Varinių vamzdžių litavimas: žingsnis po žingsnio darbo analizė ir praktiniai pavyzdžiai

Namų meistrai stengiasi patys atlikti statybos ir remonto darbus, kurie leidžia ne tik taupyti šeimos biudžetą, bet ir būti visiškai pasitikintiems kokybės rezultatu. Todėl jie turi įsisavinti naujus metodus ir technologijas, pavyzdžiui, varinių vamzdžių litavimą.
Mes jums pasakysime, kaip surinkti ir sujungti ryšius iš varinių vamzdžių. Čia sužinosite, kokių eksploatacinių medžiagų ir įrankių reikės atlikėjui. Naudingi įgūdžiai net ir kasdieniame gyvenime leis savarankiškai surinkti vamzdynus, pasižyminčius puikiomis eksploatacinėmis savybėmis.
Straipsnio turinys:
Vario litavimas: Kodėl turėtumėte to išmokti
Variniai vamzdynai praktikoje naudojami retai. Priežastis yra gana didelė medžiagų kaina. Tačiau vario vamzdynai teisingai laikomi geriausiais.
Šis metalas lenkia visas kitas medžiagas atsparumu karščiui, lankstumą ir ilgaamžiškumą. Šildymo variniai vamzdžiai po surinkimo jis gali būti pilamas į betoną, paslėptas sienose ir pan. Eksploatacijos metu jiems nieko neatsitiks.

Į tai reikėtų atsižvelgti renkantis medžiagą, skirtą organizuoti šildymą ar vandens tiekimą. Atsižvelgiant į ilgalaikę eksploataciją, didesnės išlaidos yra visiškai susigrąžintos. Be puikių vario savybių, jį gana lengva įdiegti. „Baisios pasakos“ apie litavimo sunkumus dažnai perdėtos.
Varis yra pakankamai paprastas, kad būtų galima lituoti. Jo paviršiui nereikia naudoti agresyvių valymo priemonių.Daugelis mažai lydytų metalų turi didelį sukibimą su juo, o tai palengvina litavimo pasirinkimą.
Brangus vario srautas nereikalingas, nes metalų lydymosi metu nevyksta smarkios reakcijos su deguonimi. Litavimo procese vamzdis nedeformuojasi, jo forma ir matmenys nesikeičia. Gautą siūlę prireikus galima išpakuoti.
Vario dalių litavimo būdai
Litavimas laikomas geriausiu varinių dalių sujungimo metodu. Eksploatacijos metu išlydytas lydmetalis užpildo nedidelį tarpą tarp elementų, sudarydamas patikimą ryšį.
Dažniausiai naudojami du tokių junginių paruošimo būdai. Tai yra aukštos temperatūros ir žemos temperatūros kapiliarinis litavimas. Pažiūrėkime, kaip jie skiriasi vienas nuo kito.
Aukštos temperatūros savybės
Šiuo atveju elementų sujungimo iš vario procesas vyksta aukštesnėje nei +450 laipsnių temperatūroje. Lydmetalis yra pasirinkti junginiai, kurių pagrindą sudaro gana ugniai atsparūs metalai: sidabras arba varis.
Jie suteikia stiprią siūlę, atsparią mechaniniams pažeidimams ir aukštai temperatūrai. Toks junginys vadinamas kietu.

Vadinamojo kietojo kietojo litavimo ypatybė yra metalo atkaitinimas, dėl kurio jis suminkštėja. Todėl norint sumažinti vario stiprumo charakteristikų praradimus, gatavą siūlę reikia atvėsinti tik natūraliai, nenaudojant dirbtinio pūtimo ar nuleidžiant dalį į šaltą vandenį.
Vamzdžiams, kurių skersmuo nuo 12 iki 159 mm, naudojamas tvirtas sujungimas. Dujotiekiams sujungti naudojamas aukštos temperatūros litavimas.
Vandentiekyje jis naudojamas montuojant vandens vamzdžius monolitiniam dalių, kurių skersmuo viršija 28 mm, sujungimui. Be to, tokia jungtis naudojama tais atvejais, kai vamzdžiuose cirkuliuojančio skysčio temperatūra gali viršyti +120 laipsnių.
Aukštos temperatūros litavimas taip pat naudojamas šildymo sistemų surinkimui. Manoma, kad jo pranašumas yra galimybė iš anksto sumontuoti išleidimo sistemą iš anksto neišmontuojant.
Litavimas žemoje temperatūroje išsamiai
Minkštas arba žemos temperatūros litavimas reiškia varinių dalių sujungimą, kai naudojama mažesnė nei + 450 ° C temperatūra. Tokiu atveju kaip lydmetalis pasirenkami minkšti lydieji metalai, pavyzdžiui, alavas arba švinas.
Tokiu litavimu suformuotos siūlės plotis gali svyruoti nuo 7 iki 50 mm. Gautas junginys vadinamas minkštu. Jis yra mažiau patvarus nei kietas, tačiau turi nemažai reikšmingų pranašumų.

