Hegesztőgép polietilén csövekhez: jobb vásárolni és hogyan kell helyesen használni

A polietilén csövek könnyűek, könnyen felszerelhetők és viszonylag olcsók. Az ilyen típusú kommunikáció elhelyezéséhez hegesztőgépre van szükség polietilén csövekhez. A berendezések helyes használata és a munkatechnika betartása lehetővé teszi egy megbízható, szinte monolitikus kapcsolat elérését, amely sok évig tart.
Beszélünk arról, hogyan lehet helyesen kiválasztani egy eszközt a tartós és szoros illesztések kialakításához. Cikkünkben a polietilén csővezeték hegesztési szakaszának jellemzőit ismertetjük részletesebben. Azok, akik egyedül akarnak munkát végezni, hasznos ajánlásokat találnak.
A polietilénből készült hegesztőszerkezetek jellemzői
A polietilén csövek egyik hasznos tulajdonsága a tervezési rugalmasság. A hegesztés lehetővé teszi az ingatlan megmentését az autópálya egyes szegmenseinek kereszteződésénél, ezáltal biztosítva az egyenletes tulajdonságokat teljes hosszában.
Az ilyen csöveket mind árokhoz, mind pedig fúrni kell árok nélküli fektetésha acél- vagy üvegszálas csövet használnak a fő „esetként”.
Leggyakrabban kétféle hegesztést használnak a polietilén szerkezetek összekapcsolására: tompa és elektrofúzió (ez is termisztor). A megfelelő felszerelés kiválasztása előtt meg kell ismerkednie hegesztési technológiabe kell tartani a csatlakozások létrehozásakor.
Amikor polietilénből készült csövekkel dolgozik, a szerkezetek végeit először az olvadás hőmérsékletére hevítik, majd összekapcsolják és nyomás alatt összenyomják. Egyszerűen hangzik, de a gyakorlatban a jó hegesztéshez jó szakmai ismeretekre van szükség.

Megfelelően meg kell határozni az egyes szakaszok idejét, valamint az üzemi nyomást, amelyet a munkafelületre gyakorolnak annak melegítése és csatlakoztatása során. A munkát ajánlott -15 ... + 45 fok környezeti hőmérsékleten végezni. Ez a módszer nem alkalmas olyan szerkezetekhez, amelyek falvastagsága kevesebb, mint 4,5 mm.

A tompahegesztést két szakember végezheti el, míg nehéz berendezésekre nincs szükség. A végrehajtásukhoz szükséges munkaidő és energiaköltség ebben az esetben nagyon mérsékelt lesz.
Részletesebben, a fenékhegesztés működési sémája a következő:
- A csatlakozási pontokban a kommunikáció végét meg kell vágni, hogy tisztítsa meg a szennyeződésektől és kiküszöbölje a dudorokat.
- Ezután a csövek végeit hegesztőgéppel hevítik, hogy az elsődleges burrást képezzék.
- A melegítést egy ideig tovább folytatjuk, hogy elérjük a polietilén olvadáspontját.
- Most a hegesztőgépet eltávolítják, és a csövek forró végeit megfelelően össze vannak kötve, így a befejező burr képződik.
- Várjon, amíg a szerkezet lehűl, és ellenőrizze a hegesztés minőségét.
Végek vágása speciális szerszám - elektromos trimmer - segítségével. Ez az eszköz lehetővé teszi szigorúan merőleges vágást a szerkezet tengelyére.
A vágást mikrorétegek végzik, amíg a vágási ponton folytonos polietilén szalagot nem kapnak. A melegítő csövek végeinek való kitettségének hőmérsékletét és idejét az anyagminőség figyelembevételével kell meghatározni.

Nagyon fontos, hogy ezen mutatók aránya, valamint a munkafelületre gyakorolt nyomás a lehető legnagyobb pontossággal fennmaradjon. Ez a meghatározó pillanat a minőségi hegesztéshez.
A hevítési szakasz végén nagyon gyorsan és ugyanakkor óvatosan kell oldalra venni a készülék melegítőjét, hogy ne sértse a munkafelületek integritását, és elkerülje a véletlen szennyeződést.
Ha a végét a szükséges szintre felmelegíti HDPE csövek ugyanolyan nyomást kell biztosítani, mint a felületek melegítésekor. A hegesztés hűtését is nagyon óvatosan kell végrehajtani. A csatlakoztatott csöveket addig nem szabad eltávolítani, amíg a fűtött polietilén le nem áll.

