Hvordan lage vertikale og horisontale sømmer med elektrisk sveising: trinnvise instruksjoner

Elektrisk sveising er en teknologi for å kombinere strukturen til metaller ved å varme opp og smelte med en elektrisk bue. Det har blitt utbredt i ulike sektorer av økonomien, inkludert privat sektor.
Faktisk kan denne metoden brukes til å sveise alle metaller sammen, under hensyntagen til temperaturen på den elektriske lysbuen (7000-8000 grader). Men før du går til denne teknologien, må du studere hvordan du koker en vertikal søm ved elektrisk sveising, og takler teknikken for å få en horisontal søm.
Innholdet i artikkelen:
Sveiser: Generelle definisjoner
Teknologien for sveising av metaller er nært beslektet med begrepet sveis. Dette dannes i prosessen med å størkne metall, smeltet ved elektrisk lysbuesveising.
Avhengig av sveisestedet, kan sømmen plasseres horisontalt eller vertikalt. I tillegg kan den romlige plasseringen av sømmen være nedre, laterale, øvre.

Det enkleste og enkleste å utføre er legging av sveiser i planet til den nedre horisonten. Under slike forhold kan smeltet metall lett kontrolleres.

De resterende alternativene for plassering av sømmer i rommet (side og øvre) er anerkjent som teknologisk vanskelig å utføre, noe som krever undersøkelse av sveiseteknikker og utvikling av relevant erfaring.
Hvordan lage en vertikal søm?
Kompleksiteten i sveisekontrollen i forholdene til å skape en vertikal søm skyldes det vanlige fysiske fenomenet - tyngdekraft. Dette har en effekt på massen av smeltet metall, som, i flytende form, suser nedover.
Her er handlingene til en profesjonell sveiser for å forhindre at den smeltede massen rives bort fra sveisestedet. For å oppnå dette resultatet vil en stabilt brennende elektrisk lysbue, holdt på den minste tillatte avstand fra enden av elektroden til sveisbassenget, hjelpe.
Bottom-up teknikk
Det vertikale leddet er som regel sveiset med elektroden i retningen fra det nedre punktet til det øvre. En slik rute gir mer stabil kontroll, og den elektriske lysbuen holder trygt det smeltede badet, og forhindrer spredning. Det er passasjen nedenfra og opp som klarer å danne vertikal søm av høyeste kvalitet.

Før du begynner å sveise en vertikal søm, er det selvfølgelig nødvendig å forberede grensene for skjøten, behandle den i samsvar med de tekniske kravene. Sveisemaskinen må tilpasses sveiseforholdene (innstilt strøm, plukke opp elektroden).
Til å begynne med lages flere punkts "tacks" langs sømlinjen - sveising med en kort søm (1-2 cm). Hensikten med slike handlinger er å eliminere forskyvningen av delene som er sveiset under oppvarmingsprosessen på grunn av termisk deformasjon.

Når skjøten sveises loddrett, holdes elektrodens holdevinkel i forhold til planet som sømmen skal legges på, innenfor 45-90º.
Sveiserinstruksjonen angir følgende handlinger:
- Kontakten av elektroden på metallet antenner en lysbue.
- "Tack" er laget i 3-4 punkter langs veikrysset fra midten til kantene.
- Sveising starter i bunnen av veikrysset.
- Elektrodeslaget er rettet oppover, sveisbassenget holdes i arbeidsområdet.
Elektroden skal avanseres med moderat hastighet.Hovedhastighetskriteriet er dannelsen av den optimale mengden smeltet sveisbasseng.
Samtidig med elektrodes vertikale slag er tverrgående sikksakkbevegelser med "halvmåne", "sildebein" eller annet "mønster" tillatt. Men teknikken på tvers av slag virker bare relevant på metaller med en veggtykkelse på mer enn 4 mm.
Det anbefales å sveise metall med en vertikal søm i ett pass uten å stoppe. For begynnende sveisere ser dette ut til å være en vanskelighetsgrad. Imidlertid får erfaring raskt.
Top-down teknikk
Etter å ha fått erfaring, legger sveisere lett en vertikal søm ved å bevege elektroden fra topp til bunn. Hva er trikset med å utføre en slik operasjon?
Det er enkelt: Å sette en elektrisk lysbue i brann, elektroden er installert i forhold til arbeidsplanet i en vinkel på 90º. Så snart metallet på lysbuen begynner å smelte, endres elektrodens vinkel til 15-20º, noe som senker holderen litt.

