Lemljenje bakrenih cijevi: detaljna analiza rada i praktični primjeri

Domaći obrtnici pokušavaju samostalno izvesti građevinske i popravne radove, što omogućuje ne samo uštedu obiteljskog proračuna, već i biti apsolutno uvjereni u kvalitetan rezultat. Stoga moraju savladati nove metode i tehnologije - poput lemljenja bakrenih cijevi.
Reći ćemo vam kako sastaviti i povezati komunikacije s bakrenim cijevima. Ovdje ćete saznati koji će potrošni materijal i alati izvođaču trebati. Korisne vještine, čak i u svakodnevnom životu, omogućit će samostalno sastavljanje cjevovoda s izvrsnim operativnim karakteristikama.
Sadržaj članka:
Lemljenje bakra: zašto biste ga trebali naučiti
U praksi se rijetko koriste bakreni cjevovodi. Razlog tome su prilično visoki troškovi materijala. Međutim, bakarni cjevovodi s pravom se smatraju najboljim.
Ovaj metal nadmašuje sve ostale materijale po otpornosti na toplinu, fleksibilnost i trajnost. Grijane bakrene cijevi nakon montaže može se sipati u beton, skrivati u zidovima itd. Tijekom rada neće im se ništa dogoditi.

To treba uzeti u obzir pri odabiru materijala za uređenje grijanja ili opskrbe vodom. Računajući na dugoročni rad, veći troškovi u potpunosti se podmire. Pored izvrsnih performansi koje ima bakar, prilično je jednostavna za ugradnju. "Strašne priče" o poteškoćama u lemljenju često su pretjerane.
Bakar je dovoljno jednostavan za lemljenje. Njegova površina ne zahtijeva uporabu agresivnih sredstava za čišćenje.Mnogi metali s niskim talištem imaju visoko prianjanje s njim, što pojednostavljuje izbor lemljenja.
Skupi bakreni tokovi nisu potrebni jer se tijekom taljenja metala ne javljaju nasilne reakcije s kisikom. U procesu lemljenja cijev se ne deformira, njegov oblik i dimenzije ostaju nepromijenjeni. Rezultirajući šav po potrebi se može otkopčati.
Načini lemljenja bakrenih dijelova
Lemljenje se smatra najboljom metodom spajanja bakrenih dijelova. Tijekom rada, rastopljeni lemnik ispunjava mali razmak između elemenata, tvoreći pouzdanu vezu.
Dvije metode za pripremu takvih spojeva su najčešće. Ovo je kapilarno lemljenje visoke i niske temperature. Pogledajmo kako se međusobno razlikuju.
Značajke visoke temperature
U ovom se slučaju postupak povezivanja elemenata iz bakra odvija na temperaturi koja prelazi +450 stupnjeva. Za lemljenje su odabrani spojevi, čija su osnova prilično vatrostalni metali: srebro ili bakar.
Daju snažan šav, otporan na mehanička oštećenja i visoke temperature. Takav se spoj naziva čvrst.

Značajka takozvanog čvrstog lemljenja je žarenje metala, što dovodi do njegovog omekšavanja. Stoga, da bi se minimizirali gubici u svojstvima čvrstoće bakra, potrebno je hlađenje gotovog spoja samo prirodnim putem, bez korištenja umjetnog puhanja ili spuštanja dijela u hladnu vodu.
Čvrsti spoj koristi se za cijevi promjera 12 do 159 mm. Visokotemperaturno lemljenje koristi se za spajanje plinskih cijevi.
U vodovodnoj instalaciji koristi se u postupku sastavljanja vodovodnih cijevi za monolitno spajanje dijelova čiji promjer prelazi 28 mm. Pored toga, takva se veza koristi u slučajevima kada temperatura tekućine koja cirkulira u cijevima može prelaziti +120 stupnjeva.
Visokotemperaturno lemljenje koristi se i za montažu sustava grijanja. Njegova prednost smatra se mogućnošću postavljanja ispusta iz prethodno montiranog sustava bez prethodnog demontaže.
Detaljno lemljenje niske temperature
Meko ili niskotemperaturno lemljenje odnosi se na spajanje bakrenih dijelova tijekom kojih se koristi temperatura ispod + 450 ° C. U ovom su slučaju za lemljenje odabrani meki topljivi metali, na primjer, kositar ili olovo.
Širina šava formiranog takvim lemljenjem može varirati od 7 do 50 mm. Dobiveni spoj naziva se mekim. Manje je izdržljiv od čvrstog, ali ima niz značajnih prednosti.

