DIY-hitsaustekniikka polypropeeniputkille: yleiskatsaus menetelmistä ja vivahteista

Haluatko korjata tai korvata polymeeriputkista valmistetut viestinnät? Hyväksy, että ei ole paha säästää päällikön puhelulle kokoamalla uusi putki itse. Mutta et tiedä kuinka voit yhdistää järjestelmän yksittäiset elementit keskenään ja mitä tähän tarvitaan.
Artikkelimme kuvataan yksityiskohtaisesti polypropeeniputkien hitsaustekniikkaa - jokainen aloittelija putkimies voi yhdistää ne omin käsin. Kerromme sinulle, mitä kannattaa harkita, kuinka juotosraudaa käytetään muovielementtien telakointiin. Annan näyttää sinulle, missä tapauksissa muita menetelmiä käytetään.
Aloittelijan päällikön auttamiseksi valitsimme yksityiskohtaiset videoleikkeet, joissa esitellään polypropeenihitsauksen vaiheittainen suorittamisprosessi, ja valokuvien esityksiä.
Artikkelin sisältö:
Putket ja asennustarvikkeet
Yksi kiistatta polymeeriputkien eduista on helppo asentaa.
Elementtien asennus voidaan tehdä melkein missä tahansa: asetetaan avoimesti seinille tai laitetaan piiloon lattian alle.

Polymeeriputkia on saatavana halkaisijaltaan 20 - 110 mm. Kotitalouskäyttöön useimmiten käytetyt tuotteet ovat kooltaan 20/25/32/40 mm. Käyttöalue määrittää materiaalin nimellispaineen osoittimen.
Merkinnässä se on merkitty kirjaimilla «PN»:
- PN 10 - valitse varustaa kylmä vesi.
- PN 16 - käytetään kylmässä vedessä, mutta korkeammalla paineella, samoin kuin "lämpimän lattian" järjestelmän järjestelyissä.
- PN 20 - tuotteet, joiden ainoa rajoitin on niiden läpi kuljetettujen nesteiden lämpötila. Lämpötila ei saa ylittää 75 ° C.
- PN 25 - yleistuotteet, joita käytetään järjestämään sekä ”kylmä” että ”kuuma” järjestelmä, jonka lämpötila saavuttaa 90 ° C.
Myynnissä on polymeerituotteita, joissa on lisävahvikkeet.

Polymeeriputkien pääpiirteenä on niiden taivuttamisen mahdotonta.
Siksi kaikki muutokset valtatien kulkureitissä tehdään vain suorista osista, jotka on liitetty toisiinsa apulaitteilla:
- risteykset - mahdollisuudesta haaroittaa päävirta;
- paidat - suorakertoimet;
- kytkentä - putkien yhdistämiseksi suorassa osassa;
- mutkia - muutoksille putkilinjan suunnassa.
Liittimet voidaan varustaa upotetulla metallilangalla, mikä mahdollistaa polymeeriputkiston yhdistämisen metalliosiin.

Apuelementtejä valittaessa tulisi ottaa huomioon kaksi parametria: tuotteiden sisäosa ja niiden seinämien paksuus. Näiden parametrien tulee vastata käytettyjen polypropeeniputkien teknisiä ominaisuuksia.
Menetelmät polymeeriputkien liittämiseksi
Yhdistettäessä polymeerimateriaaleista valmistettuja putkia asennusolosuhteista riippuen käytetään yhtä kahdesta menetelmästä:
- juotto - sisältää elementtien sulan päiden kuumentamisen ja yhdistämisen.
- Ei juottamista - tarkoittaa putkien yhdistämistä puristusliittimien avulla tai toteuttamalla ns. kylmähitsaus.
Toinen asennusmenetelmä on kätevä siinä mielessä, että sen toteuttamiseen ei tarvita erityislaitteita. Kaikki työt voidaan tehdä käyttämällä yksinkertaista työkalua - puristusnäppäintä.
Polypropeeniputki, jonka seinämän paksuus on yli 4 mm ja halkaisija yli 50 mm, yhdistetään pakohitsaustekniikalla:
Kytkentätyökalut
Muoviputkien yhdistämiseen käytetty päätyökalu on silitysrauta. Tämä on eräänlainen juotosrauta, jota saa 220 V verkko. Laitteen toimintaperiaate on melko yksinkertainen. Raudan lämmityselementin rooli suoritetaan hitsauslämmittimellä, joka on sijoitettu metallikoteloon.
Se lämmittää ennalta määrätyn lämpötilan liesi, joka lämmittää suuttimet. Lämpötilansäädin on vastuussa suuttimien optimaalisen lämpötilan ylläpitämisestä. Polypropeeniputkien liittämisessä juotos ja tyypilliset virheet on omistettu seuraava artikkeli, johon suosittelemme perehtymään.

