Cómo se doblan las tuberías metálicas: sutilezas tecnológicas del desempeño laboral

Las tuberías dobladas en ángulo han encontrado aplicación en las industrias de petróleo y química, ingeniería de máquinas y aparatos. Ningún proyecto arquitectónico o de construcción está completo sin ellos.
Se pueden usar todo tipo de accesorios para giros, pero luego pueden ocurrir fugas, y a veces esto es simplemente inaceptable por razones estéticas. Doblar tuberías proporciona una apariencia más atractiva y alta confiabilidad, un proceso que no viola su integridad.
Le diremos cuál es la mejor forma de doblar una tubería de metal con tecnología fría y caliente. El artículo que presentamos describe los detalles de los tubos de doblado hechos de varios materiales. Se dan las características de trabajar con perfil y tubos redondos ordinarios.
El contenido del artículo:
Características del proceso de doblado.
Cada metal tiene sus propias características; sin su consideración, es imposible darle una forma compleja al metal laminado. Una tubería de flexión se ve afectada por fuerzas radiales y tangenciales.
Los primeros deforman la sección y los segundos contribuyen a la aparición de pliegues. El requisito principal para el resultado final es que la sección transversal de la tubería debe permanecer sin cambios, y no debe haber corrugaciones en las paredes. La flexión le permite minimizar el número de soldaduras al colocar tuberías con todo tipo de curvas.
Métodos de doblado de tubos
Según el ángulo de curvatura requerido, el material y el diámetro de la tubería, la curvatura se puede hacer manualmente o utilizando un equipo especial. También se distingue entre flexión en caliente y en frío, con el llenado de la cavidad de la tubería y sin llenarla.

Después de la terminación de la carga, se produce un fenómeno como el salto, que es directamente proporcional al módulo de elasticidad del material. La magnitud de la posible deformación también depende del método de doblado aplicado y la geometría del objeto.
Específicos de tecnología caliente
Este método se elige cuando es necesario doblar una tubería con un diámetro de 10 cm o más. Deformar las tuberías de manera caliente, ya sea manualmente o utilizando mecanismos. Existe un radio de curvatura mínimo.
La longitud de la zona de la tubería, que debe calentarse, se determina en función del diámetro de la tubería y el ángulo de flexión. Además, el redondeo no puede ser menor que el diámetro de la tubería por 3.
Encuentre la longitud del área calentada de acuerdo con la fórmula:
L = α x d / 15
En la fórmula: L es la longitud deseada en mm, α es el ángulo de flexión en grados, d es el diámetro del tubo exterior en mm, 15 es el coeficiente. Supongamos que una tubería con un diámetro de 200 mm necesita doblarse en un ángulo de 60 °, luego L = 60 x 200/15 = 800 mm, es decir 4 diámetros.

