Πώς να μαγειρέψετε κάθετες και οριζόντιες ραφές με ηλεκτρική συγκόλληση: βήμα προς βήμα οδηγίες

Η ηλεκτρική συγκόλληση είναι μια τεχνολογία συνδυασμού της δομής των μετάλλων με θέρμανση και τήξη από ένα ηλεκτρικό τόξο. Έχει διαδοθεί σε διάφορους τομείς της οικονομίας, συμπεριλαμβανομένου του ιδιωτικού τομέα.
Στην πραγματικότητα, αυτή η μέθοδος μπορεί να χρησιμοποιηθεί για τη συγκόλληση οποιωνδήποτε μετάλλων, λαμβάνοντας υπόψη τη θερμοκρασία του ηλεκτρικού τόξου (7000-8000 βαθμούς). Αλλά πριν στραφείτε σε αυτήν την τεχνολογία, θα πρέπει να μελετήσετε πώς να μαγειρέψετε μια κάθετη ραφή με ηλεκτρική συγκόλληση και να ασχοληθείτε με την τεχνική απόκτησης μιας οριζόντιας ραφής.
Το περιεχόμενο του άρθρου:
Συγκολλήσεις: Γενικοί ορισμοί
Η τεχνολογία συγκόλλησης των μετάλλων σχετίζεται στενά με την έννοια της συγκόλλησης. Αυτό σχηματίζεται κατά τη διαδικασία στερεοποίησης του μετάλλου, τηγμένο με συγκόλληση με ηλεκτρικό τόξο.
Ανάλογα με τον τόπο συγκόλλησης, η ραφή μπορεί να βρίσκεται οριζόντια ή κάθετα. Επιπλέον, η χωρική θέση της ραφής μπορεί να είναι χαμηλότερη, πλευρική, άνω.

Η πιο απλή και ευκολότερη εκτέλεση είναι η τοποθέτηση συγκολλήσεων στο επίπεδο του κάτω ορίζοντα. Υπό τέτοιες συνθήκες, το λειωμένο μέταλλο μπορεί να ελεγχθεί εύκολα.

Οι υπόλοιπες επιλογές για την τοποθέτηση ραφών στο διάστημα (πλευρικά και άνω) αναγνωρίζονται ως τεχνολογικά δύσκολο να εκτελεστούν, απαιτώντας τη μελέτη τεχνικών συγκόλλησης και την ανάπτυξη σχετικής εμπειρίας.
Πώς να μαγειρέψετε μια κάθετη ραφή;
Η πολυπλοκότητα του ελέγχου συγκόλλησης στις συνθήκες δημιουργίας κάθετης ραφής οφείλεται στο συνηθισμένο φυσικό φαινόμενο - τη βαρύτητα. Αυτό έχει επίδραση στη μάζα του λειωμένου μετάλλου, το οποίο, σε υγρή μορφή, σπρώχνει προς τα κάτω.
Εδώ, οι ενέργειες ενός επαγγελματία οξυγονοκολλητή είναι να αποτρέψουν το λιωμένο μάζα από το σχίσιμο του τόπου συγκόλλησης. Για να επιτευχθεί αυτό το αποτέλεσμα, ένα σταθερό καύσιμο ηλεκτρικό τόξο, που διατηρείται στην ελάχιστη επιτρεπόμενη απόσταση από το άκρο του ηλεκτροδίου έως τη δεξαμενή συγκόλλησης, θα βοηθήσει.
Τεχνική από κάτω προς τα πάνω
Ο κάθετος σύνδεσμος, κατά κανόνα, συγκολλάται με το ηλεκτρόδιο προς την κατεύθυνση από το κατώτερο σημείο στο ανώτερο. Μια τέτοια διαδρομή παρέχει πιο σταθερό έλεγχο και το ηλεκτρικό τόξο κρατάει με σιγουριά το λιωμένο λουτρό, αποτρέποντας την εξάπλωση. Είναι το πέρασμα από κάτω προς τα πάνω που καταφέρνει να σχηματίσει την υψηλότερη ποιότητα κάθετης ραφής.