Raudan mukana toimitetaan vakiokokoiset lämmityssuuttimet. Kuumentuen tiettyyn lämpötilaan, ne pehmentävät propeenia viskositeetiksi, joka varmistaa elementtien tiukan liitoksen.
Suuttimet valitaan käytettyjen putkien halkaisijan mukaan:
- 20 koko - putkille, joiden halkaisija on puoli tuumaa;
- 25. - tuotteille, joiden halkaisija on 0,75 tuumaa;
- 40. - elementeille, joiden poikkileikkaus on 1,25 tuumaa.
Koska tällaisen hitsauskoneen kustannukset ovat melko korkeat, eikä sitä tarvitse jo käyttää niin usein, laitteita ei ole syytä ostaa. On parempi vuokrata työkalu päiväksi tai kahdeksi.
Laadukkaaseen leikkaamiseen ja hitsattujen osien valmisteluun on parasta käyttää tätä varten suunniteltua erikoistyökalua - putkileikkuri. Sen avulla voit saada tasaisen, sileän ja kauniin leikkauksen.

Putkileikkurin puuttuessa työ voidaan suorittaa hiomakoneella tai metallihakkurilla. Ainoa asia - leikkauspaikassa tällaisten työkalujen jälkeen, reunus jää. Mutta sen poistaminen ei ole vaikeaa poistamalla hiomapaperinauha.
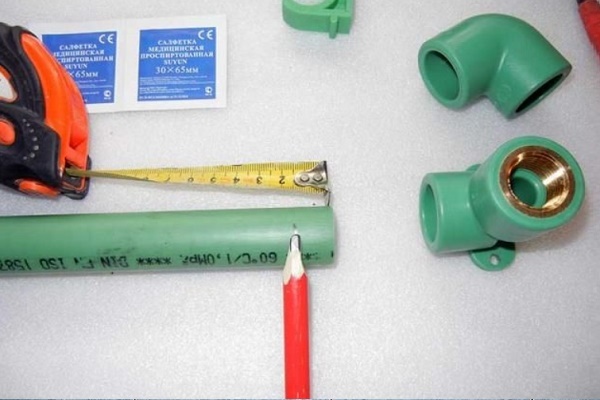
Työn perustyökalujen lisäksi tarvitset myös:
- neliöitä;
- rakennusteippi;
- yksinkertainen lyijykynä tai merkki.
Kun suunnittelet putkien liittämistä kylmähitsausmenetelmällä, on välttämätöntä ostaa polyesteri- tai epoksihartsin tai sen kumipohjaan valmistetun kestomuovisen analogin perusteella valmistettu lämpöaktiivinen liima.
Juotostekniikan päävaiheet
Vesi- tai LVI-asennuksen onnistumisen avainolosuhteet lämmitysjärjestelmä polymeerien määrät ovat huolellinen laskenta tarvittavasta materiaalista ja elementtien hyvin valmistettu hitsaus.
Vaihe 1 - materiaalien ja komponenttien laskenta
Työn helpottamiseksi ja siten asennusvirheiden minimoimiseksi sinun on ensin piirrettävä tulevaisuuden järjestelmän kaavio, joka osoittaa siinä olevien käännösten ja haarajen lukumäärän. Putkien lukumäärää laskettaessa segmentin jokaiseen pituuteen olisi lisättävä 25–40 mm, joka on käytetty ”läpivientiin”.

Jos et ole vielä joutunut hitsaamaan polypropeeniputkia, kokeneet asiantuntijat suosittelevat ostamaan jopa useita putkiosia ennakkoharjoittelua varten. Tällaiset kustannukset tulevat alhaisilla hinnoilla ja ne välttävät räikeät virheet järjestelmän asennuksen aikana.
ominaisuus polypropeeniputket on lineaarisen laajenemiskertoimen lisäys korkeiden lämpötilojen vaikutuksesta.
Seurauksena: kuumennettaessa tai lisäämällä paineita järjestelmän sisällä, putket pitkittyvät ja alkavat kutistua ajan myötä. Tämän ilmiön estämiseksi asettaessasi yli 4-5 metrin osia on myös käytettävä kompensoijia.

