Jak ohýbat profilovou trubku vlastníma rukama bez speciálních nástrojů

Profilové trubky jsou nezbytné při montáži rámů pro stavební konstrukce. Skleníky, různé skleníky, altány a další zařízení se staví s jejich pomocí poměrně rychle a efektivně. Všechno však není tak jednoduché.
K ohnutí takového potrubí je třeba použít drahé speciální vybavení, které není pro domácího majitele vždy přijatelné. Pojďme mluvit o tom, jak ohnout profilovou trubku doma.
Obsah článku:
Profil potrubí - co to je?
Profil se považuje za trubku, která má jiný průřez. Může být obdélníkový, oválný, šestihranný nebo čtvercový. Potrubí má zvýšenou pevnost, protože jeho tváře přebírají roli výztuh.
Profilové výrobky se vyrovnávají se značným ohybovým zatížením, což z nich činí dobrou volbu pro konstrukci kovového rámu pro budovy různých účelů.
Surovinami pro výrobu tvarovaných trubek jsou často vysoce nebo nízkolegovaná ocel. V závislosti na způsobu výroby existují rozlišené elektricky svařované, za studena a za tepla válcované, bezešvé trubky.
Výrobky se liší tloušťkou stěny a výškou profilu. Takové trubky mohou být použity pro výrobu různých částí ve formě rámů, schodů a zábradlí. Nejčastěji je profilová trubka používána ve stavebnictví pro konstrukci klenutých struktur a jako náhrada za železné tyče při konstrukci rámů.
Dovednosti v ohýbání profilových trubek budou užitečné pro domácí řemeslníky, kteří chtějí samostatně vybavit příměstskou oblast:
Možné komplikace při práci
Skutečné ohnutí takové trubky je proces, který dává prvku zakřivenou hladkou konfiguraci. To lze provést pouze pod tlakem, protože součást má vysokou pevnost. Ke snížení tlaku potřebného pro ohyb lze použít ohřev fragmentu ohybu.
Přes zjevnou jednoduchost operace v důsledku ohybu nejsou vždy získány prvky požadované konfigurace. Docela často existují problémy. Mezi nejčastější komplikace patří tři.
První je, že vnitřní strana profilu je tvořena zvláštními záhyby, které připomínají zvlnění. Ve správné verzi je rovnoměrně snížena.

Druhou obtížností je prasknutí vnější stěny profilové trubky. Při ohýbání se protahuje. Někdy kov nevydrží sílu a praskne. Třetím problémem je, že trubka, měnící se její tvar, může ztratit zarovnání prvků.
To znamená, že její fragmenty v ohnutém stavu budou ležet v různých rovinách. A to je nepřijatelné. Praxe ukazuje, že všechny potíže se vyskytují v důsledku chybného výběru metody ohýbání.
Pro správnou volbu musíte vzít v úvahu plastové možnosti profilové trubky. Jsou určeny velikostí a tvarem průřezu a tloušťkou stěn produktu. Na základě těchto hodnot je možné vypočítat minimální možný poloměr zakřivení. Snaha o zaoblení menšího poloměru se důrazně nedoporučuje.
K určení minimálního poloměru potřebujeme výšku sekce. Vypočítá se následujícím způsobem. Měří se výška profilu, od ní se odečte dvojnásobná tloušťka stěny produktu.
Výsledné číslo bude požadovaná výška, označíme ji h. Pro trubky s pravoúhlým a čtvercovým průřezem platí následující pravidlo. Je-li výška profilu větší než 20 mm, část vydrží v průřezu ohyb, jehož minimální délka je hx3,5.
Výrobky s profilem pod 20 mm mohou být ohnuty na část o délce hx2,5 nebo více. Toto pravidlo platí pro všechny trubky. Tloušťka stěny součásti však také ovlivňuje omezení v ohybu.
Čím je tenčí, tím vyšší je pravděpodobnost zlomení nebo rozdrcení součásti. Odborníci důrazně nedoporučují snažit se ohýbat široké výrobky, jejichž tloušťka stěny je menší než 2 mm. V tomto případě je optimální použít svařovací stroj.

