Lutowanie rur polipropylenowych: zasady pracy i analiza możliwych błędów

Możliwość samodzielnego montażu rurociągów jest niewątpliwym plusem produktów polipropylenowych. Korzystając z wygodnego i lekkiego materiału, możesz samodzielnie zbudować kanał ściekowy, naprawić i ulepszyć system zaopatrzenia w wodę.
Najważniejsze jest zrozumienie specyfiki łączenia prefabrykowanych elementów ze sobą. Zgadzam się, jest to ważna część pracy odpowiedzialnej za szczelność linii i jej bezproblemowe działanie.
Oferujemy szczegółowe informacje na temat lutowania rur polipropylenowych, sprzętu używanego w pracy, a także listę najczęstszych błędów początkujących spawaczy.
Informacje, które oferujemy, pomogą Ci zbudować niezawodną komunikację. Do percepcji wizualnej artykuł został uzupełniony aplikacjami graficznymi i przewodnikiem wideo.
Treść artykułu:
Specyfika rur lutowniczych wykonanych z polipropylenu
Proces lutowania odbywa się dzięki wyraźnym właściwościom termoplastycznym materiału. Polipropylen mięknie po podgrzaniu - osiąga stan podobny do plasteliny.
Przegląd technologii
Powrót materiału do warunków tła o normalnej temperaturze pomaga utwardzić jego strukturę do stanu normalnego.Te właściwości stały się główną technologią lutowania, która jest technicznie nazywana spawaniem polifuzyjnym.

W praktyce stosuje się dwie metody łączenia spawanych części:
- Sprzęganie
- Bezpośredni
Metoda sprzęgania. Technika spawania pokazuje, jak lutować rury polipropylenoweużywając do tego ukształtowanej części - tulei lub rury o większej średnicy zewnętrznej. Zwykle w ten sposób przeprowadza się lutowanie rur z tworzyw sztucznych, których średnica nie przekracza 63 mm.
Zasada zgrzewania dwóch części w tym przypadku opiera się na stopieniu części rurowej na obwodzie zewnętrznym i części złączki wzdłuż obszaru wewnętrznego. Następnie obie części ściśle pasują do siebie.

Bezpośredni sposób. Metoda opiera się na tej samej zasadzie stapiania małych odcinków rur z tworzywa sztucznego przy ich późniejszym łączeniu. Ale w tym przykładzie wykonania elementy stykowe są dwiema rurami o tych samych średnicach i są połączone powierzchniami końcowymi.
To na pierwszy rzut oka prosta metoda lutowania polipropylenu wymaga precyzyjnej obróbki połączeń i dokładnego montażu dwóch części wzdłuż osi podczas ich lutowania.

Oprócz wyznaczonych technologii „gorących” praktykowana jest również technika „lutowania na zimno”. Tutaj stosuje się specjalny rozpuszczalnik jako aktywny składnik lutowniczy, zdolny do zmiękczenia struktury polipropylenu. Jednak taka technika nie różni się wysokim poziomem popularności.
Maszyny lutownicze do spawania rur
Zarówno tuleja, jak i metody bezpośrednie wymagają lutowania rur plastikowych specjalnymi maszyny spawalnicze. Strukturalnie technika lutowania przypomina żelazko elektryczne.
Podstawą urządzeń jest masywny metalowy element grzewczy, na powierzchni którego zainstalowane są wyjmowane dysze - metalowe wlewki o różnych średnicach. Taką lutownicę nazywa się spawanie żelaza.
 do rur z polipropylenu")
Przy wykonywaniu spawania doczołowego projekty urządzeń lutowniczych mają większą złożoność. Zazwyczaj taka technika obejmuje nie tylko element grzejny, ale także system centrowania spawanych części.
Z reguły sprzęt do spawania bezpośredniego, podobnie jak sama technologia, jest rzadko stosowany w sferze domowej. Priorytetem jest przemysł.

Oprócz lutownic mistrz będzie również potrzebował:
- nożyczki - obcinak do rur z polipropylenu;
- budowanie ruletki;
- metaloplastyka kwadratowa;
- golarka do rur ze wzmocnieniem;
- marker lub ołówek;
- środek do odtłuszczania powierzchni.
Ponieważ prace prowadzone są na urządzeniach wysokotemperaturowych, konieczne jest noszenie szczelnych rękawic roboczych.
Procedura spawania polipropylenu
Ważna uwaga! Spawanie materiałów polimerowych powinno odbywać się w warunkach dobrej wentylacji pomieszczenia. Po podgrzaniu i stopieniu polimerów uwalniane są substancje toksyczne, które w pewnym stężeniu mają poważny wpływ na zdrowie ludzi.