Pagrindinis skirtumas yra tas, kad litavimo metu metalo atkaitinimas nevyksta. Atitinkamai, jo stiprumas išlieka tas pats.
Be to, žemos temperatūros litavimo metu temperatūra nėra tokia aukšta, kaip aukšto litavimo metu. Todėl jis laikomas saugesniu. Vamzdžiai, kurių skersmuo mažas: nuo 6 iki 108 mm, naudojami vadinamieji minkštieji sujungimai.
Vandentiekio žemos temperatūros jungtyse variniai vamzdžiai Jie naudojami vandens magistralėms ir šildymo tinklams įrengti, tačiau su sąlyga, kad juose cirkuliuojančio skysčio temperatūra yra mažesnė nei +130 laipsnių. Dujotiekiams šio tipo jungtis naudoti griežtai draudžiama.
Ko reikia procese?
Norėdami pagaminti aukštos kokybės jungtis, jums reikės specialių medžiagų ir įrankių. Visų pirma, srautas reikalingas anksčiau išvalytam dalių paviršiui apdoroti. Tai pašalina oksidus iš pagrindo, pagerina išlydyto lydmetalio pasklidumą ir sumažina paviršiaus įtempimą.
Be to, jums taip pat reikės lydmetalis darbui su variu. Virinant aukštoje temperatūroje, parenkama medžiaga, kurioje nėra švino. Ant pakuotės turėtų būti užrašas „be švino“ arba „be švino“.
Litavimui žemoje temperatūroje parenkamas žemo lydymosi lydmetalis, kuriame gali būti alavo, vario, bismuto, sidabro. Žemos temperatūros lydmetalis yra 3 mm vielos pavidalo.

Darbui jums reikės įrankių. Visų pirma, vamzdžių pjaustytuvas. Su juo bus galima iškirpti norimo dydžio detales. Svarbu pasirinkti aukštos kokybės įrankį, kad minkšta medžiaga, kuri yra varis, neužstrigtų.
Taip pat reikia nuimti skylutes, kad būtų pašalintos įpjovos. Priešingu atveju nebus įmanoma įterpti vienos dalies į kitą. Vamzdžių vidiniam paviršiui valyti taip pat naudojamas šepetys arba teptukas.

Kaitinti varinius elementus naudojant įvairius įrankius. Dažniausiai rinkitės litavimą žemoje temperatūroje dujinis degiklisturėdamas siaurą liepsną.
Dujų įranga šiuo atveju veikia iš baliono su propano ir butano mišiniu arba grynu butanu. Vieno tokio degalų papildymo pakanka 3–4 šimtams jungčių.
Įrenginys veikia efektyviai, kaitinant degikliu vamzdis įkaista per kelias sekundes. Litavimas aukštoje temperatūroje atliekamas naudojant propano-deguonies arba acetileno-oro dujų mišinius.
Be to, litavimas gali būti atliekamas naudojant specialų elektrinį litavimo lygintuvą, skirtą dirbti su vario dalimis. Įrenginys gali dirbti tiek su kietaisiais, tiek su minkštaisiais litais. Lituoklis yra prijungtas prie tinklo ir naudojamas ten, kur neįmanoma dirbti su atvira ugnimi. Įrenginyje yra pritvirtinimo replės ir nuimami elektrodai.
Be šių vamzdyno montavimo įrankių, jums reikės žymeklio ar pieštuko, matavimo juostos, plaktuko ir konstrukcijos lygio.
Litavimo technologija
Paruošę įrankius ir medžiagas, galite pradėti litavimo procesą. Mes atliekame visas operacijas tokia seka:
Iškirpkite reikiamo ilgio dalį
Variniams vamzdžiams pjaustyti gali būti naudojami įvairūs įrankiai. Dažniausiai naudojamas rankinis vamzdžių pjaustytuvas. Kad pjūvis būtų lygus, vamzdį laikome tik statmenai įrankiui.
Mes užfiksuojame dalį tarp ritinėlio ir ašmenų ir apsukame vamzdžių pjaustytuvą aplink jį. Po kiekvieno apsisukimo nepamirškite apie trečdalį apsukti reguliavimo varžtą. Kai naudojate vamzdžių pjaustytuvą, pjūvis bus lygus, balai atsiras tik vamzdžio viduje.