Ha az összes műveletet helyesen hajtják végre, akkor az elemek metszéspontjában egy tiszta, szimmetrikus gallér alakul ki. Ha a varrat egyenetlen vagy rendetlennek tűnik, ez azt jelenti, hogy a hegesztés során komoly hibákat tapasztaltak. Egy ilyen vegyület erőssége nagyon kétséges.

Ha vékony (4 mm-nél kisebb) falú csöveket kell csatlakoztatni, akkor ajánlott az elektrofúziós hegesztés előnyben részesítése, amelyet termisztoros hegesztésnek is neveznek. Ez az opció lehetővé teszi egy jó minőségű kapcsolat létrehozását is, miközben a munka elvégzése még könnyebb, mint a tompa módszer használata.
Az ilyen típusú hegesztés végrehajtásához a következő lépéseket kell végrehajtani:
- Jó margóval távolítsa el a szennyeződéseket a végektől és a cső azon részétől, amely a csatlakozás alatt lesz.
- Zsírtalanítsa a munkafelületeket.
- Távolítsa el az oxidréteget.
- Szerelje fel a tengelykapcsolót a munkafelületekre.
- Középpontban a tervezést.
- Végezzük el a hézag melegítését és hegesztését.
- Várja meg, amíg a hegesztési pont teljesen lehűl.
Az összes előkészítő munkát nagyon óvatosan kell elvégezni, mivel a legkisebb szennyező anyagok jelenléte is jelentősen ronthatja a kapcsolat minőségét. Ha idegen anyagok véletlenül esnek a felületre az oxidréteg eltávolítása után, a tisztítást meg kell ismételni.
A hűtési eljárásnak ugyanazok a követelményei vannak, mint a butt módszer alkalmazásához. A cső helyzetének ebben az időszakban bekövetkező bármilyen változása a hegesztés számára végzetes lehet. Az elektrofúziós hegesztést olyan szerelvényekkel végzik, amelyekben a gyártás során fémhegesztő spirálokat fektetnek be.
A folyamat elindításához telepítse a csatlakozót a csomópontra, és rögzítse azt a hegesztőgéphez, amely a fűtést elvégzi.A hegesztési folyamat során a szerelvény anyag kiszélesedik, biztosítva a szükséges nyomást és megfelelő tömítést. A munka végén az áramellátást lekapcsolják, és a szerelvény a kereszteződésnél marad.
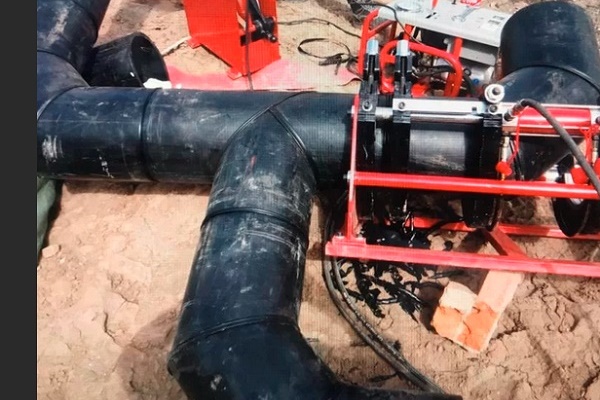
Egy másik érdekes polietilén csövek hegesztési módszere - a foglalat. Ez a legkevésbé népszerű lehetőség, amelyet a fentebb leírt technológiáktól eltérően csak belső kommunikáció létrehozására lehet használni. Ez egy meglehetősen egyszerű módszer, technikailag nagyon hasonló a polipropilénből készült csövek forrasztásához.

Aljzathegesztés ajánlott azokban a helyiségekben, ahol a csővezeték elrendezése összetett, megtöltött lejtőkkel és fordulókkal. Az ilyen típusú műveletek elvégzéséhez szinte ugyanazt a forrasztópárat használják, mint a polipropilén szerkezetekhez, és a felszerelés beállításai nem különböznek nagyban.
Hogyan főzzünk polietilént?
A polietilénből készült hegesztőszerkezetek tulajdonságairól szóló információk alapján meghatározhatja azokat a főbb pontokat, amelyeket figyelembe kell venni a megfelelő berendezések kiválasztásakor:
- csőjellemzők: polietilén minőség, átmérő, falvastagság stb .;
- a csővezeték konfigurációjának jellemzői;
- a csövek lerakásának helye (beltéri vagy kültéri);
- a folyamat automatizálásának elfogadható szintje;
- megfelelő hegesztési technológia stb.
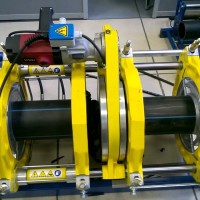
A fenékcsövek hegesztéséhez használjon speciális berendezést.
A mesterek rendelkezésére állnak olyan eszközök, amelyekkel kézi, automatikus és félautomata üzemmódban hegesztést végezhetnek. A kézi eszköz munkájának legegyszerűbb módja, de csak kis átmérőjű csövekhez készült.