Glavna razlika je u tome što se tijekom postupka lemljenja ne dolazi do žarenja metala. Prema tome, njegova snaga ostaje ista.
Pored toga, temperatura tijekom lemljenja s niskom temperaturom nije toliko visoka kao kod visokotemperaturnog lemljenja. Stoga se smatra sigurnijom. Takozvani mekani spojevi koriste se za sastavljanje cijevi malog promjera: od 6 do 108 mm.
U vodovodnim priključcima niske temperature bakrene cijevi Koriste se za postavljanje vodovoda i grijaćih mreža, ali pod uvjetom da je temperatura tekućine koja cirkulira u njima niža od +130 stupnjeva. Za plinovode je upotreba ove vrste veze strogo zabranjena.
Što je potrebno u procesu?
Za izradu visokokvalitetnih spojeva trebat će vam posebni materijali i alati. Prije svega, potreban je fluks za obradu prethodno očišćene površine dijelova. Uklanja okside iz baze, poboljšava širenje rastopljenog lemljenja i smanjuje površinsku napetost.
Pored toga, trebat će vam i lemljenje za rad s bakrom, Za zavarivanje na visokoj temperaturi odabire se materijal koji ne sadrži olovo. Pakiranje treba biti s oznakom "bez olova" ili "bez olova".
Za lemljenje na niskim temperaturama odabrano je lemljenje sa niskim talištem u kojem mogu biti prisutni kositar, bakar, bizmut i srebro. Nivo niske temperature za lemljenje je dostupan u obliku žice od 3 mm.

Za rad će vam trebati alati. Prije svega, rezač cijevi, Pomoću nje bit će moguće izrezati detalje željene veličine. Važno je odabrati visokokvalitetni alat kako mekani materijal, koji je bakar, ne zaglavi.
Također je potrebna preša za uklanjanje proboja. Inače će biti nemoguće umetnuti jedan dio u drugi. Za čišćenje unutarnje površine cijevi koristi se i četka ili četka.

Za zagrijavanje bakrenih elemenata pomoću različitih alata. Najčešće, za lemljenje na niskim temperaturama izaberite plinski plamenikimaju uski plamen.
Plinska oprema u ovom slučaju djeluje iz cilindra sa mješavinom propana i butana ili iz čistog butana. Jedno takvo punjenje goriva dovoljno je za 3-4 stotine zglobova.
Uređaj djeluje učinkovito, kada se zagrijava plamenikom, cijev se zagrijava u nekoliko sekundi. Lepljenje na visokoj temperaturi provodi se upotrebom plinskih smjesa propan-kisik ili acetilen-zrak.
Osim toga, lemljenje se može provesti pomoću posebnog električnog lemilice, dizajniranog za rad s dijelovima izrađenim od bakra. Uređaj je sposoban za rad s tvrdim i mekim prodavačima. Lemište je spojeno na mrežu i koristi se tamo gdje je nemoguće raditi s otvorenom vatrom. Uređaj je opremljen stezaljkama i uklonjivim elektrodama.
Uz ove alate za postavljanje cjevovoda trebat će vam marker ili olovka, mjerač vrpce, čekić i razina konstrukcije.
Tehnologija lijevanja
Pripremite alate i materijale, možete započeti postupak lemljenja. Sve operacije obavljamo u sljedećem slijedu:
Izrežite dio potrebne duljine
Različiti alati mogu se koristiti za rezanje bakrenih cijevi. Najčešće se koristi ručni rezač cijevi. Da bi rez bio ravnomjeran, cijev držimo samo okomito na alat.
Stezamo dio između valjka i lopatice i zakretamo rezač cijevi oko njega. Nakon svakog okretaja, ne zaboravite zategnuti vijak za podešavanje za otprilike trećinu okretaja. Kad koristite rezač cijevi, rez će biti ujednačen, a bodovanje će se pojaviti samo unutar cijevi.