Elektrodekablene langs knutepunktet av tykkveggede metaller utføres også av tverrgående sikksekker av en "sagtann" eller "rektangulær" form. Noen sveisere bruker den "bølgelignende" smeltedistribusjonsteknikken.
I mellomtiden ledsages metoden for å danne en vertikal søm i retning fra topp til bunn av store vanskeligheter for sveiseren. Imidlertid, ifølge mange eksperter, gir sveising i denne formen det beste resultatet når det gjelder kvalitetsindikatorer.
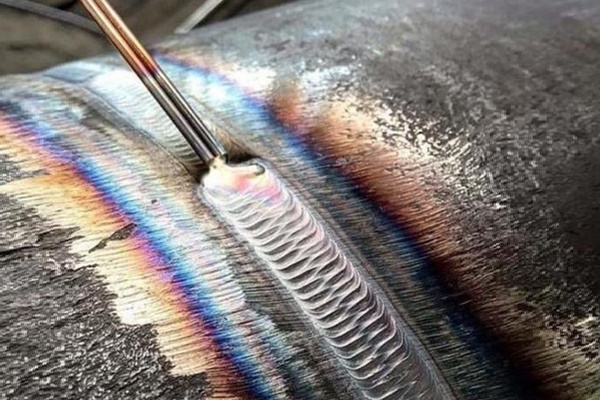
Horisontal sveiseteknologi
Spesifisiteten av å sveise en horisontal søm er nesten den samme som for en vertikal. Tekniske nyanser - igjen, manipulere installasjonsvinklene til elektroden.
Bevegelsesretningen under sveising av deler i krysset kan velges fra det ekstreme venstre punktet til det ekstreme høyre punktet eller omvendt. Det spesifikke retningsvalget bestemmes av sveiseren, basert på graden av personlig bekvemmelighet.

Men hvordan koke en horisontal søm ved hjelp av elektrisk sveising for å forhindre at smelter strømmer ut av hjulet på grunn av den fungerende tyngdekraften?
Her må sveiseren velge en elektrodeposisjon der den brennende kraften til den elektriske lysbuen vil være ekvivalent med tyngdekraften til metalldråpene. Du må kanskje justere strømstyrken og eksperimentelt velge den optimale hastigheten for å flytte elektroden.
Vanligvis utføres sveising av en horisontal søm kontinuerlig til den er fullført. Imidlertid, hvis det ikke er mulig å kontrollere smelten (sveisbassenget), kan du prøve å endre teknikken - gå på farten med periodisk utryddelse av buen.
Alle disse finessene er akkumulert med bruk av sveisearbeid. Fortvil derfor ikke hvis ingenting er vellykket fra de første forsøkene.

Dannelsen av en horisontal søm med ønsket bredde og gjennomtrengningsdybde oppnås som regel på grunn av den forsiktige sidebevegelse av den brennende enden av elektroden fra kanten av den ene sammenføyede del til kanten av den andre.
For sveising av metaller opptil 4 mm tykke, brukes forskjellige versjoner av "mønsteret" av det tverrgående elektrodeslaget. Det er ingen spesifikke anbefalinger om dette emnet. Hovedsaken er å få den nødvendige sømbredden og gjennomtrengningsdybden.
Bue: optimal lengdekontroll
Gapet mellom den varme enden av elektroden og metallplanet, tilstrekkelig for dannelse av en elektrisk utladning, kalles buelengden. En av hovedfundamentene i sveiserens instruksjoner er å kontrollere den optimale lysbuelengden.
Teoretisk sett kan du i sveisemodus få tre lysbuer:
- kort (1 - 1,5 mm);
- lang (3,5 - 6 mm);
- normal (2 - 3 mm).
Utilstrekkelig oppvarming av metallet i bredden er karakteristisk for kortbuesforbrenningsregimet. På kantene av sømmen er det i slike tilfeller en såkalt "undercut" - en liten depresjon. Tilstedeværelsen av en slik mangel indikerer sveisens ytelse med lav kvalitet.

Sveisemåten med en lang bue er som regel ledsaget av dens periodiske utryddelse. Her noteres en liten oppvarming av metallet i dybden. Det er ikke nødvendig å snakke om god sømkvalitet heller.
Dermed er det eneste alternativet som nybegynner sveiser skal ledes av, den normale lysbuelengden, som ikke skal være mer enn Ld = 0,5-1,1 * De (Ld er lysbuens lengde; De er diameteren til elektroden).
Elektrodeposisjonskontroll
Sveiseprosessen kan utføres når elektroden er plassert vinkel fremover, vinkel bakover, rett vinkel. Ved å bruke en av disse tre teknologiske metodene er sveiseren i stand til å lage sømmer i forskjellige arbeidsforhold.