A paramétereket a táblázatokból kell meghatározni. A kézi készülékek hegesztésének pontossága nem mindig elég magas ahhoz, hogy sikeresen működhessen az ilyen típusú egységekkel, némi tapasztalat szükséges. A félautomata eszközök sokkal kényelmesebbek, hidraulikával vannak felszerelve: állomás és központosító, ami nagymértékben leegyszerűsíti a kezelést.

Ezeket az eszközöket nagyobb átmérőjű csövek összekapcsolására használják, mint amikor a kézi berendezéssel dolgoznának. Noha az eszköz elemeinek mozgása hidraulikus eszközökkel automatizált, a hegesztési paramétereket még a táblázatok szerint kell beállítani.

Itt a folyamatot a számítógépes processzor teljesen irányítja. A varázslónak csak be kell írnia a szükséges paramétereket, például az anyagot, amelyből a csövet gyártják, a szerkezet átmérőjét, SDR-t stb.
Asztalok használatakor a hegesztők a következő fogalmakkal működnek:
- cső falvastagsága;
- a fűtő működési hőmérséklete;
- a szerkezet átmérője;
- végső melegítési idő;
- burr mérete;
- hegesztés és előmelegítés nyomása;
- fűtési és beállítási idő;
- ideje nyomás létrehozására a szerkezet rendezésének szakaszában;
- hűtési idő.
A melegítő hőmérséklete elsősorban az anyag tulajdonságaitól függ, amelyből a csöveket gyártják. Ennek a paraméternek a meghatározásához nem csak táblázatokat, hanem grafikonokat is használnak.
A „Georg Fischer” svájci gyártó kiváló minőségű, tompahegesztő készüléke. A választék nagyon változatos, európainak minősége és indokoltan magas ára jellemzi. Viszonylag olcsók a KL Line és a Weld Line vonalzó modellek.
Lehetővé teszik a 630 mm vagy annál kisebb átmérőjű minták főzését, egyszerűsített kialakítás jellemzi, ami megnöveli az egység megbízhatóságát. Alkalmas vízvezetékek és csatornák szerelésére és nyomás.
Ugyanazon gyártó GF Line hegesztőgépei összetettebb eszközzel rendelkeznek, és drágábbak. Ezek automatikus eszközök, amelyek SUVI technológiát használnak. Az ilyen egységeket gyakran használják gázvezetékek fektetésekor, 160-1200 mm átmérőjű csövekkel történő munkavégzésre alkalmasak.
Elektrofúziós hegesztéshez olyan eszközöket is lehet használni, amelyek különböző mértékben automatizálják a folyamatot. A hegesztés minősége nem csak a készülék típusától függ, hanem a teljesítményétől, valamint az üzemeltetési körülményektől is.
A professzionális csőrétegek inkább az egységeket használják munkához. Fel vannak szerelve egy szkennerrel, amely beolvassa a csőgyártó által biztosított vonalkódot.

Titkosítja a teljes információs blokkot az anyag tulajdonságairól. A szkennelés után az összes szükséges beállítás be lesz állítva. Ha a csövek tiszta és előkészített, azonnal megkezdheti a forrasztást. Az elektrofúziós hegesztés jó eszközei nemcsak a hegesztés minden szakaszát vezérlik, hanem hiba figyelmeztetést is adnak.
A készülék típusának megválasztásakor figyelembe kell venni a hegesztőberendezés következő tulajdonságát. A termisztor-készülékek szinte bármilyen átmérőjű csövekkel való munkavégzésre alkalmasak, mivel a hevítést a megfelelő méretű csatlakozón keresztül hajtják végre. De a tompahegesztéshez szükséges eszközöket a szerkezet meghatározott átmérőjéhez kell figyelembe venni.

A hegesztéshez használt termisztorberendezések ezen felül nagyon ésszerű árakat mutatnak a tompahegesztés analógjaival összehasonlítva. De nem szabad elfelejteni, hogy használatuk esetén az elektromos csatlakozókat külön kell fizetni. Kis átmérőjű csövek esetén a csatlakozók nem annyira drágák, de ha nagy szerkezetekkel dolgoznak, akkor az árkülönbség észrevehető lehet.
A helyzet az, hogy kis átmérőjű (110 mm vagy annál kisebb) polietilén csöveket öblökben szállítanak. Ilyen módon zavartalan és rugalmas kommunikáció érhető el, akár 200 méter hosszú is.
Egy ilyen terv telepítéséhez minimális számú csatlakozóra van szükség. A 110 mm-nél nagyobb átmérőjű csövek esetében azonban a vevőnek nem rekeszek vannak, hanem csak legfeljebb 12 mm hosszú darabok.