Para doblar la tubería, debe calentarse a 900⁰. La temperatura óptima para comenzar a doblar es 760 ° C, y al final - 720 ° C. Cuando se quema, las características de resistencia del material se deterioran.
El proceso de doblado en caliente incluye varias operaciones:
- haciendo una plantilla;
- embalaje de arena;
- marcado de trama;
- calentamiento
- flexión
Para no deformar la sección de la tubería y en su parte interna en el lugar de flexión, no se forman dulces, el espacio interno se llena con arena de cuarzo.
La arena se seca y calcina preliminarmente para eliminar las impurezas orgánicas a una temperatura de 150 a 500 ° C, y luego se pasa a través de un tamiz fino con un tamaño de malla de 3,3 x 3,3 mm. Antes de comenzar a rellenar la tubería, debe enchufar un extremo.
Como tapones, se usan tapones de madera o metal que tienen una abertura para la salida de gases. No se puede usar arena fina y húmeda, ya que el primero se sinteriza y se adhiere firmemente a las paredes de las tuberías cuando se expone al calor.
El segundo, como resultado de la formación de vapor, contribuye a la aparición de alta presión interna, que puede hacer que el corcho salga volando.La presencia de guijarros en el embalaje es inaceptable, pueden atravesar la pared de la tubería.
El proceso de relleno de la tubería lleva mucho tiempo, por lo que se transporta a la torre y le da una posición ligeramente inclinada o vertical. Dado que la calidad del doblez depende directamente del sello del empaque, la tubería se golpea continuamente durante todo el proceso. Un sonido amortiguado indica un buen llenado de la pieza de trabajo.
Antes de proceder directamente a la operación principal, las secciones de curvas futuras se dibujan en una tubería llena de arena, uniendo una plantilla. Tubos calentados en hornos u hornos. Se doblan tanto manual como mecánicamente.
En este último caso, se utilizan placas especiales, equipadas con postes de empuje, con la ayuda de los cuales se fija la sección de tubería calentada y con abrazaderas que sirven para sostener el extremo de la tubería en la placa. Se coloca un cable en el extremo opuesto de la tubería, cuya tensión con la ayuda de un cabrestante o aguja hace que la tubería se doble.
Para evitar que las paredes de la tubería se deformen, las juntas se colocan en el espacio de la tubería del estante, recto o curvado. El extremo libre con un cable conectado está asegurado con un soporte. Durante el proceso, controle la geometría de la tubería, aplicándole periódicamente una plantilla.
Al doblar la tubería en el ángulo deseado, se quitan los tapones quemándolos o simplemente golpeándolos. Se vierte arena, la tubería se limpia y se lava. Realice una prueba de doblez final usando una plantilla.
Flexión en frío
Para cambiar la configuración de tuberías de diámetros pequeños, se utilizan diversas herramientas manuales, para dobladoras de tuberías mecanizadas grandes. En casa, a menudo se requiere doblar agua y gas. tubos de aceroutilizado en el dispositivo de suministro de agua y sistemas de calefacción.
La flexión de una tubería por debajo de 90 ° se llama curva, 180 ° - kalach, con una repisa - una trama, en forma de bucle - un soporte.

Para el doblado manual, hay otros dispositivos. En casa, para la fabricación de una bobina para calentar agua, un tubo de acero inoxidable con un diámetro de aproximadamente 20 mm simplemente se enrolla en una pieza de tubería de gran diámetro. Anteriormente, un soporte se suelda en una tubería grande, se coloca sobre soportes y se sujeta.
El tubo está bien embalado con arena y cerrado con corchos, luego se inserta en el soporte y comienza el bobinado. La tubería utilizada como plantilla debe desplazarse, por lo que se requerirán esfuerzos de al menos dos personas. Una vez terminado el devanado, la bobina está nivelada.