Ali istodobno će se promjer proizvoda malo smanjiti, što je nepoželjno. Deformaciju dijela možete izbjeći ako ga izrežete nožom. Ali u ovom će slučaju biti puno grudica, koje ćete trebati ukloniti, a morat ćete upotrijebiti predložak kako biste smanjili rez posjekotine.
Drobljenje ili ovalizacija izreza cijevi će dovesti do neugodnih posljedica, jer će oni nužno promijeniti veličinu ugradnje. Njegova vrijednost treba biti u rasponu od 0,02-0,4 mm. Ako je zazor manji, lemljenje neće moći ući u njega. S povećanjem jaza, kapilarni učinak se ne može očitovati.
Kao rezultat rezanja treba dobiti dio strogo cilindričnog kraja s minimalnim rezom. Obavezno uklonite grablje s dijela, očistite njegovu unutrašnju površinu četkom i odmašćite. Slično tome, obrezujemo drugi ulomak cijevi. Uzimamo cijevi ekspander i uz pomoć čekića povećavamo promjer druge cijevi.

Provjeravamo kako se dijelovi međusobno uklapaju, provjeravamo dimenzije rezultirajućeg ugradbenog jaza. Mora točno odgovarati normi. Drugi dio očistimo i odmastimo. Operacija se izvodi na cijelom presjeku cijevi, ne zaboravite da duljina veze treba biti jednaka promjeru dijela.
Nanesite fluks na površinu cijevi
Prema pravilima tehnologije lemljenje bakrenih cijevi, na dijelove nanesite sloj fluksa. Uzimamo sastav i četkom nježno nanosimo ga na vanjsku površinu cijevi, koja će biti unutar veze.
Operaciju izvodimo vrlo pažljivo.Nastojimo prikupiti minimalnu količinu otopine i potpuno je distribuirati po dijelu. Višak fluksa ne smije ostati na površini.
Prije lemljenja spajamo dijelove
Nakon što se fluks nanese na dijelove, oni se moraju spojiti. To se mora učiniti dovoljno brzo da čestice nečistoća ne dospijeju na vlažnu površinu. Ako radimo s okovom ili zvonom, izradimo cjelovitu vezu elemenata.
Da biste to učinili, okrenite ih do kraja. U procesu rotacije, dijelovi se ne samo “uskoče” na svoje mjesto, već se tok distribuira što ravnomjernije preko ugradnog jaza.

Ostavljanje fluksa na dijelovima je zabranjeno, jer je agresivan kemijski sastav.
Lemljenje slavine s priključkom na temelju kompresijskog prstena izvodi se sljedećim redoslijedom:
Formiranje spoja pri lemljenju na niskim temperaturama
Prilikom izrade mekog spoja obavezno je topljivi lem i niskotemperaturni tok. Za grijanje možete uzeti standardni ili mali plinski plamenik, koji se puni mješavinom propana sa zrakom ili propana s butanom i zrakom. Možete uzeti posebno električno lemljenje.
Uzimamo plamenik, uključujemo ga i usmjeravamo plamen na spoj cijevi. Kontaktno mjesto plamena i dijela mora se neprestano pomicati. To je potrebno tako da se elementi ravnomjerno zagrijavaju. Uzimamo lem i povremeno ga dotaknemo s montažnim razmakom. Uz dovoljno zagrijavanja, lemljenje se počinje topiti.