Pierwszą rzeczą, którą musisz przygotować się do pracy:
- Na płaskowyżu grzejnika zainstaluj półfabrykaty o pożądanej średnicy.
- Regulator temperatury lutowania ustawiony na 260ºС.
- Przygotuj pasujące części - zaznacz, fazuj, odtłuść.
- Włącz stację lutowniczą.
- Poczekaj na zestaw temperatury roboczej - włączenie zielonego wskaźnika.
Części wiązane (łącznik rur) jednocześnie pasują do półfabrykatów stacji lutowniczej. W tym przypadku rura polipropylenowa jest wkładana w wewnętrzny obszar jednej tarczy, a tuleja (lub gniazdo kształtowej części) na zewnętrznej powierzchni drugiej tarczy.
Zazwyczaj końce rury są wkładane wzdłuż granicy poprzednio zaznaczonej linii, a tuleja jest całkowicie włożona. Utrzymując części polipropylenowe na rozgrzanych dyskach, należy pamiętać o ważnym niuansie technologii - czasie przechowywania.
W przypadku niewystarczającej ekspozycji na czas istnieje ryzyko uzyskania niskiego stopnia dyfuzji materiału, co wpłynie na jakość połączenia. Jeśli są to części prześwietlone, ryzyko deformacji struktury produktu jest wysokie. Jest to obarczone pogorszeniem jakości zrostów.
Zaleca się stosowanie tabeli, która wskazuje optymalny czas dla rur o różnych parametrach technicznych.
Tabela czasu lutowania PP
| Konwencjonalna średnica rury, mm | Czas nagrzewania dla optymalnej dyfuzji, sek | Czas na lutowanie części, sek | Czas na schłodzenie części, min |
| 20 | 5-8 | 8 | 2 |
| 25 | 7-11 | 10 | 3 |
| 32 | 8-12 | 12 | 4 |
| 40 | 12-18 | 20 | 5 |
Po utrzymaniu części na wykrojach przez optymalny czas, są one usuwane i szybko łączone przez podgrzane części. Procedura łączenia musi być wykonana wyraźnie, szybko (zgodnie z czasem w tabeli), z zastrzeżeniem wyrównania lutowanych części.
Dozwolone jest dokonywanie drobnych korekt wzdłuż osi (w ciągu 1-2 sekund), ale obracanie części, jedna względem drugiej, jest niedopuszczalne.

Wskazany czas lutowania dowolnych rur polipropylenowych można dostosować w zależności od warunków pracy i wskaźników materiałowych.
Na przykład, jeśli instalacja jest przeprowadzana w temperaturach otoczenia poniżej zera, naturalnie określone normy wzrosną do 50% wartości nominalnej. Dla każdego indywidualnego niestandardowego czasu czas ogrzewania wybiera się przez lutowanie próbne.
Rury lutownicze ze wzmocnieniem
Zastanów się, jak lutować wzmocnione rury polipropylenowe. Usunięcie materiału ochronnego jest obowiązkowe. Obecność wzmocnionej warstwy (folii aluminiowej) w strukturze rury wymaga dodatkowego ogrzewania. Ale nie o to chodzi.
Zazwyczaj takie produkty mają zwiększoną średnicę i nie pasują do standardowych grotów lutowniczych. Muszą zostać wyczyszczone przed procesem lutowania. Wyjątkiem są rury wzmocnione włóknem szklanym. Są lutowane w standardzie.
Biorąc pod uwagę różnorodność technologii wzmacniania rur polipropylenowych, przed lutowaniem stosuje się różne metody przetwarzania. Tradycyjnie do usuwania stosuje się spychacz.
Ta nazwa ma specjalne urządzenie w postaci metalowej tulei z nożami. Golarka jest umieszczana na końcowej części lutowanej rury, a poprzez ruchy obrotowe wokół osi rury czyszczą wzmocnioną warstwę w celu czyszczenia tworzywa sztucznego.
Jeśli wzmocniona warstwa znajduje się na środku ściany plastikowej rury, tutaj bardziej rozsądne jest użycie innego narzędzia do obróbki - plastikowego trymera do rur.

Urządzenie niewiele różni się od szwaczki, z wyjątkiem umieszczenia i konstrukcji elementów tnących. Po obróbce za pomocą noża torse, końcowa część rury jest wyrównana wzdłuż końca, a część wzmocnionej warstwy jest przycinana na głębokość 2 mm na całym obwodzie. Zabieg ten pozwala na wykonanie lutowania bez wad.
Wpływ błędów na jakość spawania
Powolne, starannie przemyślane działania są gwarancją błędów, które mogą negować całą pracę. Należy wziąć pod uwagę wszystkie szczegóły technologii lutowania, a nie krok od nich.
Typowe błędy, które powodują uszkodzenie węzłów zamontowanej propylenowej sieci wodociągowej:
- Powierzchnia rury nie została oczyszczona z filmu tłuszczowego.
- Kąt cięcia współpracujących części różni się od wartości 90º.
- Luźne pasowanie końca rury do złączki.
- Niewystarczające lub nadmierne nagrzewanie lutowanych części.
- Niekompletne usunięcie wzmocnionej warstwy z rury.
- Korekta położenia części po zestaleniu polimeru.
Czasami w przypadku materiałów wysokiej jakości nadmierne nagrzewanie nie powoduje widocznych wad zewnętrznych. Jednak wewnętrzne odkształcenie jest odnotowywane, gdy stopiony polipropylen zamyka wewnętrzny kanał rury. W przyszłości taki węzeł traci zdolność do pracy - szybko się zapycha i blokuje przepływ wody.