Nyilvánvaló, hogy egy ilyen csővezeték beépítéséhez jelentős számú elektromos csatlakozóra lesz szükség sok 12 méteres szakasz összekapcsolásához. Az elektrofúziós hegesztőberendezés kompakt méretű.
Ha a munkát zsúfolt körülmények között kell elvégezni, ez a lehetőség válhat az egyetlen lehetséges lehetőséggé. Az elektrofúziós hegesztéssel használt szerkezetek minimális átmérője szintén szinte bármi lehet, 20 mm-től kezdve.
Figyelembe kell venni a csővezeték javításának lehetőségét is, ha ilyen igény merül fel. Még a könyvjelző készítésének helyének geológiai jellemzői is relevánsak csatornavezeték vagy vízvezetékek. Például szeizmikusan veszélyes területeken a tompahegesztés elfogadhatatlan, a termisztor módszer használata kötelező.
Hegesztőberendezés kiválasztásakor különös figyelmet kell fordítani azokra a kérdésekre, mint a jótállási kötelezettségek rendelkezésre állása, az értékesítés utáni szolgáltatások igénybevétele, az eszköz rendszeres tanúsításának lehetősége stb. A megbízható eladónak engedélyekkel kell rendelkeznie olyan berendezésekhez, amelyeket általában külföldön gyártanak.
Következtetések és hasznos videó a témáról
Összehasonlítás és hasznos tippek a hegesztőgépek kiválasztásához:
Ez a videó bemutatja a pp-csövek hegesztőjének saját kezű összeszerelésének lépésenkénti folyamatát:
A polietilénből készült csövekhez megfelelő hegesztőgép kiválasztása nem olyan nehéz. Sokkal jobb előnyben részesíteni a jól ismert gyártók termékeit, elfogadható árkategóriában. A hegesztési technológia pontos betartásával megbízható csatlakozás érhető el.
Mondja el nekünk, hogy hogyan választott egy hegesztőgépet a polimer csővezeték összeállításához otthon vagy az országban. Oszd meg az érveket, amelyek meghatározták a választását. Kérjük, hagyja meg észrevételeit az alábbi blokkban, tegyen egy fotót a cikk témájáról, tegyen fel kérdéseket.
 A polietilén csövek tompahegesztésének módja: ismertető a munkáról
A polietilén csövek tompahegesztésének módja: ismertető a munkáról  Polipropilén csövek forrasztási hőmérséklete: az önhegesztés fő lépései + az értékek táblázata
Polipropilén csövek forrasztási hőmérséklete: az önhegesztés fő lépései + az értékek táblázata  Gázégő rézcsövek forrasztásához: az égők fő típusai + tippek a potenciális vásárlók számára
Gázégő rézcsövek forrasztásához: az égők fő típusai + tippek a potenciális vásárlók számára  Elektromos hegesztés kezdőknek: a hegesztés árnyalata és az alapvető hibák elemzése
Elektromos hegesztés kezdőknek: a hegesztés árnyalata és az alapvető hibák elemzése  A függőleges és vízszintes varratok főzése elektromos hegesztéssel: lépésről lépésre
A függőleges és vízszintes varratok főzése elektromos hegesztéssel: lépésről lépésre  Mennyibe kerül a földgáz magánházhoz történő csatlakoztatása: a gázellátás megszervezésének ára
Mennyibe kerül a földgáz magánházhoz történő csatlakoztatása: a gázellátás megszervezésének ára  A legjobb szárítógéppel ellátott mosógépek: modellminősítés és vásárlói tippek
A legjobb szárítógéppel ellátott mosógépek: modellminősítés és vásárlói tippek  Mi a fény színhőmérséklete és milyen árnyalatok vannak a lámpák hőmérsékletének az igényeinek megfelelő megválasztásában?
Mi a fény színhőmérséklete és milyen árnyalatok vannak a lámpák hőmérsékletének az igényeinek megfelelő megválasztásában?  Gejzír csere egy apartmanban: csere papírmunka + alapvető normák és követelmények
Gejzír csere egy apartmanban: csere papírmunka + alapvető normák és követelmények {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Meg tudsz mondani valamit a Protva PE csövek hegesztőgépéről? Gyanúsan kevés pénzért kínáltak fel. Kétlem, hogy felveszem-e.