Čim se to dogodi, odvodimo plamenik u stranu kako bi lemljenje moglo u potpunosti popuniti kapilarni jaz. Ako se lemljenje još nije počelo rastopiti, nastavite zagrijavanje. Značajka niskotemperaturnog lemljenja je da lemljenje nije posebno zagrijano. Treba se rastopiti od topline grijanih elemenata spoja.
Nakon što je lemljenje u potpunosti popunilo kapilarni jaz, mora se ostaviti da se ohladi, po mogućnosti u prirodnim uvjetima. Mora se zapamtiti da rezultirajući mekani spoj ima malu čvrstoću, pa je zabranjeno dodirivati ga u vrućem obliku.
Još jedna važna točka. U procesu lemljenja izuzetno je važno ne pregrijavati bakar. U suprotnom, tok taložen na metalu urušit će se, te u skladu s tim neće moći otapati i uklanjati okside, što će oštro negativno utjecati na kvalitetu spoja.
Stoga je preporučljivo koristiti fluks s praškom za lemljenje. Kad je temperatura dijela dovoljna za zagrijavanje lemljenja, prah će se rastopiti i vidjet će se kako kapljice taline sjaje unutar fluksa.
Ako je upotreba plamena iz bilo kojeg razloga neprihvatljiva, koriste se uređaji za lemljenje koji se napajaju električnom energijom. Takva oprema je skup napajanja, električnih vitla i lemilice.
Postupak zagrijavanja i naknadnog stvaranja spoja lemilicom se ne razlikuje od gore opisanog. Jedino upozorenje: može proći manje vremena za potpuno zagrijavanje dijelova nego kada zagrijavate plamenikom.
Izrada šava pri lemljenju tipa visoke temperature
U procesu takvog lemljenja koristi se i plinski plamenik za zagrijavanje dijelova. Puni se mješavinom propana s kisikom ili acetilena s zrakom. Moguće je koristiti mješavinu acetilen-kisik.
Majstori preporučuju zagrijavanje dijelova ravnomjerno i brzo. Odnosno, postupak zagrijavanja trebao bi biti kratak. Paljenje plina u uređaju trebalo bi proizvesti svijetlo plavi plamen niskog intenziteta.

Glatko premještamo plamenik duž buduće veze kako bi grijanje bilo što ujednačenije. Kad se bakar zagrijava na oko 750C, poprimit će tamnu boju trešnje. U ovom trenutku poslužite lemljenje.
Da se bolje zagrije, možete je malo ugrijati plamenikom. Ali mora se zapamtiti da se lemljenje treba rastopiti iz grijanih dijelova veze, a ne iz plamenika. U idealnom slučaju potrebno je osigurati vezu s minimalnim zagrijavanjem, u kojem će se lemljenje prvi put rastopiti i prvi put popuniti instalacijski jaz.
Možda to neće uspjeti odmah, ali kako se iskustvo skuplja, rezultat će se poboljšati. Nakon što se praznina u potpunosti ispuni lemljenjem, ostavite vezu da se ohladi. Dodirivanje se trenutno ne preporučuje. Pažljivo obrišemo ohlađeni šav kako bismo se riješili ostataka fluksa.
Detaljna analiza tehnologije lemljenja bakrenih cjevovoda pomoću plinskog plamenika dane u člankučiji sadržaj savjetujemo da pročitate.
Sigurnost bakrenih cijevi
Novinski majstori zainteresirani su za pravilno lemljenje bakrenih cijevi, ali istodobno zaboravljaju na sigurnost. To se ne može učiniti. Morate shvatiti da bakar odlikuje visoka toplinska vodljivost, tako da dijelove u rukama ne možete držati bez ikakve zaštite.
Bezbrižnost i nepažnja s sklop bakrenih cijevi može rezultirati termičkim izgaranjem. Sitni predmeti dužine do 0,3 m uzimaju se samo u zaštitnim rukavicama ili se drže klještama.
Oprez je potreban i pri radu s fluksom. Ovo je izuzetno agresivan sastav. Ako tijekom lemljenja dospije na kožu, treba odmah prestati s radom i isprati tok s kože s puno sapune vode. Inače se na koži može pojaviti ne samo termička, već i kemijska opeklina.