Bet tuo pačiu metu produkto skersmuo šiek tiek sumažės, o tai nepageidautina. Galite išvengti detalės deformacijos, jei ją pjaustysite pjūviu. Bet šiuo atveju bus daug šukių, kurias reikės atsikratyti, ir jūs turėsite naudoti šabloną, kad sumažintumėte pjūvio pjūvį.
Susmulkinti arba ovalizuoti vamzdžio pjūvį sukels nemalonių padarinių, nes jie būtinai pakeis montavimo tarpo dydį. Jo vertė turėtų būti 0,02–0,4 mm. Jei tarpas yra mažesnis, lydmetalis negalės į jį patekti. Padidėjus tarpui, kapiliarinis efektas negali pasireikšti.
Dėl pjovimo dalis turėtų būti gauta griežtai cilindriniu galu su minimaliu pjūviu. Būtinai pašalinkite šerpetus iš detalės, šepetėliu nuvalykite vidinį paviršių ir nuriebalinkite. Panašiai mes apipjaustome antrąjį vamzdžio fragmentą. Mes paimame vamzdžių plėtiklį ir plaktuko pagalba padidiname antrojo vamzdžio skersmenį.

Mes patikriname, kaip dalys dera viena prie kitos, patikriname gauto montavimo tarpo matmenis. Jis turi tiksliai atitikti normą. Mes išvalome ir nuriebaliname antrąją dalį. Operacija atliekama per visą vamzdžio skerspjūvį, nepamirškite, kad jungties ilgis turėtų būti lygus dalies skersmeniui.
Ant vamzdžio paviršiaus tepkite srautą
Pagal technologijos taisykles varinių vamzdžių litavimas, dalimis užtepkite srauto sluoksnį. Mes paimame kompoziciją ir švelniai teptuku tepkite ją ant išorinio vamzdžio paviršiaus, kuris bus jungties viduje.
Operaciją atliekame labai atsargiai.Mes stengiamės surinkti mažiausią tirpalo kiekį ir visiškai paskirstyti jį per dalį. Perteklinis srautas neturėtų likti ant paviršiaus.
Prijunkite dalis prieš litavimą
Kai srautas tepamas ant dalių, jos turi būti sujungtos. Tai turi būti padaryta pakankamai greitai, kad taršos dalelės nepatektų ant drėgno paviršiaus. Jei mes dirbame su armatūra ar varpeliu, mes užmezgame pilną elementų sujungimą.
Norėdami tai padaryti, pasukite juos iki galo. Sukimosi metu dalys ne tik „užsifiksuoja“ savo vietose, bet ir srautas paskirstomas kuo tolygiau per montavimo tarpą.

Palikti srautą ant dalių draudžiama, nes tai yra agresyvi cheminė sudėtis.
Čiaupo litavimas su armatūra, paremta suspaudimo žiedu, atliekamas tokia tvarka:
Junginių susidarymas litavimo metu žemoje temperatūroje
Gaminant minkštą siūlę, lydmetalis ir srautas žemoje temperatūroje yra privalomi. Šildymui galite pasiimti standartinį arba mažą dujų degiklį, į kurį įpilamas propano ir oro mišinys arba propano su butanu ir oru mišinys. Galite pasiimti specialų elektrinį lituoklį.
Mes paimame degiklį, įjunkite jį ir nukreipkite liepsną į vamzdžio jungtį. Liepsnos ir detalės kontaktinė vieta turi būti nuolat judama. Tai būtina, kad elementai būtų šildomi tolygiai. Mes imame lydmetalį ir laikas nuo laiko paliečiame jį su montavimo tarpu. Esant pakankamai kaitinimui, lydmetalis pradeda tirpti.