Φυσικά, πριν αρχίσετε να συγκολλάτε μια κάθετη ραφή, είναι απαραίτητο να προετοιμάσετε τα όρια της άρθρωσης, να την επεξεργαστείτε σύμφωνα με τις τεχνικές απαιτήσεις. Η μηχανή συγκόλλησης πρέπει να προσαρμόζεται στις συνθήκες συγκόλλησης (ρυθμίστε το ρεύμα, σηκώστε το ηλεκτρόδιο).
Αρχικά, κατασκευάζονται αρκετά σημεία «τσακ» κατά μήκος της γραμμής ραφής - συγκόλληση με κοντή ραφή (1-2 cm). Ο σκοπός αυτών των ενεργειών είναι να εξαλειφθεί κατά τη διάρκεια της διαδικασίας θέρμανσης η μετατόπιση των εξαρτημάτων που συγκολλούνται λόγω θερμικής παραμόρφωσης.

Όταν η άρθρωση συγκολλάται κάθετα, η γωνία συγκράτησης του ηλεκτροδίου σε σχέση με το επίπεδο στο οποίο θα τοποθετηθεί η ραφή διατηρείται εντός 45-90º.
Η οδηγία οξυγονοκολλητή ορίζει τις ακόλουθες ενέργειες:
- Η επαφή του ηλεκτροδίου στο μέταλλο αναφλέγει ένα τόξο.
- Το "Tack" γίνεται σε 3-4 σημεία κατά μήκος της γραμμής διασταύρωσης από τη μέση έως τις άκρες.
- Η συγκόλληση ξεκινά στο κάτω μέρος της γραμμής διασταύρωσης.
- Η διαδρομή ηλεκτροδίου κατευθύνεται προς τα πάνω, η δεξαμενή συγκόλλησης συγκρατείται στην περιοχή εργασίας.
Το ηλεκτρόδιο πρέπει να προωθείται με μέτρια ταχύτητα.Το κύριο κριτήριο ταχύτητας είναι ο σχηματισμός της βέλτιστης ποσότητας λειωμένης δεξαμενής συγκόλλησης.
Ταυτόχρονα με την κατακόρυφη διαδρομή του ηλεκτροδίου, επιτρέπονται εγκάρσιες κινήσεις ζιγκ-ζαγκ με "ημισέληνο", "ψαροκόκαλο" ή άλλο "μοτίβο". Ωστόσο, η τεχνική εγκάρσιας διαδρομής φαίνεται σχετική μόνο σε μέταλλα με πάχος τοιχώματος άνω των 4 mm.
Συνιστάται η συγκόλληση μετάλλου με κάθετη ραφή σε ένα πέρασμα χωρίς διακοπή. Για αρχάριους συγκολλητές, αυτό φαίνεται να είναι μια δυσκολία. Ωστόσο, η εμπειρία αποκτά γρήγορα.
Τεχνική από πάνω προς τα κάτω
Έχοντας αποκτήσει εμπειρία, οι συγκολλητές τοποθετούν εύκολα μια κάθετη ραφή μετακινώντας το ηλεκτρόδιο από πάνω προς τα κάτω. Ποιο είναι το κόλπο της εκτέλεσης μιας τέτοιας λειτουργίας;
Είναι απλό: ενεργοποιώντας ένα ηλεκτρικό τόξο, το ηλεκτρόδιο εγκαθίσταται σε σχέση με το επίπεδο εργασίας υπό γωνία 90º. Μόλις το μέταλλο στο σημείο σχηματισμού τόξου αρχίσει να λιώνει, η γωνία του ηλεκτροδίου αλλάζει σε 15-20º, χαμηλώνοντας ελαφρώς τη βάση.