Doblar tubos de acero inoxidable u otro material en el hogar se puede hacer con la herramienta más simple. Es aconsejable solicitar pequeñas cantidades de trabajo.
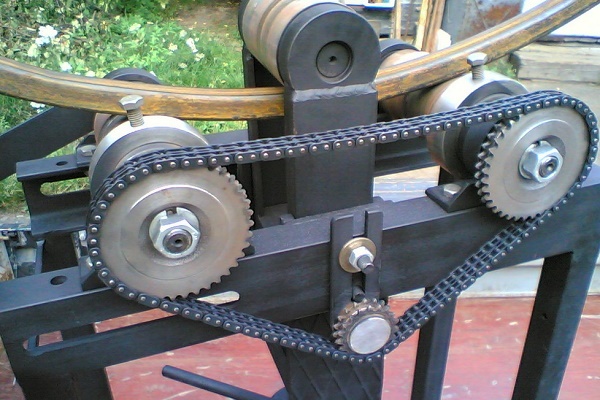
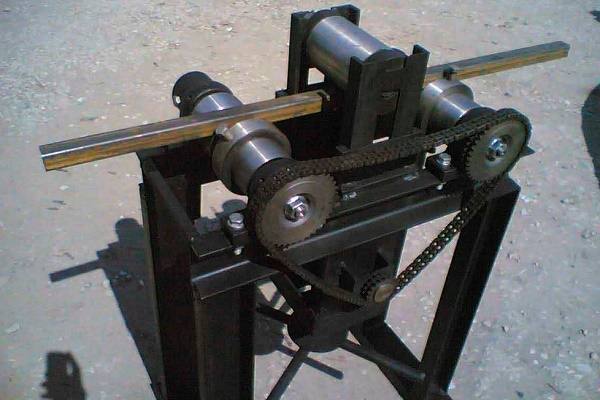
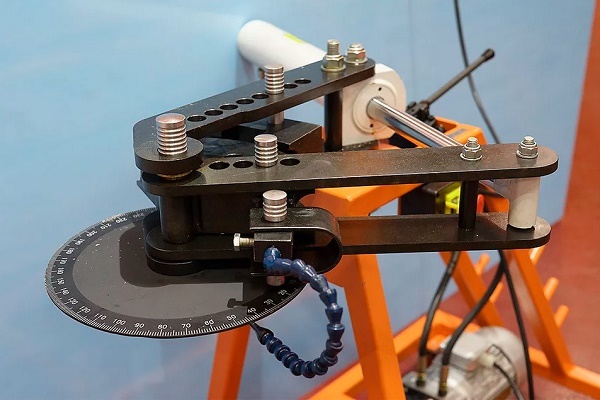
Se puede construir una máquina mecánica simple para doblar una tubería con sus propias manos, especialmente si tiene las habilidades de un soldador y está familiarizado con la máquina de soldadura:
Para hacer un primitivo dispositivo de doblado de tubos Necesita una losa de hormigón, alfileres de metal y un martillo. La placa se divide en celdas de 40 x 40 o 50 x 50 mm. En las esquinas de las celdas, se perforan agujeros con un punzón y se insertan alfileres en ellos.
El producto tubular se inserta entre los pasadores y, aplicando fuerza, se dobla. La precisión con este método de doblado no es ideal, pero usar la pieza de trabajo en casa es suficiente. Para doblar con mayor precisión, puede usar un dispositivo hecho en base a un gato.

Para que la luz interna de la tubería no se deforme, aplique medios que contrarresten este proceso desde el interior. Como limitadores internos, la arena se usa con mayor frecuencia. Al mismo tiempo, se inserta un tapón en un extremo de la tubería y se vierte arena por el segundo, luego se obstruye con un corcho. A continuación, se realiza la flexión.
A veces, el limitador es un resorte hecho especialmente para este propósito. Para enrollar, use un cable con un diámetro de 1 a 4 mm. El resorte debe entrar libremente en la tubería en el punto de curvatura, dejando parte del cable afuera.
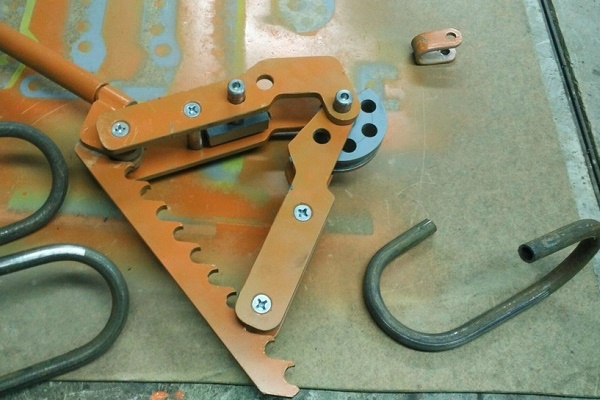
El sistema hidráulico de herramientas manuales, máquinas portátiles y estacionarias facilita enormemente el proceso de doblado y acelera el proceso de deformación de la tubería:
Después de doblar, el resorte se retira tirando del cable. En el caso de trabajar con una tubería que tiene una sección transversal cuadrada, se selecciona un cable con la misma sección transversal para la fabricación del resorte.
Un paquete de cables que consiste en segmentos separados que empujan uno hacia adentro, uno a la vez, hacia el lugar de la curva futura también es adecuado para este propósito. Una vez completada la operación, los segmentos también se eliminan uno a la vez. Puede doblar manualmente una tubería de acero inoxidable con una sección transversal de hasta 4 cm y un grosor de pared de 0.3 cm.

Para trabajar con diámetros grandes, necesita equipo profesional. Hay máquinas dobladoras de tubos equipadas con un mandril. Este elemento estructural es una varilla metálica ordinaria.

