Mašīna profila caurules liekšanai: kā ar savām rokām uzbūvēt caurules liekšanas mašīnu

Mājsaimniecībās profila cauruļu liekšanas mašīna netiek izmantota tik bieži, lai iegādātos dārgas rūpnīcā ražotas iekārtas.
Ja rodas šāda vajadzība, vienkāršu cauruļu izliekumu var veikt privāti, iepriekš izlemjot, kāda veida konstrukcija ir piemērota uzdevumam.
Šajā rakstā detalizēti analizētas cauruļu liekšanas mašīnu šķirnes, aprakstīti to darbības principi un uzbūves metodes.
Raksta saturs:
Mašīnu veidi profila caurules liekšanai
Profila cauruļu konfigurācijas mainīšanai ir daudz iekārtu modifikāciju. Tas ir saistīts ar minimālo lieces rādiusu. Ja šis svarīgais parametrs tiek atstāts novārtā, līkuma vietā mainās materiāla izturības raksturlielumi, kas ir sliktāki. Jums jāzina arī daži tehnoloģiski smalkumi. metāla cauruļu liekšana un ņem tos vērā darba laikā.
Izvēloties dizainu, jāņem vērā sagataves materiāls, diametrs, sienas biezums.
Liekšanas mašīnu klasifikācija pēc piedziņas veida
Atkarībā no piedziņas veida, mašīnu, kas paredzētas jebkādu cauruļu liekšanai, ir manuālas, elektromehāniskas un hidrauliskas.
Pieradināts. Šie ir ārkārtīgi vienkārši mehānismi, kas ir pieejami patstāvīgai ražošanai pat personai, kura nav veltīta sarežģītībām darbā ar metālu.

Elektromehāniski. Šādai mašīnai ir piedziņa elektromotora formā - pakāpiens vai parastais, savienots caur zemāku pārnesumu. Pēdējais risinājums nodrošina augstas kvalitātes saliekšanu pareiza stresa sadalījuma dēļ.
Ierīci nav viegli izgatavot, tai ir vajadzīgas īpašas zināšanas un vismaz neliela profesionalitāte.

Hidraulisks. Šajā modelī piedziņa ir manuāla. Atšķirībā no vienkāršas manuālas konstrukcijas, ķēdē ir iekļauts hidrauliskais cilindrs, kas ievērojami samazina lieko muskuļu piepūli.
Veltņi dod iespēju saliekt profila cauruli jebkurā nepieciešamajā virzienā. Manuālais profila gibs ar hidrauliku ar nelielu svaru var saliekt cauruļu sortimentu līdz 10 cm platumā.

Benderu veidi pēc uzstādīšanas metodes
Pastāv profila līkumu sadalījums un atkarībā no uzstādīšanas metodes. Atšķirt stacionāru, pārnēsājamu un valkājamu aprīkojumu. Stacionārās mašīnas var būt vienkāršas betona plātnes ar stieņiem vai cieta aprīkojuma veidā.
Kompaktiem pārnēsājamiem cauruļu lokotājiem ir atbalsta statīvs, bet valkājamajam modelim nav atbalsta, tas tiek izvēlēts katru reizi, kad izmantojat aprīkojumu.
Mašīnu klasifikācija pēc liekšanas metodes
Profila liekšanas mašīnas dizains un tā veiktspēja būs atkarīga no liekšanas metodes. Ir 3 galvenās liekšanas metodes. Pirmais ir ekstrūzija, kad profila caurules ģeometrija tiek mainīta, izmantojot deformējošu veltni, kas darbojas kā perforators. Matricas šajā gadījumā nav.
Lai veiktu operāciju, no līkuma pretējām pusēm ir nepieciešami 2 stingri balsti, kas arī kalpo kā matrica. Par šādiem balstiem izmantojiet grozāmās kurpes vai veltņus.
Tā kā spēks palielinās pakāpeniski un tam vienmēr ir perpendikulārs virziens attiecībā pret cauruli, šī metode ļauj sasniegt labu gala rezultātu. Mēs izmantojam metodi tikai darbam nelielā apjomā.
Otrais ir spiediens. Lai iegūtu līkumu, tiek izmantots stenda vāzes princips - starp veidni un perforatoru ievieto caurules segmentu.
Pēdējo profiliem, lai iegūtu augstas kvalitātes saliekumu, precīzi jāatkārto detaļas ģeometrija. Un arī aprēķinos ir jāņem vērā metāla atlikušās deformācijas. Mājās šī metode ir izmantojama gadījumos, kad nav nepieciešama liela precizitāte.