Η καλωδίωση του ηλεκτροδίου κατά μήκος της γραμμής διασταύρωσης των μετάλλων με παχιά τοιχώματα πραγματοποιείται επίσης από εγκάρσια ζιγκ-ζαγκ με σχήμα "πριονιού" ή "ορθογώνιου". Ορισμένοι συγκολλητές χρησιμοποιούν την τεχνική κατανομής τήγματος «κυματοειδούς».
Εν τω μεταξύ, η μέθοδος σχηματισμού κάθετης ραφής στην κατεύθυνση από πάνω προς τα κάτω συνοδεύεται από μεγάλες δυσκολίες για τον συγκολλητή. Ωστόσο, σύμφωνα με πολλούς ειδικούς, η συγκόλληση σε αυτήν τη μορφή δίνει το καλύτερο αποτέλεσμα όσον αφορά τους δείκτες ποιότητας.
Οριζόντια τεχνολογία συγκόλλησης
Η ιδιαιτερότητα της συγκόλλησης μιας οριζόντιας ραφής είναι σχεδόν η ίδια με μια κάθετη. Τεχνικές αποχρώσεις - και πάλι, χειρισμός των γωνιών εγκατάστασης του ηλεκτροδίου.
Η κατεύθυνση της κίνησης κατά τη συγκόλληση των εξαρτημάτων στη διασταύρωση μπορεί να επιλεγεί από το ακραίο αριστερό σημείο έως το ακραίο δεξί σημείο ή το αντίστροφο. Η συγκεκριμένη επιλογή κατεύθυνσης καθορίζεται από τον οξυγονοκολλητή, με βάση τον βαθμό προσωπικής ευκολίας.

Αλλά πώς να μαγειρέψετε μια οριζόντια ραφή με ηλεκτρική συγκόλληση, προκειμένου να αποφευχθεί η ροή του τήγματος από την υποδοχή λόγω της βαρύτητας που ενεργεί;
Εδώ, ο συγκολλητής πρέπει να επιλέξει μια θέση ηλεκτροδίου στην οποία η δύναμη καύσης του ηλεκτρικού τόξου θα είναι ισοδύναμη με τη βαρύτητα των μεταλλικών σταγονιδίων. Ίσως χρειαστεί να ρυθμίσετε την τρέχουσα ισχύ και να επιλέξετε πειραματικά τη βέλτιστη ταχύτητα για τη μετακίνηση του ηλεκτροδίου.
Συνήθως, η συγκόλληση μιας οριζόντιας ραφής πραγματοποιείται συνεχώς έως ότου ολοκληρωθεί. Ωστόσο, εάν δεν είναι δυνατό να ελέγξετε το τήγμα (pool συγκόλλησης), μπορείτε να προσπαθήσετε να αλλάξετε την τεχνική - προχωρήστε εν κινήσει με περιοδική εξαφάνιση του τόξου.
Όλες αυτές οι λεπτότητες συσσωρεύονται με την έλευση της εμπειρίας στη συγκόλληση. Επομένως, μην απελπίζεστε εάν τίποτα δεν είναι επιτυχές από τις πρώτες προσπάθειες.

