă este strict reglementată aici. Valoarea sa este de 5-6 diametre de țeavă.
Curbura parcelei determină poziția rolei deviante. În acest fel, elementele decorative ale interiorului sunt realizate cel mai adesea. În al doilea mod, materialul de țeavă cu diametrul mare este îndoit, pentru care se folosesc îndoitori de țeavă cu 3 role. Țeva este trasă între role de antrenare, a căror orientare determină raza de îndoire.

Precizia acestei metode este chiar mai mică decât cea anterioară, dar partea poate fi supusă la îndoire și repetare repetată a procesului până la obținerea geometriei dorite.
Îndoirea țevilor cu pereți subțiri de aluminiu se poate face manual, pregătindu-se corect:
Metoda rollback nu prevede prezența unei umpluturi interne, prin urmare, nu este utilizată pentru a obține raze mici. Atunci când alegeți această metodă, nu va funcționa pentru a îndeplini cerințele stricte cu privire la ovalitatea secțiunii la îndoire.
Pentru deformarea conductei de aluminiu prin presiune, se folosesc prese cu matrițe montate pe ele cu o matrice de forma dorită. Geometria dată este obținută ca urmare a influenței presiunii exercitate din exterior.
În unele cazuri, presiunea poate fi internă când țeava este plasată în matriță și lichidul este furnizat în interior cu o presiune suficientă pentru a o apăsa împotriva pereților.
Nu este ușor să îndoiți conductele de duralumină, așa cum este acest material este destul de greu și de primăvară. Pentru a facilita procesul, acestea se ard imediat înainte de îndoire la o temperatură de 350 până la 400 ° C, apoi așteaptă până când conductele sunt răcite în mod natural în aer.
Metode de îndoire a conductelor cu diametru mare
Metodele relativ recent apărute sunt îndoirea conductelor care implică curenți industriali și de înaltă frecvență și îndoirea cu tensiune. În primul caz, se utilizează o instalație de înaltă performanță de înaltă performanță, în care o conductă cu un diametru de 95 - 300 mm este încălzită, îndoită și răcită.
Este format din două părți - una mecanică, sub forma unei mașini de îndoit și una electrică, inclusiv o parte electrică și o instalație de înaltă frecvență.
Țeva este deformată numai în zona încălzită situată în zona inductorului. Modificarea geometriei la o dimensiune predeterminată are loc sub influența unei role deviante. Folosind această metodă, se poate obține o îndoire cu o curbură de rază mică.
Îndoirea folosind a doua metodă se realizează pe mașini de îndoit, al căror set include o masă rotativă. Forțele mari de tracțiune și îndoire acționează asupra conductei. Acest lucru vă oferă curburi curbate abrupt cu o grosime constantă a peretelui în jurul întregii circumferințe.
Metoda este folosită pentru îndoirea țevilor cu diametru mare, utilizate în industria aeronautică, auto, construcții navale, unde sunt solicitate mari pe conductă. Avantajul este capacitatea de a îndoi conductele cu un perete de la 2 - 4 mm la 180⁰.
Caracteristicile sunt o gamă flexibilă de profil
Produsele cu țeavă de profil au un aspect mai estetic decât omologii lor cu secțiune circulară, astfel încât se găsește adesea în structurile gospodărești. La îndoire, forțele de compresie acționează asupra ei din interior și forțele de tracțiune din exterior. Alegeți cu atenție o metodă de îndoire înainte de a continua această operație.
Sortimentul de profil include țevi cu secțiune transversală sub formă de dreptunghi pătrat, oval.
Există mai multe nuanțe și nu ar trebui să uitați de ele atunci când faceți țevi în formă flexibilă acasă fără echipament special:
- Lungimea optimă a secțiunii îndoite pentru țevi profilate cu pereți subțiri și o secțiune de până la 2 cm este înălțimea conductei înmulțită cu 2,5.
- Pentru conductele cu pereți groși, lungimea zonei de îndoire este determinată prin înmulțirea secțiunii transversale cu trei. În caz contrar, fisurarea materialului din exterior sau deformarea acestuia din interior nu pot fi evitate.
- Valoarea minimă a razei de curbură este secțiunea transversală de îndoire înmulțită cu 2,5.
Fără să iei în considerare aceste cerințe, nici nu poți spera la un rezultat bun. Metodele de îndoire nu diferă de cele utilizate atunci când lucrați cu produse cu secțiune circulară. În plus, puteți utiliza metoda de îndoire manuală cu implementarea tăieturilor transversale, care sunt efectuate pe trei părți ale conductei.
Lungimea tăieturilor și numărul lor este determinată prin calcul. Să presupunem că există o țeavă de 40 x 90 mm. Este necesar să efectuați o tura completă, adică. îndoiți de-a lungul peretelui 40 mm la un unghi de 180 ° cu o rază de 150 mm. Mai întâi, calculați lungimea semicercului de-a lungul razei exterioare:
L = (2π r: 2 = 2x 3,14 x 190): 2 = 596,6 mm
Pentru raza interioară, calculele sunt aceleași:
Lvn. = (2 x 3,14 x 150): 2 = 471 mm.