Kai tik tai atsitiks, mes pašaliname degiklį, kad lydmetalis galėtų visiškai užpildyti kapiliarų tarpą. Jei lydmetalis dar nepradėjo tirpti, tęskite kaitinimą. Litavimo žemoje temperatūroje ypatybė yra tai, kad litavimas nėra specialiai kaitinamas. Jis turėtų ištirpti nuo kaitinamų junginio elementų šilumos.
Kai lydmetalis visiškai užpildo kapiliarų tarpą, jam reikia leisti atvėsti, geriausia natūraliomis sąlygomis. Reikia atsiminti, kad susidariusi minkštoji jungtis turi mažą stiprumą, todėl draudžiama ją liesti karštu pavidalu.
Kitas svarbus punktas. Litavimo procese ypač svarbu neperkaitinti vario. Priešingu atveju ant metalo nusėdęs srautas žlugs ir atitinkamai negalės ištirpinti ir pašalinti oksidų, o tai smarkiai neigiamai paveiks junginio kokybę.
Todėl patartina naudoti srautą su litavimo milteliais. Kai detalės temperatūra bus pakankama lydmetaliui įkaisti, milteliai ištirps ir bus matyti, kaip lydalo lašeliai šviečia srauto viduje.
Jei liepsna dėl kokių nors priežasčių yra nepriimtina, naudojami litavimo įtaisai, maitinami elektra. Tokia įranga yra maitinimo šaltinio, elektrinių žnyplių ir lituoklio rinkinys.
Kaitinimo ir vėlesnio junginio formavimo procedūra su lituokliu nesiskiria nuo aprašytos aukščiau. Vienintelis įspėjimas: visiškai sušildyti dalis gali prireikti mažiau laiko, nei kaitinant degikliu.
Siūlės susidarymas litavimo metu esant aukštai temperatūrai
Tokio litavimo metu detalėms pašildyti taip pat naudojamas dujų degiklis. Jis įpilamas propano su deguonimi arba acetileno ir oro mišiniu. Galima naudoti acetileno ir deguonies mišinį.
Meistrai rekomenduoja sušildyti dalis tolygiai ir greitai. Tai yra, apšilimo procesas turėtų būti trumpas. Įrenginyje deginančios dujos turėtų sukelti mažo intensyvumo ryškiai mėlyną liepsną.

Sklandžiai perkeliame degiklį palei būsimą jungtį, kad šildymas būtų kuo vienodesnis. Kai varis įkaista iki maždaug 750 ° C, jis įgis tamsią vyšnios spalvą. Šiuo metu patiekite lydmetalį.
Kad geriau sušiltų, galite šiek tiek pašildyti degikliu. Bet reikia atsiminti, kad lydmetalis turėtų ištirpti nuo pašildytų jungčių dalių, o ne nuo degiklio. Idealiu atveju būtina užtikrinti ryšį su minimaliu šildymu, kuriame lydmetalis iškart ištirps ir pirmą kartą užpildys montavimo spragą.
Galbūt tai nepasiteisins iš karto, bet kaupiant patirtį rezultatas pagerės. Kai tarpas bus visiškai užpildytas lydmetaliu, palikite jungtį atvėsti. Šiuo metu jo neliesti nerekomenduojama. Mes atsargiai nušluostome atvėsintą siūlę, kad atsikratytume srauto likučių.
Išsami vario vamzdynų litavimo technologijos, naudojant dujų degiklį, analizė pateiktame straipsnyje, kurio turinį patariame perskaityti.
Vario vamzdžių sauga
Pradedantieji meistrai domisi, kaip teisingai lituoti varinius vamzdžius, tačiau tuo pačiu pamiršta apie saugą. To negalima padaryti. Turite suprasti, kad varis pasižymi dideliu šilumos laidumu, todėl negalite laikyti dalių savo rankose be jokios apsaugos.
Neatsargumas ir neatsargumas su vario vamzdžių surinkimas gali sukelti terminį nudegimą. Maži, iki 0,3 m ilgio daiktai imami tik su apsauginėmis pirštinėmis arba laikomi su smeigtukais.
Taip pat atsargiai reikia dirbti su srautu. Tai nepaprastai agresyvi kompozicija. Jei litavimo metu jis pateko ant odos, turėtumėte nedelsdami nutraukti darbą ir nuplauti odos pliūpsnį dideliu kiekiu muilo vandens. Priešingu atveju ant odos gali atsirasti ne tik terminis, bet ir cheminis nudegimas.