Jeżeli kąt cięcia części końcowych różni się od 90 °, w momencie łączenia części końce rur leżą w skośnej płaszczyźnie. Powstaje niewspółosiowość części, która staje się zauważalna, gdy linia o długości kilku metrów jest już zamontowana.
Często z tego powodu musisz ponownie wykonać cały zestaw. Zwłaszcza przy układaniu rur w bramach.
Niewłaściwe odtłuszczanie powierzchni przegubowych przyczynia się do powstawania „wysp odrzucenia”. W takich punktach spawanie wieloskładnikowe nie występuje wcale lub częściowo.
Przez pewien czas rury z podobną wadą działają, ale w każdej chwili może powstać pośpiech. Częste są również błędy związane z luźnym dopasowaniem rury wewnątrz złączki.

Podobny wynik pokazano dla związków wykonanych z niepełnym czyszczeniem warstwy wzmacniającej. Z reguły rura ze wzmocnieniem umieszczana jest na liniach wysokiego ciśnienia. Pozostała folia aluminiowa tworzy strefę bezdotykową w obszarze lutowania. W tym momencie często występują przecieki.
Najgorszym błędem jest próba korekty lutowanych elementów poprzez przewijanie wokół osi względem siebie. Takie działania gwałtownie zmniejszają efekt zgrzewania polifuzyjnego.
Niemniej jednak w niektórych punktach powstaje kolec i uzyskuje się tak zwany „tack”. Przy małej sile rozciągającej hals utrzymuje złącze. Jeśli jednak położysz nacisk na połączenie, przyczepność natychmiast się rozpadnie.
Dodatkowe informacje na temat spawania rur polipropylenowych znajdują się w ten artykuł.
Wnioski i przydatne wideo na ten temat
Specjaliści zawsze mają coś do nauczenia się. Jak pracować z polipropylenem można zobaczyć w następującym filmie:
Mocowanie rurociągów wykonanych z polimerów poprzez lutowanie ich „na gorąco” jest wygodną i popularną techniką. Jest z powodzeniem stosowany w instalacji komunikacji, w tym na poziomie gospodarstwa domowego.
Ta metoda spawania może być stosowana przez osoby bez doświadczenia. Najważniejsze jest prawidłowe zrozumienie technologii i zapewnienie jej dokładności. A wyposażenie technologiczne można kupić lub wynająć.
Czy masz doświadczenie w lutowaniu rur polipropylenowych? Podziel się informacjami z naszymi czytelnikami. Możesz zostawić komentarz i zadać pytanie na ten temat w poniższym formularzu.
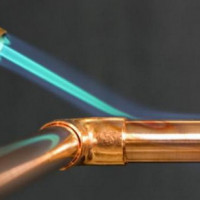 Lutowanie rur miedzianych: analiza pracy krok po kroku i przykłady praktyczne
Lutowanie rur miedzianych: analiza pracy krok po kroku i przykłady praktyczne  Wymiana rur w toalecie od A do Z: projektowanie, wybór materiałów budowlanych, prace instalacyjne + analiza błędów
Wymiana rur w toalecie od A do Z: projektowanie, wybór materiałów budowlanych, prace instalacyjne + analiza błędów  Samodzielna instalacja rur polipropylenowych: technologia pracy z rurami PP
Samodzielna instalacja rur polipropylenowych: technologia pracy z rurami PP  Technologia spawania DIY rur polipropylenowych: przegląd metod i niuansów
Technologia spawania DIY rur polipropylenowych: przegląd metod i niuansów  Zgrzewarka do rur polipropylenowych: klasyfikacja, ocena najlepszych + wskazówki dotyczące wyboru
Zgrzewarka do rur polipropylenowych: klasyfikacja, ocena najlepszych + wskazówki dotyczące wyboru  Metody podłączania rur instalacyjnych: przegląd wszystkich możliwych opcji
Metody podłączania rur instalacyjnych: przegląd wszystkich możliwych opcji  Ile kosztuje podłączenie gazu do prywatnego domu: cena organizacji dostaw gazu
Ile kosztuje podłączenie gazu do prywatnego domu: cena organizacji dostaw gazu  Najlepsze pralki z suszarką: ocena modelu i wskazówki dla klientów
Najlepsze pralki z suszarką: ocena modelu i wskazówki dla klientów  Jaka jest temperatura barwowa światła i niuanse wyboru temperatury lamp do własnych potrzeb
Jaka jest temperatura barwowa światła i niuanse wyboru temperatury lamp do własnych potrzeb  Wymiana gejzeru w mieszkaniu: wymiana dokumentów + podstawowe normy i wymagania
Wymiana gejzeru w mieszkaniu: wymiana dokumentów + podstawowe normy i wymagania {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}