Trešais - velmēšana - universāla metode, ko izmanto gan plānsienu, gan biezu sienu liekšanai. Liekumu iegūst, velkot sagatavi starp veltņiem - vienu rotējošu un divus balstus.
Papildus iepriekš minētajam cauruļu liekšanu var veikt arī ar šādām metodēm:
Neatkarīgi no izvēlētā dizaina, pats izgatavojot cauruļu liekšanas mašīnu, jums jāņem vērā speciālistu ieteikumi. Izvēloties materiālu gultai, ir jāņem vērā fakts, ka metāla biezumam jābūt vismaz 1/6 no profilētās caurules platuma.
Tātad, ja jums ir jāpārliek caurule ar šķērsgriezumu ar taisnstūri ar parametriem 50 x 25 mm, tad, lai izvairītos no gultas deformācijas liekšanas laikā, jums jāņem kanāls vai stūris, kura biezums ir vismaz 10 mm. Pamatnes plāksnei un perforatoram ar stiepli jābūt 2 reizes biezākai.
Veltņu optimālais diametrs ir minimālais trīskāršo sekciju izmērs. Rāmja izgatavošanai izmantotā kanāla plauktam un leņķim jābūt attiecīgi 2 un 3 reizes lielākam par caurules platumu. Ja jums ir jāstrādā pie 50 x 25 mm taisnstūra šķērsgriezuma profila cauruļu liekšanas, jums ir nepieciešams kanāls 100 x 10 vai stūris 150 x 10.
Mēs izgatavojam hidraulisko cauruļu bender
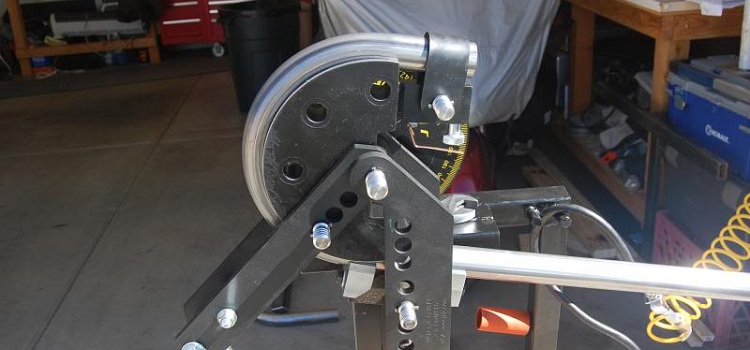
Apsveriet hidraulisko darbgaldu, kur liekšanās notiek tāpēc, ka centra caurule tiek izspiesta caur centru ar perforatoru, kas piestiprināts uz augoša stieņa. Cieša sagataves kontakta rezultātā, kas atrodas uz diviem nekustīgiem veltņiem un ar pārvietojamu perforatoru, iegūst savu formu.

Darba virsmas marķēšanai tiek uzlikta vertikālā ass un zīmējumā norādītajā attālumā no malas un ass tiek atzīmēta apakšējo caurumu atrašanās vieta. Pēc tam atzīmējiet augšējo caurumu atrašanās vietu, atkāpjoties no vēlamā attāluma no malas. Viņi savieno taisnu līniju ar šo caurumu centru un uz tā izliek vienādus segmentus.
Starpposma caurumu asis atradīsies marķējumu krustojumā ar slīpi asi. Lai kontrolētu profila sagataves lieces rādiusu, ir nepieciešami urbumi uz darba virsmas. Tā kā darba virsmu veido divas spoguļattēla daļas, otro marķē tāpat.
Mašīnas augstumu nosaka ar domkrata parametriem un attālumu, kas zīmējumā norādīts ar simbolu "a". Lai saliektu profila cauruli ar platumu 15 mm, šai spraugai domkrata nestrādājošajā stāvoklī vajadzētu būt aptuveni vienādai ar 20 mm.
Šajā konstrukcijā perforatora pārnestais spēks ir koncentrēts tā augšējā daļā. Šīs iedarbības rezultātā caurules ārējais rādiuss tiek pakļauts spriedzei, kas var izraisīt sienas retināšanu un dažos gadījumos tās plīsumu. Tāpēc šo mašīnu nav ieteicams izmantot plānsienu sagataves deformācijai.
DIY cauruļu izliekējs
Uz šāda aprīkojuma sagatave iegūst noteiktu formu, ripojot. Mājas darbnīcā ir vieglāk izgatavot 3 veltņu konstrukciju ar manuālo piedziņu. Apsveriet divas iespējas šādām mašīnām.
Rotācijas platformas opcija
Šādas mašīnas konstrukcijas princips cauruļu liekšanai ar šķērsgriezumu, kas nav apaļš, ir šāds:
- Galvenā gulta ar šarnīra palīdzību ir savienota ar rotējošu platformu, kas nosaka saliekuma leņķi.
- Platformu virza domkrats, uz kura balstās darba stienis.
- Profila atvēršana tiek veikta, pagriežot rokturi, kas atrodas uz starpvārpstas.
Mašīnas pamatnes un statīvu izgatavošanai ir nepieciešams kanāls ar sienas augstumu no 150 līdz 200 mm apmēram 3 m apjomā. Par gultņu balstiem, veltņu pamatni, ir piemērota tērauda caurule, kuras iekšējais diametrs ir vienāds ar gultņu ārējo diametru, kas ir sadalīts 6 īsās sekcijās.