Odjeća za rad također treba pravilno odabrati. Sintetičke tkanine apsolutno nisu prikladne. Umjetna vlakna vrlo su osjetljiva na visoke temperature. Lako se topi i svijetli, pa je za rad najbolje odabrati gustu odjeću izrađenu od prirodnog pamuka.
Još jedna važna točka. Kad se dijelovi zagrijavaju, fluks počinje izgarati. Njegovi su parovi opasni za ljude. Iz tog razloga, prostorija u kojoj se vrši lemljenje bakrenih cijevi treba dobro prozračiti.
Iskusni majstori savjetuju onima koji su prvi put započeli lemljenje da prvo vježbaju na obrezivanju cijevi. Praksa pokazuje da je nakon tri ili četiri neovisno izvedene veze već moguće započeti s postavljanjem cjevovoda. U ovom slučaju, preporučljivo je sastaviti sustav na podu i tek nakon toga nastaviti s lemljenjem.
Gotov cjevovod mora se dobro isprati čistom vrućom vodom kako bi se uklonilo lemljenje i tok iz unutrašnjosti dijelova.
Glavne pogreške napravljene prilikom lemljenja
Postupak lemljenja bakrenih cijevi prilično je jednostavan, ali zahtijeva određeno iskustvo. Početnici često rade pogreške u radu.
Razmotrimo glavne:
- Prisutnost nedostataka na površini povezanih dijelova.Takve se mane mogu pojaviti u procesu rezanja cijevi. Ako se lemljenje vrši preko oštećenja, šav će biti krhak.
- Zagađenje na mjestu spajanja elemenata. Dijelovi se moraju odmastiti nakon rezanja i čišćenja.
- Nedovoljna širina nosača za ugradnju. Prema pravilima, za dijelove s presjekom od 6 do 108 mm, dimenzije praznina trebaju biti od 7 do 50 mm.
- Neodgovarajuće zagrijavanje dijelova. U tom slučaju lemljenje se neće moći pravilno spojiti s bazom. Takav šav lako će se srušiti čak i pod laganim opterećenjem.
- Fluks ne pokriva cijelu površinu cijevi. Oksidi ostaju na površini dijela, što negativno utječe na kvalitetu šava.
- Pregrijavanje priključnog dijela. Dovodi do izgaranja fluksa i stvaranja oksida i kamenca. Kao rezultat toga, kvaliteta veze naglo se pogoršava.
- Provjerite hladnu vezu. Prije provjere kvalitete šava, morate provjeriti je li se cijev ohladila. Inače će se spoj neizbježno deformirati i izgubiti snagu.
- Zanemarivanje sigurnosnih pravila. Lemljenje se provodi pri visokim temperaturama i upotrebom agresivnih kemikalija. Potrebna je zaštitna odjeća, maska i rukavice.
Možda će početniku majstoru biti teško samostalno odrediti stupanj zagrijavanja dijelova, tada je vrijedno pozvati stručnjaka i napraviti prve veze pod njegovim vodstvom.
Uvest će metode konstrukcije krugova grijanja iz bakrenih cijevi sljedeći članaks kojima preporučujemo da se upoznate.
Zaključci i korisni video na temu
Još zanimljivijih podataka o lemljenju bakrenih cijevi možete saznati iz sljedećih videozapisa.
Video broj 1. Značajke visokotemperaturnog lemljenja bakra:
Video broj 2. Kako spajati bakrene armature:
Video broj 3. Što su tokovi za lemljenje:
Spajanje bakrenih cijevi sami je korisna vještina koja će zasigurno dobro doći domaćem majstoru. Cevovodi od bakra vrlo su dugi i bez problema. S obzirom na prilično visoke cijene takvih dijelova, samo-sastavljanje može značajno uštedjeti i dobiti visokokvalitetni cjevovod po vrlo povoljnoj cijeni.