Kompensaattorit asennetaan sekä vaaka- että pystysuoraan osaan kiinnittäen ne kahden kiinteän tuen väliin. Tarvittaessa on mahdollista ostaa erikoismuunnoskorjaimia, jotka voivat eliminoida lineaarisen laajenemisen putkilinjan kulmavaiheissa.
Selvitämme kuinka hitsata polypropeeniputket oikein niin, että liitoksissa ei ole vuotoja.
Vaihe 2 - juotosputkielementit
Lyhyesti hitsaustekniikan ydin polypropeeniputket on siinä, että korkean lämpötilan vaikutuksesta telakoitujen elementtien päät kuumennetaan ja tiukasti puristamalla toisiaan vasten yhdistetään.

Ennen työn aloittamista määritettyyn pituuteen leikatut putkipalat eliminoivat kuoppia ja porauksia. Jos putkessa on kerros sisäistä tai ulkoista kalvoa, se on ensin puhdistettava ristikkurilla, joka on varustettu hyvin teroitetuilla ja säädetyillä veitsillä.
Suorittaessaan raivaamista ristikkurilla, putki täytyy syventää työkaluun, kunnes se pysähtyy.
Tee-se-itse-muoviputkien hitsaustyöt suoritetaan seuraavassa järjestyksessä:
- connect juotin PP-putkille virtalähteeseen laitteiden lämmittämiseksi optimaaliseen lämpötilaan 260 - 270 ° C.
- Liitettävät putkisegmentit asetetaan samanaikaisesti suuttimille varmistaen tasaisin pääsy. Tämä työ tulisi tehdä nopeasti ja varmasti.
- Kestääkseen ohjeissa määritetyn ajan, kunnes liitososat ja putken päät sulavat, ne poistavat elementit lämmityssuuttimista.
- Telakoi sulatetut päät yhteen puristamalla toisiaan varovasti 15-20 sekunnin ajan.
- Sidotut osat jätetään staattisessa asennossa siten, että sauma jäähtyy kokonaan ja liitoksesta tulee monoliittinen.
Lämmityksen kesto voidaan määrittää laitteen mukana toimitetuista ohjeista tai alla olevan taulukon avulla.

On mahdotonta laiminlyödä taulukossa esitettyjä lämmitysaikavaatimuksia. Riittämätön lämpeneminen ei pysty tarjoamaan luotettavaa yhteyttä. Liiallinen ylikuumeneminen aiheuttaa polypropeenin "vuotamisen" ja osien muodonmuutoksen.
Seurauksena: hitsien sisäpinnalle muodostuu ulkonemia, mikä pienentää merkittävästi putkilinjan halkaisijaa.

Polymeroinnin ja kiinteytymisen päättymisen jälkeen, joka vie noin 20 sekuntia, liitos on valmis. Samaa tekniikkaa käyttämällä kaikki seuraavat solmut juotetaan katkeraan päähän, kun taas lämmitysjärjestelmä tai polypropeenin vesihuolto ei kokoonpanna kokonaan.
Lämpötilaparametrit juottamalla PP-putkia ovat artikkelissa, jotka riippumattomien kotimestarien tulisi ehdottomasti perehtyä ennen työn aloittamista.
Pikavalokuvaus PP-putkien hitsaamiseen
Seuraava vaiheittaisten valokuvien valinta auttaa visualisoimaan polypropeeniputkiston kokoamisen ja sen osien yhdistämisen työjärjestystä:
Tyypilliset asennusvirheet
Tärkeimmät virheet, jotka aloittelijat tekevät työskennellessään polymeerituotteiden kanssa:
- Lämmitysosat. Lämmityksen aikana osien tulee olla tasaisimmassa asennossa. Pienin siirtymä voi vaikuttaa haitallisesti koko LVI-järjestelmän toimintaparametreihin.
- Telakan polymeroidut päät. Kun painat elementtien sulaa päätä, et voi kiertää osia sen akselin ympäri. Tämä voi johtaa siihen, että sauma ei ole tarpeeksi vahva.
- korjaamiseksi linjaus. Elementteihin liittyessä on sallittu vain pieni säätö niiden kohdistuksesta, jonka kesto on enintään 1-2 sekuntia.
Toinen tärkeä kohta: juottamalla liitososia liitososilla, on tarpeen ottaa huomioon venttiilien sijainti antamalla niille ilmainen täysi isku.