No kanāla tiek izgatavota pamatne un divas platformas. Atkāpjoties no vienas puses apmēram 0,5 m attālumā, no tā paša kanāla tiek metināta vertikāla statīva. Lai to izdarītu, divi segmenti ir savienoti pārī, lai statīvs būtu stiprs.
Stingri ievērojot horizontālo stāvokli, viņi uzstāda nekustīgu platformu, un aizmugurējais plaukts ir pie tā metināts. Tālāk viņi ņem profila caurules daļu un palielina ierobežotājus ar augstumu, kas nav mazāks par profila caurules biezumu, kura deformācija ir paredzēta ražotajai mašīnai.
Virzošā platforma ir savienota ar galveno rāmi ar durvju eņģu palīdzību. Gultņi tiek uzstādīti uz abu platformu pagarinātajām atdures un malām, metinot un pastiprinot konstrukciju ar stūriem. Vārpstas ir ievietotas gultņos, un vidū ir piestiprināts rokturis.
Domkrats ir uzstādīts zem virzošās platformas malas un piestiprināts pie pamatnes, izmantojot pieskrūvēto savienojumu.
Cauruļu lokotāja montāža ar rotējošu platformu tiek veikta šādā secībā:
Trīs veltņu velmēšanas mašīna
Šajā mašīnā caurule tiek uzlikta uz veltņiem, kas atrodas sānos. Augšējais pārvietojamais veltnis tiek nolaists uz izstrādājuma no augšas un šādā veidā to nostipriniet. Tālāk pagrieziet rokturi un caur ķēdi pārvietojiet kustību uz vārpstām. Caurule stiepjas un maina savu ģeometriju.
Pakāpeniski palielinot spiedienu, pievelkot skavas skrūvi un velkot sagatavi, tie panāk caurules liekšanos vajadzīgajā leņķī.

Lai mašīna darbotos saskaņā ar šo shēmu, ir nepieciešams sagatavot plauktu un formas metāla izstrādājumus rāmim, vārpstām, 4 stiprām atsperēm, ķēdei, gultņiem, stiprinājumiem un citām detaļām. Lai uzstādītu gultņus, nepieciešami 3 vārpstas ar parametriem, kas atbilst zobratiņiem un gultņiem.
Divas vārpstas ir paredzētas sānu novietošanai, bet trešās (iespīlēšana) - balstiekārtai uz atsperēm. Šīs preces, visticamāk, būs jāpasūta darbnīcā, bet pārējās var izgatavot ar savām rokām.
Iespīlēšanas vārpstas sastāvs satur gultņus, zobratiņus un gredzenus. Gredzenos tiek sagriezts pavediens zem skavas skrūvēm un izveidotas rievas. Kanāla plauktos veiciet sēdekļus zem iespīlēšanas vārpstas. Pēdējā posmā konstrukcija tiek samontēta, sākot ar rāmja uzstādīšanu.
Pēc tam tiek atsperota stiprinājuma ass uz atsperēm, kas ar atslēgas savienojumu ir piestiprinātas pie plaukta.Sānos ir uzstādītas atbalsta vārpstas, un starp tām, izmantojot turētāju, ar magnētisko stūri tiek ievilkta ķēde.
Uz viena no tām, nostiprinot rokturi ar rotējošu cauruli, tad viņi veic domkrata uzstādīšanu. Pievienojiet to platformai ar skrūvēm un metināšanu.
Uzstādot balstiekārtas vārpstu, tiek ievērota noteikta secība: vispirms uzstādiet to uz plaukta, uz tā tiek metināti uzgriežņi zem atsperēm, platforma tiek apgriezta un savienota ar atsperēm. Jāatzīmē, ka, palielinoties attālumam starp veltņiem, lieces spēki samazinās.
Lai saliktu ritošās caurules benderi, jums būs nepieciešams:
Mūsu vietnē ir vēl vairāki raksti, kas detalizēti apraksta pašmāju ierīču iespējas profila cauruļu liekšanai, mēs iesakām izlasīt:
- Kā pašam izveidot cauruļu lokotāju sava profila caurulēm: pārskats par labākajiem mājās gatavotajiem izstrādājumiem
- Kā padarīt cauruļu lokotāju ar savām rokām: labāko mājās gatavoto izstrādājumu piemēri
Kā vienkāršā veidā saliekt profila cauruli?
Primitīvākā ierīce profila caurules formas mainīšanai ir koka veidnes izmantošana. To var izmantot tērauda vai alumīnija izgatavotu plānsienu cauruļu liekšanai. Lai izgatavotu šādu ekspromtu mašīnu, viņi ņem dēļus, jebkādā veidā tos sastiprina un izgriež veidni.