Ο σχηματισμός μιας οριζόντιας ραφής του επιθυμητού πλάτους και βάθους διείσδυσης, κατά κανόνα, επιτυγχάνεται λόγω της προσεκτικής πλευρικής κίνησης του άκρου καύσης του ηλεκτροδίου από την άκρη του ενωμένου τμήματος στην άκρη του άλλου.
Για συγκόλληση μετάλλων πάχους έως 4 mm, χρησιμοποιούνται διαφορετικές εκδόσεις του «μοτίβου» της εγκάρσιας διαδρομής ηλεκτροδίου. Δεν υπάρχουν συγκεκριμένες συστάσεις για αυτό το θέμα. Το κύριο πράγμα είναι να λάβετε το απαιτούμενο πλάτος ραφής και το βάθος διείσδυσης.
Τόξο: βέλτιστος έλεγχος μήκους
Το κενό μεταξύ του θερμού άκρου του ηλεκτροδίου και του μεταλλικού επιπέδου, επαρκές για το σχηματισμό ηλεκτρικής εκφόρτισης, ονομάζεται μήκος τόξου. Ένα από τα κύρια θεμέλια των οδηγιών του οξυγονοκολλητή είναι ο έλεγχος του βέλτιστου μήκους τόξου.
Θεωρητικά, στη λειτουργία συγκόλλησης, μπορείτε να λάβετε τρία κενά τόξου:
- κοντό (1 - 1,5 mm);
- μακρύ (3,5 - 6 mm);
- κανονική (2 - 3 mm).
Η ανεπαρκής θέρμανση του μετάλλου σε πλάτος είναι χαρακτηριστικό του συστήματος καύσης βραχυκυκλώματος. Στις άκρες της ραφής, σε τέτοιες περιπτώσεις, υπάρχει το λεγόμενο "undercut" - μια μικρή κατάθλιψη. Η παρουσία ενός τέτοιου ελαττώματος υποδηλώνει χαμηλής ποιότητας απόδοση της συγκόλλησης.

Ο τρόπος συγκόλλησης με ένα μακρύ τόξο, κατά κανόνα, συνοδεύεται από την περιοδική εξαφάνισή του. Εδώ, σημειώνεται μια μικρή θέρμανση του μετάλλου σε βάθος. Δεν χρειάζεται να μιλάμε για καλή ποιότητα ραφής.
Έτσι, η μόνη επιλογή από την οποία πρέπει να καθοδηγείται ο αρχάριος συγκολλητής είναι το κανονικό μήκος τόξου, το οποίο δεν πρέπει να υπερβαίνει το Ld = 0,5-1,1 * De (Ld είναι το μήκος τόξου, το De είναι η διάμετρος του ηλεκτροδίου).
Έλεγχος θέσης ηλεκτροδίου
Η διαδικασία συγκόλλησης μπορεί να πραγματοποιηθεί όταν το ηλεκτρόδιο είναι τοποθετημένο γωνία προς τα εμπρός, γωνία πίσω, δεξιά γωνία. Χρησιμοποιώντας οποιαδήποτε από αυτές τις τρεις τεχνολογικές μεθόδους, ο οξυγονοκολλητής μπορεί να δημιουργήσει ραφές σε διαφορετικές συνθήκες εργασίας.