Imate li osobno iskustvo u povezivanju bakrenih cijevi lemljenjem? Možda imate saznanja o nijansama djela? Napišite komentare u donji blok, postavite pitanja, podijelite svoje mišljenje i fotografije o temi članka.
 Lemljenje polipropilenskih cijevi: pravila rada i analiza mogućih pogrešaka
Lemljenje polipropilenskih cijevi: pravila rada i analiza mogućih pogrešaka  Lemljenje bakrenih cijevi s plinskim plamenikom: korisni savjeti i koraci za samo lemljenje
Lemljenje bakrenih cijevi s plinskim plamenikom: korisni savjeti i koraci za samo lemljenje  Instalacija bakrenih cijevi: Napravite bakrene cijevi
Instalacija bakrenih cijevi: Napravite bakrene cijevi  Spajanje bakrenih cijevi: upute i usporedba različitih tehnologija ugradnje
Spajanje bakrenih cijevi: upute i usporedba različitih tehnologija ugradnje  Kako se srušiti na plastičnu cijev: značajke rada i analize svih važnih nijansi
Kako se srušiti na plastičnu cijev: značajke rada i analize svih važnih nijansi  Vješalica za PVC cijevi: popularne opcije + detaljna uputstva
Vješalica za PVC cijevi: popularne opcije + detaljna uputstva  Koliko košta priključenje plina na privatnu kuću: cijena organiziranja opskrbe plinom
Koliko košta priključenje plina na privatnu kuću: cijena organiziranja opskrbe plinom  Najbolje perilice rublja sa sušilicom: ocjena modela i savjeti kupaca
Najbolje perilice rublja sa sušilicom: ocjena modela i savjeti kupaca  Koja je temperatura boje svjetla i nijanse odabira temperature svjetiljki prema vašim potrebama
Koja je temperatura boje svjetla i nijanse odabira temperature svjetiljki prema vašim potrebama  Zamjena gejzera u stanu: zamjenska papirologija + osnovne norme i zahtjevi
Zamjena gejzera u stanu: zamjenska papirologija + osnovne norme i zahtjevi 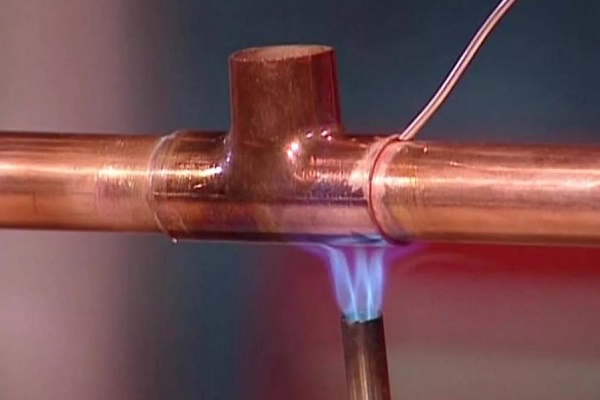{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Vrlo rijetko se moram suočiti s bakrenim cijevima, stvarno je malo onih koji ih koriste, preferirajući jeftiniju i utilitarniju plastiku. Ali takve sam cijevi vidio u kućama koje tvrde da su elitne. Odlično se uklapaju u unutrašnjost. A imao sam i priliku lemiti ih. Iz osobnog iskustva mogu reći da je obavljanje ovog posla istovremeno i jednostavno i postoje nijanse.
Bakar je reagirajući metal, sam po sebi neće vam stvarati probleme. Ali ako i sami napravite pogreške, nakon nekog vremena mjesto vašeg lemljenja će teći. Svima koji iznenada naiđu na potrebu lemljenja bakrene cijevi, najprije ću reći - ne budite lijeni i ne štedite vrijeme za pripremne radove! Dobar početak je pola bitke.
Loše odmašćuje - istjecat će. Stripping loše je isto. Drugo: umjeren, ali dovoljan protok. Zažalit ćete što će teći. Pretjerajte - dobiti ružno mjesto adhezija.Treće: kompetentni temperaturni uvjeti. I pregrijavanje i podgrijavanje podjednako su loši. Općenito, ako ćete prvi put lemiti, najbolje je da pronađete komad bakrene cijevi negdje i vježbate, kao na skici. Istodobno, prepoznajte svoje moguće pogreške.