Saskares vietā ar cauruli veidnes biezumam jābūt lielākam par profila caurules šķērsgriezuma augstumu par vairākiem centimetriem. Veidnes malu veic ar slīpumu, pretējā gadījumā caurule var slīdēt.
Dizains ir aprīkots ar pieturu un piestiprināts pie kādas stabilas pamatnes. Caurule tiek novietota starp veidnes plakni un pieturu, un materiāls sāk saliekties, sākot no caurules malas. Ja sākat liekšanas procesu no centra, tad plānsienu caurule var saplacināt.
Caurulē varat ievietot metāla stieni ar diametru, kas vienāds ar caurules urbumu, vai arī jūs varat vienkārši paņemt caurules gabalu un ievietot to sagataves zirgā. Jebkurā gadījumā tas būs ērtāk.
Sīkāku informāciju par to, kā saliekt profila cauruli bez īpaša aprīkojuma, lasiet šo lietu.
Pēc šī paša principa tiek izgatavotas jaudīgākas mašīnas. Šajā gadījumā spēks tiek izveidots, izmantojot vinču, un caurule tiek nostiprināta stiprāk, lai tā nesadalītos.
Secinājumi un noderīgs video par tēmu
Pamatnoteikumi formas cauruļu apstrādes mašīnas ražošanai:
Cauruļu liekšanas mašīna, tuvu rūpnīcas projektam:
No visām ruļļu formēšanas mašīnu iespējām jāizvēlas to izmantošanai vispiemērotākais dizains. Dažreiz pietiek ar vienkāršāko mehānismu, lai nodrošinātu sevi ar nepieciešamo liektā profila daudzumu bez īpašām finansiālām izmaksām.
Vai jums ir personīga pieredze cauruļu liekšanas mašīnas būvēšanā? Varbūt jūs varat sniegt noderīgu informāciju par raksta tēmu un ievietot izgatavotās ierīces fotoattēlu? Lūdzu, komentējiet, dalieties pieredzē un uzdodiet jautājumus zemāk esošajā blokā.
 Kā saliekt profila cauruli ar savām rokām bez īpašiem instrumentiem
Kā saliekt profila cauruli ar savām rokām bez īpašiem instrumentiem  HDPE cauruļu uzstādīšana ar DIY: metināšanas instrukcijas + kā šādas caurules saliekt vai iztaisnot
HDPE cauruļu uzstādīšana ar DIY: metināšanas instrukcijas + kā šādas caurules saliekt vai iztaisnot  DIY amatniecība no propilēna caurulēm: pašdarināt pašdarināšanas iespējas
DIY amatniecība no propilēna caurulēm: pašdarināt pašdarināšanas iespējas  Kā ar savām rokām izgatavot krēslu no polipropilēna caurulēm: ražošanas soli pa solim
Kā ar savām rokām izgatavot krēslu no polipropilēna caurulēm: ražošanas soli pa solim  DIY vara cauruļu uzstādīšana: vara cauruļu uzstādīšanas tehnoloģija
DIY vara cauruļu uzstādīšana: vara cauruļu uzstādīšanas tehnoloģija  DIY metināšanas tehnoloģija polipropilēna caurulēm: metožu un nianšu pārskats
DIY metināšanas tehnoloģija polipropilēna caurulēm: metožu un nianšu pārskats  Cik maksā gāzes pieslēgšana privātmājai: gāzes piegādes organizēšanas cena
Cik maksā gāzes pieslēgšana privātmājai: gāzes piegādes organizēšanas cena  Labākās veļas mašīnas ar žāvētāju: modeļa vērtējums un klientu padomi
Labākās veļas mašīnas ar žāvētāju: modeļa vērtējums un klientu padomi  Kāda ir gaismas krāsu temperatūra un nianses, izvēloties lampu temperatūru atbilstoši jūsu vajadzībām
Kāda ir gaismas krāsu temperatūra un nianses, izvēloties lampu temperatūru atbilstoši jūsu vajadzībām  Ģeizara nomaiņa dzīvoklī: aizstāšana ar dokumentiem + pamatnormas un prasības
Ģeizara nomaiņa dzīvoklī: aizstāšana ar dokumentiem + pamatnormas un prasības {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}