Drabužius darbui taip pat reikia tinkamai parinkti. Sintetiniai audiniai visiškai netinka. Dirbtinis pluoštas yra labai jautrus aukštai temperatūrai. Jis lengvai išsilydo ir užsidega, todėl darbui geriausia rinktis tankius drabužius, pagamintus iš natūralios medvilnės.
Kitas svarbus punktas. Kai dalys kaitinamos, srautas pradeda degti. Jo poros yra pavojingos žmonėms. Dėl šios priežasties patalpa, kurioje atliekamas varinių vamzdžių litavimas, turėtų būti gerai vėdinama.
Patyrę meistrai pataria tiems, kurie pirmą kartą ėmėsi litavimo, pirmą kartą praktikuoti vamzdžių apipjaustymą. Praktika rodo, kad po trijų ar keturių savarankiškai padarytų jungčių jau įmanoma imtis dujotiekio įrengimo. Tokiu atveju patartina surinkti sistemą ant grindų ir tik tada tęsti litavimą.
Gatavą vamzdyną reikia gerai nuplauti švariu karštu vandeniu, kad pašalintumėte litavimą ir srautą iš dalių vidinės pusės.
Pagrindinės klaidos, padarytos litavimo metu
Varinių vamzdžių litavimo procesas yra gana paprastas, tačiau tam reikia patirties. Pradedantieji darbe dažnai daro klaidas.
Apsvarstykite pagrindinius:
- Defektų buvimas sujungtų dalių paviršiuje.Tokie trūkumai gali atsirasti pjaunant vamzdį. Jei litavimas atliekamas per trūkumą, siūlė bus trapi.
- Tarša elementų sankryžoje. Po pjaustymo ir valymo dalys turi būti nuriebalintos.
- Nepakankamas montavimo tarpo plotis. Pagal taisykles, dalims, kurių skerspjūvis yra nuo 6 iki 108 mm, tarpo matmenys turėtų būti nuo 7 iki 50 mm.
- Nepakankamas dalių šildymas. Tokiu atveju lydmetalis negalės tinkamai sulydyti su pagrindu. Tokia siūlė lengvai sugrius net esant mažam krūviui.
- Srautas neuždengia viso vamzdžio paviršiaus. Dalies paviršiuje lieka oksidai, kurie neigiamai veikia siūlės kokybę.
- Jungties skyriaus perkaitimas. Tai lemia srauto degimą ir oksido bei masto susidarymą. Dėl to ryšio kokybė smarkiai pablogėja.
- Patikrinkite, ar nėra šalto ryšio. Prieš patikrindami siūlės kokybę, turite įsitikinti, kad vamzdis atvėso. Priešingu atveju sąnarys neišvengiamai deformuosis ir praras jėgas.
- Nepaisoma saugumo taisyklių. Litavimas atliekamas aukštoje temperatūroje ir naudojant agresyvias chemines medžiagas. Reikalingi apsauginiai drabužiai, kaukė ir pirštinės.
Galbūt pradedančiajam meistrui bus sunku savarankiškai nustatyti dalių šildymo laipsnį, tada verta pakviesti profesionalą ir atlikti pirmuosius ryšius jam vadovaujant.
Jis pristatys šildymo kontūrų iš varinių vamzdžių konstravimo metodus kitas straipsnissu kuria rekomenduojame susipažinti.
Išvados ir naudingas vaizdo įrašas šia tema
Galite sužinoti dar daugiau įdomios informacijos apie varinių vamzdžių litavimą iš šių vaizdo įrašų.
1 vaizdo įrašas. Vario litavimo aukštoje temperatūroje ypatybės:
2 vaizdo įrašas. Kaip lituoti varines jungiamąsias detales:
3 vaizdo įrašas. Kas yra litavimo srautai:
Varinių vamzdžių litavimas pats yra naudingas įgūdis, kuris tikrai pravers namų šeimininkui. Iš vario pagaminti vamzdynai yra labai ilgi ir be problemų. Atsižvelgiant į gana dideles tokių dalių kainą, savarankiškas surinkimas gali žymiai sutaupyti ir gauti aukštos kokybės vamzdyną už labai priimtiną kainą.