Jos elementtien liittämisen jälkeen epäilee minkäänlaista saumaa, on parempi leikata liitos ja tehdä se uudelleen.
Viat on parempi poistaa rakenteen asennusvaiheessa, koska vuotavan liitoksen korvaaminen juoksevassa järjestelmässä on paljon ongelmallisempaa.
Elementtien kokoaminen ilman juottamista
Puristusliittimien ja nykyaikaisten liimojen käyttö mahdollistaa polypropeeniputkien asennuksen tehokkaasti, nopeasti ja pienin materiaaliinvestoinnein.
Vaihtoehto 1 - puristusliittimen asennus
Tämän kytkentätavan toteuttamiseksi joudut ostamaan puristusliittimet ja käyttämään puristusavainta.

Puristusliittimien asennus sisältää kolme päävaihetta:
- Putken päähän asetetaan sininen mutteri, joka katkaistaan suorassa kulmassa ja puretaan.Kun puristusrengas asetetaan valkoiseksi, on välttämätöntä antaa sille asento, jossa paksunnettu osa oli suunnattu putken häntä kohti.
- Putki työnnetään liittimeen, kunnes se pysähtyy, työntäen kiristysrenkaan maksimiin.
- Kiristä sininen mutteri "syöttämällä" sitä ensin käsin ja lisää sitten avaimella.
Puristusliittimien kokoaminen ei vaadi erityisiä tietoja ja taitoja. Tuotteet toimitetaan valmiina asennusta varten myyntiin. Niiden asennus voidaan suorittaa missä tahansa lämpötilaolosuhteissa.
Vaihtoehto 2 - elementtien liimaus
Liimausmenetelmällä kootaan vedenjakelujärjestelmä, jota pitkin on tarkoitus kuljettaa vain kylmää vettä. "Kylmähitsauksen" soveltamiseksi on käytettävä "aggressiivista" liimakoostumustyyppiä LN-915.