Suma lungimilor tăieturilor de pe raza interioară este determinată de formula: Lout = L - Lin = 596,6 - 471 = 126 mm.
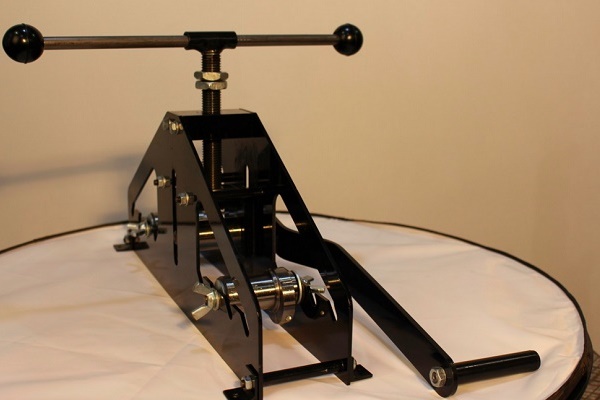
Dorind să o faci singur Bender de conducte manual sau masina de indoit teava de profil cu propriile mâini în articolele propuse, vom găsi o mulțime de informații utile, diagrame și recomandări utile.
Dacă considerați că un polizor poate realiza o tăietură cu o lățime de 5 mm, atunci pe planul de îndoire cu o lungime de 126 mm, se vor obține 25 de fante, după care țeava este îndoită până când marginile tăieturilor vor intra în contact. Fantele sunt preparate și cusăturile sunt curățate.

Există un alt mod în care tuburile profilate și rotunde sunt îndoite, dar pot fi folosite doar iarna. Pentru a face acest lucru, conectați tuburile la capetele tubului, completați apa și așteptați până când se întărește. Țeva este îndoită, controlând procesul cu un șablon, apoi dopurile sunt îndepărtate și lichidul eliminat.
Concluzii și video util pe această temă
Clip # 1. Aflați cum să îndoiți o țeavă folosind instrumente improvizate din acest videoclip:
Clip # 2. Cum să îndoiți o țeavă a oricărei secțiuni într-un cerc:
Clip # 3. Un bender de țeavă de casă este un lucru necesar în gospodărie:
Atunci când efectuați reparații sau construiți o casă, apare de multe ori nevoia de a îndoi conducta - rotundă sau profilată. Dacă volumul este mic, îl puteți face singur. Îndoirea în masă a produselor din țeavă este posibilă numai cu echipamente speciale.
Povestiți-ne despre cum ați îndoit o țeavă metalică pentru o seră sau în alte scopuri. Partajați nuanțe tehnologice cunoscute doar dvs. cu vizitatorii site-ului. Vă rugăm să scrieți comentarii în blocul de mai jos, postați o fotografie pe subiectul articolului, puneți întrebări.
 Tăierea conductelor în unghi: avantaje și dezavantaje ale diferitelor metode + exemplu de lucru
Tăierea conductelor în unghi: avantaje și dezavantaje ale diferitelor metode + exemplu de lucru  Testarea sub presiune a țevilor metal-plastic: ordinea și nuanțele lucrării
Testarea sub presiune a țevilor metal-plastic: ordinea și nuanțele lucrării  Fitinguri de presare pentru țevi din plastic: tipuri, marcaj, scop + exemplu de instalare
Fitinguri de presare pentru țevi din plastic: tipuri, marcaj, scop + exemplu de instalare  Cum este instalată conducta fără șanț: caracteristicile metodei + exemplu de lucru
Cum este instalată conducta fără șanț: caracteristicile metodei + exemplu de lucru  Țevi de polipropilenă de lipit: reguli de lucru și analiză a posibilelor erori
Țevi de polipropilenă de lipit: reguli de lucru și analiză a posibilelor erori  Înlocuirea tuburilor de baie: un ghid pas cu pas pentru a lucra
Înlocuirea tuburilor de baie: un ghid pas cu pas pentru a lucra  Cât costă conectarea gazului la o casă privată: prețul organizării aprovizionării cu gaz
Cât costă conectarea gazului la o casă privată: prețul organizării aprovizionării cu gaz  Cele mai bune mașini de spălat cu uscător: rating model și sfaturi pentru clienți
Cele mai bune mașini de spălat cu uscător: rating model și sfaturi pentru clienți  Care este temperatura de culoare a luminii și nuanțele de alegere a temperaturii lămpilor pentru a se potrivi nevoilor tale
Care este temperatura de culoare a luminii și nuanțele de alegere a temperaturii lămpilor pentru a se potrivi nevoilor tale  Înlocuirea unui gheiser într-un apartament: documente de înlocuire + norme și cerințe de bază
Înlocuirea unui gheiser într-un apartament: documente de înlocuire + norme și cerințe de bază {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Mare articol 🙂