Antes de comenzar el proceso de doblado, se coloca dentro para evitar la deformación de las paredes de la tubería. Los mandriles incluidos en el kit tienen una sección diferente, por lo que puede elegir el adecuado para un determinado diámetro de productos de tubería.
Cambiar la configuración de tuberías de metales no ferrosos
Existe una propiedad muy útil en metales no ferrosos: alta ductilidad. Sin embargo, tienen fuerza insuficiente. Durante la flexión, como resultado de la aplicación de fuerzas de compresión y tracción, puede producirse el colapso o la ruptura de la tubería. Para evitar que esto suceda, debe seguir estrictamente la tecnología.
¿Cómo doblar tubos de cobre y latón?
Para doblar tubos de cobre y latón, se utilizan métodos tanto fríos como calientes. Al elegir el primero como relleno interno, elija arena, el segundo - colofonia fundida. La tecnología de doblado es la misma que para las tuberías de acero.
Los productos de tubería hechos de cobre y latón antes del doblado en frío están sujetos a recocido con enfriamiento posterior. El rango de temperatura para ambos materiales es el mismo: de 600 a 700 ° C. La diferencia está en el medio de enfriamiento: el cobre se coloca en agua y el latón se enfría en aire.
Después de completar el proceso, la colofonia se elimina fundiéndola. Para evitar la ruptura de la tubería, el proceso en ningún caso comienza desde el medio de la tubería, solo desde los extremos. Como dispositivos de doblado, se utilizan tanto herramientas simples como máquinas herramientas sofisticadas.
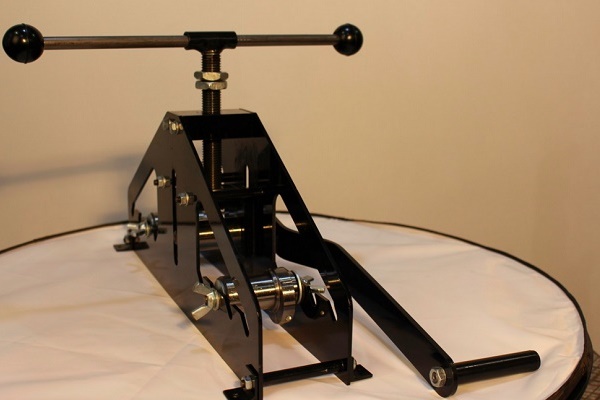
Las dobladoras manuales de tuberías funcionan debido a los esfuerzos físicos de una persona, mientras que las dobladoras hidráulicas reducen estos esfuerzos al mínimo. Ambos y otros están equipados con boquillas intercambiables para la posibilidad de seleccionar el diámetro deseado.

Es mucho más fácil trabajar con tubos de cobre y latón que con tubos de acero, pero la deformación del metal durante la flexión se produce de acuerdo con las mismas leyes de la física. En una parte doblada, la superficie externa experimenta tensión, como resultado de lo cual las paredes se vuelven más delgadas.
Los procesos inversos ocurren dentro de la tubería: la pared se contrae y se vuelve más gruesa. Existe el riesgo de convertir la sección transversal circular en un óvalo y reducir el paso condicional, por lo que no puede comenzar a doblarse sin tomar medidas para prevenir estos fenómenos.
Doblar tubos de aluminio
Los principales métodos para doblar tubos de aluminio son los mismos que los de latón o cobre:
- empujando entre los rodillos;
- rodando
- rodando
- La presión.
Antes de decidir cómo y cómo doblar las tuberías de aluminio, debe familiarizarse con cada una. El primer método se utiliza para tuberías de paredes delgadas con un diámetro máximo de 10 cm, cuando necesita obtener una curva suave con requisitos de precisión pequeños. El radio mínimo está estrictamente regulado aquí. Su valor es de 5-6 diámetros de tubería.
La curvatura de la trama determina la posición del rodillo desviador. De esta manera, los elementos decorativos del interior se hacen con mayor frecuencia. En la segunda forma, se dobla el material de tubería de gran diámetro, para lo cual se utilizan dobladores de tubería de 3 rodillos. La tubería se tira entre los rodillos impulsores, cuya orientación determina el radio de curvatura.