Έτσι, η μέθοδος «γωνία προς τα εμπρός» χρησιμοποιείται παραδοσιακά για τη σύνδεση στοιχείων με οριζόντιες και κάθετες ραφές στις συνθήκες της ανώτερης διάταξης τμημάτων στο διάστημα (συγκόλληση οροφής). Η ίδια τεχνική έχει χρησιμοποιηθεί επιτυχώς για συγκόλληση σταθερών αρμών σωλήνων ή για την κατασκευή σπιτικών σόμπες αερίου.
Κρατώντας το ηλεκτρόδιο αυστηρά σε ορθή γωνία (90º), ο οξυγονοκολλητής εξασφαλίζει την εκτέλεση εργασιών σε δυσπρόσιτα μέρη. Τέλος, η τεχνική «γωνιακή πλάτη» επιτρέπει εργασίες συγκόλλησης υψηλής ποιότητας σε γωνιακούς αρμούς.
Η εγκατάσταση του ηλεκτροδίου «γωνία προς τα εμπρός», συνήθως λειτουργεί με μέταλλα λεπτού τοιχώματος. Σε αυτή τη θέση του ηλεκτροδίου λάβετε μια μεγάλη ραφή ρηχού βάθους. Σε μέταλλα με πυκνά τοιχώματα, αντίθετα, προσπαθούν να εφαρμόσουν την τεχνική «οπίσθια γωνία», διασφαλίζοντας ότι το μέταλλο θερμαίνεται σε επαρκές βάθος.
Τρέχουσες παράμετροι και κίνηση ηλεκτροδίων
Η τιμή της τρέχουσας ισχύος και η ταχύτητα κίνησης του ηλεκτροδίου είναι σημαντικοί παράγοντες που επηρεάζουν την ποιότητα της ραφής. Η συγκόλληση με υψηλά ρεύματα συνοδεύεται από θέρμανση του μετάλλου σε μεγάλο βάθος, το οποίο επιτρέπει την αύξηση της ταχύτητας κίνησης του ηλεκτροδίου. Κάτω από την κατάσταση της βέλτιστης αναλογίας ρεύματος και ταχύτητας ηλεκτροδίου, επιτυγχάνεται ομοιόμορφη ραφή υψηλής ποιότητας.
Πίνακας συμμόρφωσης για ρεύμα, ηλεκτρόδιο, πάχος μετάλλου
| Τρέχουσα ισχύς, Α | Διάμετρος ενός ηλεκτροδίου, mm | Πάχος μετάλλου mm |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Κατά τη μετακίνηση του ηλεκτροδίου σε μια συγκεκριμένη ταχύτητα, πρέπει να λαμβάνεται υπόψη το μέγεθος της ισχύος τόξου. Η υπερβολικά γρήγορη τροφοδοσία ηλεκτροδίων με χαμηλή ισχύ δεν θα μπορεί να παρέχει επαρκή θερμοκρασία θέρμανσης.
Ως αποτέλεσμα, δεν θα είναι δυνατό να βράσετε το μέταλλο στο επιθυμητό βάθος. Η ραφή απλώς «βρίσκεται» στην επιφάνεια, μόλις «αρπάζει» τις άκρες των άκρων.