Ar turite asmeninės patirties jungiant varinius vamzdžius litavimo metu? Galbūt turite žinių apie kūrinio niuansus? Prašome parašyti komentarus žemiau esančiame bloke, užduoti klausimus, pasidalyti savo nuomone ir nuotraukomis straipsnio tema.
 Polipropileno vamzdžių litavimas: darbo taisyklės ir galimų klaidų analizė
Polipropileno vamzdžių litavimas: darbo taisyklės ir galimų klaidų analizė  Varinių vamzdžių litavimas su dujų degikliu: naudingi patarimai ir žingsniai savarankiškam litavimui
Varinių vamzdžių litavimas su dujų degikliu: naudingi patarimai ir žingsniai savarankiškam litavimui  Vario vamzdžių montavimas „pasidaryk pats“: varinių vamzdžių montavimo technologija
Vario vamzdžių montavimas „pasidaryk pats“: varinių vamzdžių montavimo technologija  Varinių vamzdžių sujungimas: instrukcijos ir įvairių montavimo technologijų palyginimas
Varinių vamzdžių sujungimas: instrukcijos ir įvairių montavimo technologijų palyginimas  Kaip sudužti į plastikinį vamzdį: darbo ypatumai ir visų svarbių niuansų analizė
Kaip sudužti į plastikinį vamzdį: darbo ypatumai ir visų svarbių niuansų analizė  PVC vamzdžių pakaba: populiarios galimybės + nuosekli instrukcija
PVC vamzdžių pakaba: populiarios galimybės + nuosekli instrukcija  Kiek kainuoja prijungti dujas prie privataus namo: dujų tiekimo organizavimo kaina
Kiek kainuoja prijungti dujas prie privataus namo: dujų tiekimo organizavimo kaina  Geriausios skalbimo mašinos su džiovykle: modelio įvertinimas ir klientų patarimai
Geriausios skalbimo mašinos su džiovykle: modelio įvertinimas ir klientų patarimai  Kokia yra spalvinė šviesos temperatūra ir kokie yra lempų temperatūros pasirinkimo pagal jūsų poreikius niuansai
Kokia yra spalvinė šviesos temperatūra ir kokie yra lempų temperatūros pasirinkimo pagal jūsų poreikius niuansai  Geizerio pakeitimas bute: pakeitimas dokumentais + pagrindinės normos ir reikalavimai
Geizerio pakeitimas bute: pakeitimas dokumentais + pagrindinės normos ir reikalavimai 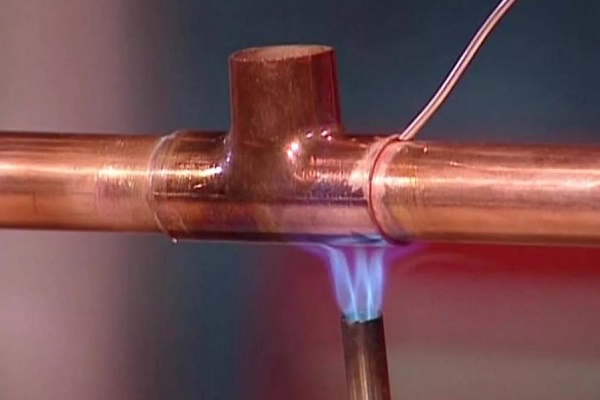{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Man labai retai tenka susidurti su variniais vamzdžiais, tikrai nedaug kas juos naudoja, renkasi pigesnį ir utilitariškesnį plastiką. Bet mačiau tokius vamzdžius namuose, kurie pretenduoja į elitiškumą. Jie puikiai dera prie interjero. Aš taip pat turėjau galimybę juos lituoti. Iš asmeninės patirties galiu pasakyti, kad atlikti šį darbą yra nesudėtinga ir yra niuansų.
Varis yra reaguojantis metalas, pats savaime jis jums problemų nesukels. Bet jei jūs pats padarysite klaidų, tada po kurio laiko jūsų litavimo vieta ištekės. Visiems, kurie staiga susiduria su poreikiu lituoti varinį vamzdį, pirmiausia pasakysiu - nebūk tingus ir negailėk laiko parengiamiesiems darbams! Gera pradžia yra pusė kovos.
Blogai nuriebalinti - jis tekės. Blogai nusirengti yra tas pats. Antra: vidutinis, bet pakankamas srautas. Jums bus gaila, kad ji tekės. Persistenkite - gaukite negražią prilipimo vietą.Trečia: kompetentingos temperatūros sąlygos. Tiek perkaitimas, tiek perkaitimas yra vienodai blogi. Apskritai, jei ketinate lituoti pirmą kartą, geriausia kur nors rasti vario vamzdžio gabalą ir praktikuoti, kaip ir juodraštyje. Tuo pat metu nustatykite galimas klaidas.