Dalším bodem, na který si musíme být vědomi.Trubky vyrobené z nízkolegovaných a uhlíkových slitin jsou velmi elastické a po ohybu se mohou nějak „pružit“ a pokoušet se získat svůj předchozí tvar.
To vyžaduje další práci s výrobkem, protože bude muset být znovu přizpůsoben podle prefabrikované šablony. Proto se doporučuje zjistit hodnotu plastového momentu odporu dané profilové trubky a provést ohyb s ohledem na tento ukazatel. Čím je menší, tím menší bude část „na jaře“.
Vlastnosti různých způsobů ohýbání profilů
Existují dva hlavní způsoby ohýbání profilové trubky: studená a horká. První předpokládá, že ohýbací proces se provádí bez předběžného teplotního účinku na součástku.
Zatímco druhá se provádí pouze s předehřátou trubkou. Zahřívání součásti sice výrazně zvyšuje její tažnost a usnadňuje proces ohýbání.
Neexistují žádné normy přísně regulující použití metody ohýbání za studena a za tepla pro profilové výrobky. Jsou určeny pouze pro trubky s kruhovým průřezem. Podle těchto norem se ohýbání za tepla používá pro díly o průměru 100 mm nebo větším. Pro pravoúhlé a čtvercové trubky platí mírně odlišná pravidla.
Pokud se jedná o jednorázovou práci na ohýbání trubek, můžete si ji koupit, ale je lepší si pronajmout ruční hydraulický ohýbač trubek:
Instalatéři doporučují ohýbat všechny trubky s výškou profilu menší než 10 mm pouze studeným způsobem. Výrobky s výškou profilu 40 mm a vyšší se ohýbají metodou zahřívání.
Jak ohýbat součásti s výškou profilu 10 až 40 mm, je na rozhodnutí výkonného umělce. Aby nedošlo k chybě, můžete provést zkušební ohýbání. Obecně, je-li k dispozici ohýbačka trubek, s jeho pomocí můžete ohýbat potrubí bez jakéhokoli ohřevu.
Pokud neexistuje žádný speciální nástroj, vyplatí se provést zkušební ohyb profilové trubky. K tomu je jedna hrana součásti pevně sevřena ve svěráku. Na druhý konec je položena trubka s větším průměrem, než je průměr ohnutého produktu.
Výsledné „rameno“ by se mělo silně zatáhnout a ohýbat produkt. Pokud se součást ohýbá, lze použít metodu ohýbání za studena. Pokud ne, použije se ohýbání s předehřevem.
Jemnosti ohýbání za tepla
K ohýbání části profilové trubky dochází po jejím zahřátí. Je vhodné provést operaci jedním přístupem, protože opakované zahřívání kovu je nežádoucí. Produkt chlazený na světle třešňovou barvu může prasknout.
Tato metoda je proto ideální pro provádění ohybu úhlových jednotek. Pro ohýbání profilu pod zaobleným obloukem musí být použit opatrně, protože v tomto případě je nevyhnutelné opakované zahřívání.

Pro správné ohýbání profilové trubky horkým způsobem je třeba použít plnivo. Tím se zabrání možnému rozdrcení součásti. Jako plnivo se obvykle používá písek.
Nejlepší volbou je středně zrnitý stavební písek. Pokud ne, je vhodný materiál z dětského pískoviště. Nejprve je třeba ji očistit od zbytečných nečistot.
Za tímto účelem se písek prosévá přes síto s buňkami o velikosti 2 až 2,5 mm. Takže se můžete zbavit velkých oblázků a trosek. Pokud je během procesu ohýbání takové inkluze přímo u stěny trubky, vytvoří se reliéf, který je zcela zbytečný.
Příliš malá zrna písku také nejsou nutná. Při zahřívání jsou schopny slinovat, což je nežádoucí. Proto bude muset být písek znovu proset, nyní přes jemné síto. Velikost ok by měla být asi 0,7 mm. Kalcinovaný prosévaný písek.
Plnič je připraven. Nyní můžete udělat detail. Nejprve musíte žíhat potrubí v oblasti, kde se bude provádět ohýbání. Pak můžete začít vyrábět svíčky.
Budete potřebovat dvě části stejné velikosti, které pokryjí oba konce profilové trubky, aby se písek v ní nerozlil. Hřebeny jsou vyrobeny pouze ze dřeva, nelze použít žádný jiný materiál.
Určete velikost a tvar součástí. Měly by to být pyramidy, každá desetkrát delší než šířka základny. Rozměry samotné základny by měly téměř zdvojnásobit velikost otvoru, který bude touto zátkou uzavřen. Připravené výrobky musí být vyzkoušeny na potrubí.