Αντίθετα, υπό συνθήκες υπερβολικά αργής προώθησης του ηλεκτροδίου, θα δημιουργηθεί μια ατμόσφαιρα υπερθέρμανσης, η οποία απειλεί την παραμόρφωση του μετάλλου στη γραμμή συγκόλλησης. Εάν τα μεταλλικά στοιχεία έχουν λεπτή δομή, ένα ισχυρό τόξο θα κάψει απλώς το μέταλλο.
Μπορείτε να εξασκηθείτε με επιτυχία στον τομέα ενός αρχάριου οξυγονοκολλητή και να ακονίσετε τις ικανότητές σας στη ραφή κάνοντας μια σόμπα για δοκιμές, η βάση του οποίου είναι ένας μεταλλικός σωλήνας. Σας συνιστούμε να εξοικειωθείτε με χρήσιμες πληροφορίες.
Οδηγίες για τον αρχάριο οξυγονοκολλητή
Οι εργασίες συγκόλλησης επιτρέπονται μόνο με τη χρήση κατάλληλου εξοπλισμού.
Το τυποποιημένο κιτ περιέχει:
- Μπουφάν, παντελόνι, γάντια, παπούτσια από ανθεκτικά πυρίμαχα ανθεκτικά υλικά.
- Καλύμματα κεφαλής που καλύπτουν πλήρως το πίσω μέρος του κεφαλιού.
- Ειδική προστατευτική μάσκα για πρόσωπο και μάτια.
Για τη συγκόλληση, πρέπει να χρησιμοποιείται μια συντηρούμενη συσκευή, το ηλεκτρικό τμήμα της οποίας κλείνεται από ένα αξιόπιστο περίβλημα. Τα ηλεκτρικά καλώδια που περιλαμβάνονται στη συσκευή πρέπει να είναι πλήρως μονωμένα και να πληρούν τα ηλεκτρικά χαρακτηριστικά της συσκευής.
Η θέση του συγκολλητή πρέπει να είναι εξοπλισμένη με τραπέζι εργασίας, πηγές φωτός, ράβδο γείωσης, προστατευτικό εξοπλισμό από ηλεκτροπληξία και πυροσβεστικό εξοπλισμό.
Και πριν ξεκινήσετε τη δουλειά, πρέπει να μελετήσετε προσεκτικά κανόνες ηλεκτρικής συγκόλλησης, εξετάστε και μελετήστε τις μεθόδους και τις επιλογές για την παρασκευή ενώσεων.
Συμπεράσματα και χρήσιμο βίντεο σχετικά με το θέμα
Σας προσφέρουμε να παρακολουθήσετε μια πρακτική συγκόλλησης βίντεο: πώς να μαγειρεύετε οριζόντιες και κάθετες ραφές:
Δεν είναι απαραίτητο να έχετε τα προσόντα ενός επαγγελματία οξυγονοκολλητή, αλλά είναι επιθυμητή η γνώση της τεχνικής συγκόλλησης. Χάρη στις υπάρχουσες δεξιότητες συγκόλλησης, ένα άτομο έχει περισσότερες ευκαιρίες για την υλοποίηση διαφόρων οικιακών έργων.
Εάν θέλετε να μάθετε την τεχνολογία, μπορείτε πάντα, και η πρακτική εμπειρία θα σας βοηθήσει να μάθετε την τεχνική της εργασίας σε υψηλό επίπεδο.
Θέλετε να μιλήσετε για τη δική σας εμπειρία στις συγκολλήσεις; Γνωρίζετε τις λεπτές λεπτομέρειες της διαδικασίας που δεν αναφέρονται στο άρθρο; Παρακαλώ γράψτε σχόλια στο παρακάτω μπλοκ.
 Ηλεκτρική συγκόλληση για αρχάριους: οι αποχρώσεις της συγκόλλησης και η ανάλυση βασικών λαθών
Ηλεκτρική συγκόλληση για αρχάριους: οι αποχρώσεις της συγκόλλησης και η ανάλυση βασικών λαθών  Πόσο κοστίζει η σύνδεση του φυσικού αερίου σε μια ιδιωτική κατοικία: η τιμή οργάνωσης της παροχής φυσικού αερίου
Πόσο κοστίζει η σύνδεση του φυσικού αερίου σε μια ιδιωτική κατοικία: η τιμή οργάνωσης της παροχής φυσικού αερίου  Τα καλύτερα πλυντήρια με στεγνωτήριο: βαθμολογία μοντέλου και συμβουλές πελατών
Τα καλύτερα πλυντήρια με στεγνωτήριο: βαθμολογία μοντέλου και συμβουλές πελατών  Ποια είναι η θερμοκρασία χρώματος του φωτός και οι αποχρώσεις της επιλογής της θερμοκρασίας των λαμπτήρων ανάλογα με τις ανάγκες σας
Ποια είναι η θερμοκρασία χρώματος του φωτός και οι αποχρώσεις της επιλογής της θερμοκρασίας των λαμπτήρων ανάλογα με τις ανάγκες σας  Αντικατάσταση θερμοσίφωνας σε διαμέρισμα: αντικατάσταση εγγράφων + βασικοί κανόνες και απαιτήσεις
Αντικατάσταση θερμοσίφωνας σε διαμέρισμα: αντικατάσταση εγγράφων + βασικοί κανόνες και απαιτήσεις 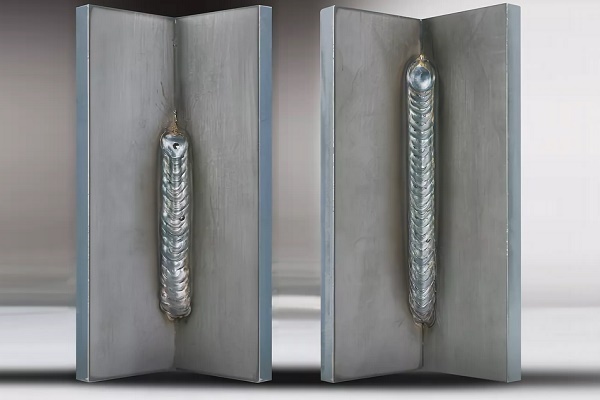{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}