La precisión de este método es incluso menor que la anterior, pero la pieza puede someterse a doblar y repetir el proceso hasta que se obtenga la geometría deseada.
El doblado de tubos de aluminio con paredes delgadas se puede hacer manualmente, preparando adecuadamente:
El método de reversión no proporciona la presencia de un relleno interno, por lo que no se utiliza para obtener radios pequeños. Al elegir este método, no funcionará cumplir los requisitos estrictos con respecto a la ovalidad de la sección en la curva.
Para la deformación de una tubería de aluminio por presión, se utilizan prensas con matrices montadas sobre ellas con una matriz de la forma deseada. La geometría dada se obtiene como resultado de la influencia de la presión ejercida desde el exterior.
En algunos casos, la presión puede ser interna cuando la tubería se coloca en el molde y el fluido se suministra al interior con una presión suficiente para presionarlo contra las paredes.
No es fácil doblar las tuberías de duraluminio, ya que Este material es bastante duro y elástico. Para facilitar el proceso, se disparan inmediatamente antes de doblarse a una temperatura de 350 a 400 ° C, luego esperan hasta que las tuberías se enfríen naturalmente en el aire.
Métodos de doblar tuberías de gran diámetro
Los métodos aparecidos recientemente son el doblado de tuberías que involucra corrientes industriales y de alta frecuencia y el doblado con tensión. En el primer caso, se utiliza una instalación de alta frecuencia y alto rendimiento, en la que se calienta, dobla y enfría una tubería con un diámetro de 95 - 300 mm.
Se compone de dos partes: una mecánica en forma de máquina de doblar y otra eléctrica, que incluye una parte eléctrica y una instalación de alta frecuencia.
La tubería se deforma solo en el área calentada ubicada en la zona del inductor. Cambiar la geometría a un tamaño predeterminado ocurre bajo la influencia de un rodillo desviador. Usando este método, se puede obtener una curva con una curvatura de radio pequeño.
La flexión con el segundo método se realiza en máquinas de flexión, cuyo conjunto incluye una mesa giratoria. Grandes fuerzas de tracción y flexión actúan sobre la tubería. Esto le proporciona curvas pronunciadas y curvadas con un espesor de pared constante alrededor de toda la circunferencia.
El método se utiliza para doblar tuberías de gran diámetro utilizadas en la aviación, la industria automotriz, la construcción naval, donde se imponen altas demandas en la tubería. La ventaja es la capacidad de doblar tuberías con una pared de 2 - 4 mm a 180⁰.
Las características son surtido de perfil flexible
Los productos de tubería de perfil tienen una apariencia más estética que sus contrapartes con una sección transversal circular, por lo que a menudo se encuentra en estructuras domésticas. Al doblarse, las fuerzas de compresión actúan sobre él desde el interior y las fuerzas de tracción desde el exterior. Elija cuidadosamente un método de doblado antes de continuar con esta operación.
El surtido de perfiles incluye tuberías con una sección transversal en forma de un rectángulo cuadrado, ovalado.
Hay varios matices y no debes olvidarte de ellos al hacer tubos de forma flexible en casa sin equipo especial:
- La longitud óptima de la sección doblada para tuberías perfiladas con paredes delgadas y una sección de hasta 2 cm es la altura de la tubería multiplicada por 2.5.
- Para tuberías de paredes gruesas, la longitud de la zona de flexión se determina multiplicando la sección transversal por tres. De lo contrario, no se puede evitar el agrietamiento del material desde el exterior o su deformación desde el interior.
- El valor mínimo del radio de curvatura es la sección transversal de flexión multiplicada por 2.5.
Sin considerar estos requisitos, ni siquiera puede esperar un buen resultado. Los métodos de doblado no difieren de los utilizados cuando se trabaja con productos con una sección transversal circular. Además, puede usar el método de doblado manual con la implementación de cortes transversales, que se realizan en tres lados de la tubería.
La longitud de los cortes y su número se determina por cálculo. Supongamos que hay una tubería de 40 x 90 mm. Es necesario completar un turno completo, es decir doble a lo largo de la pared 40 mm en un ángulo de 180 ° con un radio de 150 mm. Primero, calcule la longitud del semicírculo a lo largo del radio exterior:
L = (2π r: 2 = 2x 3.14 x 190): 2 = 596.6 mm
Para el radio interno, los cálculos son los mismos:
LVL = (2 x 3.14 x 150): 2 = 471 mm.
La suma de las longitudes de los cortes en el radio interior está determinada por la fórmula: Lout = L - Lin = 596.6 - 471 = 126 mm.
Deseando hacerlo tú mismo doblador de tubos manual o dobladora de tubos de perfil Con nuestras propias manos en los artículos que hemos propuesto, encontraremos mucha información útil, diagramas y recomendaciones útiles.
Si considera que una amoladora puede cortar 5 mm de ancho, entonces en el plano de curvatura con una longitud de 126 mm obtendrá 25 ranuras, después de lo cual la tubería se dobla hasta que los bordes de los cortes entren en contacto. Las ranuras se elaboran y se limpian las costuras.