Käsien ihon suojaamiseksi koostumuksen tahattomalta tunkeutumiselta ja sen aktiivisten komponenttien "syöpymiseltä" liimaustoimenpiteet suoritetaan parhaiten suojakäsineillä.
Toimenpidejärjestys tuotteiden liimaamisessa:
- Tarkista liitettyjen osien leikkauskulmien vastaavuus ja merkitse liimauskohdat lyijykynällä.
- Liitettävien putkien päät puhdistetaan ja rasvat poistetaan.
- Liimakerros levitetään putkien päihin ja liitososien soipun alueelle tasaisessa kerroksessa.
- Putkien leikkaukset työnnetään liittimen reikiin keskittyen lyijykynällä tehtyihin merkkeihin. Rakennetta pidetään kiinteässä asennossa kolme minuuttia, minkä jälkeen ylimääräinen koostumus poistetaan lautasella.
- Yhdistetyt elementit asetetaan tasaiselle alustalle ja jätetään 5-6 tunniksi täysin kuivaksi.
Juokseva vesi liimaamisen laadun tarkistamiseksi on mahdollista vasta päivän kuluttua asennuksen päättymisestä.
Tätä toteutettaessa PP-putkien asennustekniikka On tärkeää noudattaa kahta perusolosuhdetta: lämpötila ja kosteus. Kaikki työt on suoritettava ilman lämpötilassa +5, +35 ° C. Liimattaessa kuumalla säällä, työ tulisi tehdä niin nopeasti kuin mahdollista, jotta liimalla ei ole aikaa kuivua ennen asennuksen valmistumista.
Päätelmät ja hyödyllinen video aiheesta
Voit oppia putkien juottamis- ja liimausprosessien monimutkaisuuksista seuraavista videoista:
Video # 1. Kuinka juottaa putkia:
Video # 2. Vesihuoltokokoonpano ilman juottamista:
Itse kohdistuvien polypropeeniputkien työskentely, jopa aloittelijamestarille, ei saisi aiheuttaa erityisiä vaikeuksia. On vain tarpeen selvästi ja tunnollisesti noudattaa kaikkia teknisiä standardeja. Ja sitten itse koottu putkilinja miellyttää sinua ongelmattomasti.
Kirjoita kommentit alla olevaan kohtaan. Kysy kiistanalaisista kysymyksistä, jaa tietoja, joista voi olla hyötyä sivuston kävijöille. Jätä viestit oman mielipiteesi kanssa, lähetä valokuvia artikkelin aiheeseen.
 Polypropeeniputkien DIY-asennus: tekniikka PP-putkistojen käsittelyyn
Polypropeeniputkien DIY-asennus: tekniikka PP-putkistojen käsittelyyn  Kuinka tehdä tuoli polypropeeniputkista omilla käsilläsi: vaiheittaiset valmistusohjeet
Kuinka tehdä tuoli polypropeeniputkista omilla käsilläsi: vaiheittaiset valmistusohjeet  DIY-kupariputkien asennus: kupariputkien asennustekniikka
DIY-kupariputkien asennus: kupariputkien asennustekniikka  Muoviputkien asentaminen itse: tee kytkentätekniikka ja kytkentäesimerkit
Muoviputkien asentaminen itse: tee kytkentätekniikka ja kytkentäesimerkit  Muoviputkien liittäminen metalliin: analyysi parhaista menetelmistä ja kiinnityskyvyistä
Muoviputkien liittäminen metalliin: analyysi parhaista menetelmistä ja kiinnityskyvyistä  HDPE-putkien asennus DIY: hitsausohjeet + tällaisten putkien taivutus tai suoristus
HDPE-putkien asennus DIY: hitsausohjeet + tällaisten putkien taivutus tai suoristus  Kuinka paljon kaasun kytkeminen omakotitaloon maksaa: kaasuntoimituksen järjestämisen hinta
Kuinka paljon kaasun kytkeminen omakotitaloon maksaa: kaasuntoimituksen järjestämisen hinta  Parhaat kuivausrummulla varustetut pesukoneet: malliluokitus ja asiakasvinkit
Parhaat kuivausrummulla varustetut pesukoneet: malliluokitus ja asiakasvinkit  Mikä on valon värilämpötila ja miten valon lamppujen lämpötila valitaan tarpeitasi vastaavasti?
Mikä on valon värilämpötila ja miten valon lamppujen lämpötila valitaan tarpeitasi vastaavasti?  Geyserin vaihtaminen asunnossa: korvaava paperityö + perusnormit ja vaatimukset
Geyserin vaihtaminen asunnossa: korvaava paperityö + perusnormit ja vaatimukset {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Tämä artikkeli on hyödyllinen ihmisille, jotka eivät ole koskaan käsitelleet muoviputkia ja niiden yhdistämistä. En ole tässä uusi, mutta minulla on kysymys. Autonomisessa lämmityksessä oli ongelma. Synti vuotaa järjestelmään.Joten voiko polypropeeniputki laajentua, kun järjestelmä kuumenee, mutta tämä ei tapahdu 30–40 minuutin, vaan 3 tunnin kuluttua? He sanovat, että voi, mutta mielestäni tämä on valmistajan jälleenvakuutus. Kerro minulle.
Hei Ensinnäkin sanon, että sinun on käytettävä vahvistettuja putkia, joiden lineaarisen laajenemiskerroin on paljon pienempi. On myös syytä harkita sitä tosiasiaa, että PP-putket pehmenevät + 140 * C: n lämpötilassa, vaikka sanotaankin, että ne kestävät + 170 * C lämpötiloja.
Havainnollistava esimerkki liitän kaaviot ja taulukot:
- lineaarisilla laajennuskertoimilla;
- putken pituuden muutos kuumennuksen aikana 0 - 60 * C (eri materiaalit);
- vahvistetun PP-putken rakenne.
Nämä tiedot auttavat sinua ratkaisemaan ongelmasi.
Kyllä, säännöllisellä kierteitetyllä liitoksella se voidaan tarkistaa silmämääräisesti ja jos vuoto esiintyy, kiristä tai kiristä se itse. Mutta miten valvoa hitsausten laatua hyväksyessään työn mestarilta? Kenen pitäisi tehdä valitus, kun yhteys katkeaa poissa ollessasi ja tulvii kaikki alakerrat? Tällainen työ on todella tehtävä itse.
Joten mestarin on itse tarkistettava tehdyn työn laatu. Kaikkien yhteyksien luotettavuuden ja viestinnän toimivuuden tarkistamiseksi lämmitysjärjestelmä puristetaan. Sivustolla on koko artikkeli tästä.
Suosittelen myös vastaavaa menettelyä laitteiden, adapterien ja tiivisteiden vaihdon jälkeen. Ja yleensä tarkista lämmitysjärjestelmä puristamalla ennen jokaista vuodenaikaa, jotta ei olisi epämiellyttäviä yllätyksiä. Periaatteessa siihen riittää tavallinen rengaspumppu, autosovitin ja manometri.