Så, "vinkel fremover" -metoden brukes tradisjonelt for å koble elementer med horisontale og vertikale sømmer under forholdene til det øvre arrangementet av deler i rommet (taksveising). Den samme teknikken er vellykket brukt for sveising av faste rørfuger eller for konstruksjon av hjemmelaget komfyrer for gassflasker.
Hold elektroden strengt i rett vinkel (90 º), og sikrer sveiseren utførelsen av arbeid på vanskelig tilgjengelige steder. Til slutt tillater “hjørnebakke” -teknikken sveisearbeid av høy kvalitet ved hjørnefuger.
Montering av elektroden “vinkel fremover”, fungerer vanligvis med tynnveggede metaller. I denne posisjonen av elektroden mottar en bred søm med grunne dybde. På tjukkveggede metaller prøver de tvert imot å bruke teknikken “bakovervinkel”, slik at metallet varmes opp til tilstrekkelig dybde.
Aktuelle parametere og elektrode bevegelse
Verdien av strømstyrken og bevegelseshastigheten til elektroden er viktige faktorer som påvirker sømens kvalitet. Sveising med høye strømmer ledsages av oppvarming av metallet til en stor dybde, noe som gjør det mulig å øke hastigheten på elektroden. Under betingelsen av det optimale forholdet mellom strøm og elektrodehastighet oppnås en jevn søm av høy kvalitet.
Konformitetstabell for strøm, elektrode, metalltykkelse
| Nåværende styrke, A | Diameter på en elektrode, mm | Metalltykkelse mm |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Når du beveger elektroden med en viss hastighet, bør det tas hensyn til størrelsen på lysbuen. Ekstremt rask elektrodetilførsel ved lav effekt vil ikke kunne gi en tilstrekkelig oppvarmingstemperatur.
Som et resultat vil det ikke være mulig å koke metallet til ønsket dybde. Sømmen "ligger" på overflaten og knapt "griper" i kantene.

Tvert imot, under forhold med for langsom fremføring av elektroden, vil det dannes en overopphetingsatmosfære, som truer deformasjonen av metallet på sveiselinjen. Hvis metallelementene har en fin struktur, vil en kraftig bue ganske enkelt brenne gjennom metallet.
Du kan øve feltet nybegynner sveiser og finpusse dine sømferdigheter med lage en ovn for testinghvis base er et metallrør. Vi anbefaler at du gjør deg kjent med nyttig informasjon.
Instruksjoner for nybegynner sveiser
Sveisearbeid er bare tillatt med bruk av passende utstyr.
Standardsettet inneholder:
- Jakke, bukser, hansker, sko laget av brannsikre, holdbare sterke materialer.
- Hodeplagg som dekker baksiden av hodet helt.
- Spesiell beskyttelsesmaske for ansikt og øyne.
For sveising bør et brukbart apparat brukes, hvis elektriske del lukkes av et pålitelig hus. De elektriske kablene som er inkludert i apparatet, må være fullstendig isolert og oppfylle de elektriske egenskapene til enheten.
Sveisens sted må være utstyrt med et arbeidsbord, lyskilder, en jordingsstang, verneutstyr mot elektrisk støt og brannslokkingsutstyr.
Og før du begynner på arbeidet, må du studere nøye regler for elektrisk sveising, vurdere og studere metodene og alternativene for fremstilling av forbindelser.
Konklusjoner og nyttig video om emnet
Vi tilbyr deg å se på en videospraksis for sveising: hvordan koke horisontale og vertikale sømmer:
Det er ikke nødvendig å ha kvalifikasjonene til en profesjonell sveiser, men det er ønskelig å beherske sveiseteknikken. Takket være de eksisterende sveiseferdighetene, har en person flere muligheter for gjennomføring av forskjellige husholdningsprosjekter.
Hvis du vil lære teknologien, kan du alltid, og praktisk erfaring vil bidra til å mestre teknikken for produksjonsarbeid på et høyt nivå.
Vil du snakke om din egen erfaring med sveiser? Kjenner du til subtilitetene i prosessen som ikke er gitt i artikkelen? Skriv kommentarer i blokken nedenfor.
 Elektrisk sveising for nybegynnere: nyansene av sveising og analyse av grunnleggende feil
Elektrisk sveising for nybegynnere: nyansene av sveising og analyse av grunnleggende feil  Hvor mye koster det å koble gass til et privat hus: prisen for å organisere gasstilførsel
Hvor mye koster det å koble gass til et privat hus: prisen for å organisere gasstilførsel  De beste vaskemaskinene med tørketrommel: modellvurdering og kundetips
De beste vaskemaskinene med tørketrommel: modellvurdering og kundetips  Hva er lysets fargetemperatur og nyansene ved å velge temperaturen på lampene som passer dine behov
Hva er lysets fargetemperatur og nyansene ved å velge temperaturen på lampene som passer dine behov  Utskifting av en geyser i en leilighet: utskiftende papirer + grunnleggende normer og krav
Utskifting av en geyser i en leilighet: utskiftende papirer + grunnleggende normer og krav 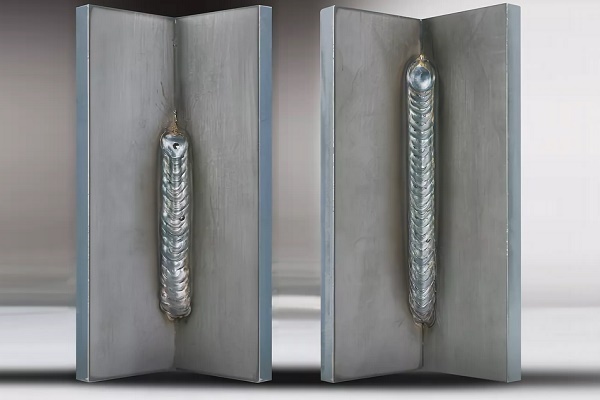{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}