Hay otra forma de doblar el perfil y las tuberías redondas, pero solo se puede usar en invierno. Para hacer esto, conecte los tubos en los extremos del tubo, llene el agua y espere hasta que se endurezca. La tubería se dobla, controlando el proceso con una plantilla, luego se quitan los tapones y se elimina el líquido.
Conclusiones y video útil sobre el tema.
Clip # 1. Aprenda a doblar una tubería con herramientas improvisadas de este video:
Clip # 2. Cómo doblar un tubo de cualquier sección en un círculo:
Clip # 3. Un doblador de pipa casero es algo necesario en el hogar:
Al realizar reparaciones o construir una casa, a menudo surge la necesidad de doblar la tubería (redonda o de perfil). Si el volumen es pequeño, puede hacerlo usted mismo. La flexión en masa de productos de tubería solo es posible con equipos especiales.
Cuéntenos cómo dobló una tubería de metal para un invernadero u otros fines. Comparta matices tecnológicos que solo conoce usted con los visitantes del sitio. Escriba comentarios en el bloque a continuación, publique una foto sobre el tema del artículo, haga preguntas.
 Corte de tubería en ángulo: ventajas y desventajas de diferentes métodos + ejemplo de trabajo
Corte de tubería en ángulo: ventajas y desventajas de diferentes métodos + ejemplo de trabajo  Prueba de presión de tubos de metal y plástico: el orden y los matices del trabajo.
Prueba de presión de tubos de metal y plástico: el orden y los matices del trabajo.  Accesorios de presión para tubos de plástico: tipos, marcado, propósito + ejemplo de instalación
Accesorios de presión para tubos de plástico: tipos, marcado, propósito + ejemplo de instalación  Cómo es la instalación de tuberías sin zanjas: características del método + ejemplo de trabajo
Cómo es la instalación de tuberías sin zanjas: características del método + ejemplo de trabajo  Soldadura de tubos de polipropileno: reglas de trabajo y análisis de posibles errores.
Soldadura de tubos de polipropileno: reglas de trabajo y análisis de posibles errores.  Reemplazo de tubos de baño: una guía paso a paso para trabajar
Reemplazo de tubos de baño: una guía paso a paso para trabajar  ¿Cuánto cuesta conectar gas a una casa privada? El precio de organizar el suministro de gas.
¿Cuánto cuesta conectar gas a una casa privada? El precio de organizar el suministro de gas.  Las mejores lavadoras con secadora: calificación del modelo y consejos para el cliente
Las mejores lavadoras con secadora: calificación del modelo y consejos para el cliente  ¿Cuál es la temperatura de color de la luz y los matices de elegir la temperatura de las lámparas para satisfacer sus necesidades?
¿Cuál es la temperatura de color de la luz y los matices de elegir la temperatura de las lámparas para satisfacer sus necesidades?  Reemplazo de un géiser en un departamento: papeleo de reemplazo + normas y requisitos básicos
Reemplazo de un géiser en un departamento: papeleo de reemplazo + normas y requisitos básicos {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Gran artículo 🙂