Pokud je vše v pořádku, provedeme podélnou drážku na každé straně jedné ze zátek. Těmito drážkami plyn opracovávaný během ohřevu opouští obrobek. Můžete začít naplňovat potrubí.
Za tímto účelem vezměte zástrčku bez drážek a nainstalujte ji na místo. Na opačný konec součásti se vloží obyčejný trychtýř. Je-li trubka dlouhá, je umístěna v úhlu k zemi, je-li krátká, je kolmá.
Písek se vlévá po malých částech skrz nálevku. Po každém podání si vezměte gumovou nebo dřevěnou paličku a důkladně poklepejte na část zespodu, čímž se napomáhá rovnoměrnému rozložení písku a jeho kompaktnosti. Jakmile uslyšíte tupý zvuk po klepnutí na celou délku potrubí, zastavte práci. To znamená, že díl je zcela naplněn pískem.
Polotovar naplněný pískem je uzavřen druhým víčkem. Nyní musíte nakreslit křídou hranice místa, které bude vystaveno zahřívání. Jeho délka se musí rovnat nejméně šesti průměrům obrobku.
Díl je pevně upevněn ve svorce nebo ve svěráku. Je-li potrubí svařováno, musí být upevněno tak, aby šev byl mimo ohyb. Pokud je uvnitř, může část prasknout.
Nyní byste měli část trubky ohřát na červeno-třešňovou barvu. To lze provést pomocí hořáku nebo plynu pájecí hořák. Důležitý bod. Celá oblast by měla být rovnoměrně vytápěna.
Přehřátí jednotlivých fragmentů nesmí být dovoleno. Pokud k tomu přesto dojde, měly by být takové oblasti chlazeny. Ukazatelem dostatečně zahřáté trubky bude stupnice, která se od ní odrazí.

Po zahřátí obrobku se na konec vloží část trubky větší části. Aby hrana součásti nedosáhla ohybu do budoucnosti. Poté je trubka pečlivě ohnuta do požadovaného tvaru.
Musíte to udělat v jednom kroku hladkým progresivním pohybem ve vertikální nebo horizontální rovině. Výsledný ohyb se porovná s šablonou.
Ohnutá trubka by měla vychladnout, poté by měla být znovu porovnána se šablonou a ujistěte se, že je tvar správný. Pokud ano, jsou konektory vyraženy. Často je obtížné to udělat, pak stačí spálit dřevěné zátky a vylévat písek.
Aby byl ohyb jasný, bez vrásek a roztržení, musíte do potrubí naplnit co nejpevnější písek a rovnoměrně zahřát díl.
Vlastnosti ohýbání za studena
Existuje několik způsobů, jak ohnout profil bez zahřívání. Nejjednodušší je to pomocí speciálního nástroje, jmenovitě válcovacího stroje. Můžete si ji koupit nebo si ji vyrobit sami, což je docela obtížné.
Nákup nástroje se však nevyplatí, pokud potřebujete jen ohnout několik detailů. Proto se mnoho zajímá o to, jak se ohýbání profilové trubky provádí ručně a zda je to vůbec možné.

Taková operace je docela možná. Pro jeho provedení budou vyžadována nejjednodušší zařízení ve formě trnu nebo ohýbací desky. Lze je snadno sestavit z improvizovaných materiálů. Před ohýbáním je třeba určit plnivo pro potrubí.
Pokud je výška jeho profilu menší než 10 mm, nemusíte díl vyplňovat, u výrobků s vyšší výškou je vyžadováno plnivo. Může to být písek připravený výše popsaným způsobem nebo pružina.
V druhém případě je vybrána část z oceli s pevně vinutým vinutím. Jeho průměr by měl být takový, aby pevně zapadl do dutiny profilové trubky. Pouze tak může účinně zabránit příliš ostré změně průřezu potrubí v místě ohybu.
Aby bylo možné na konci práce pružinu bez problémů odstranit, je kus drátu před instalací bezpečně připevněn k okraji.
Nyní musíte určit typ ohýbací nástroje. Toho lze dosáhnout poznáním výšky profilu produktu. Pro tenkou trubku s výškou profilu menší než 10 mm se používá ohýbací deska s kolíky, které působí jako dorazy. Jsou uspořádány podle poloměru ohybu součásti. Potrubí je položeno mezi dorazy, což mu dává potřebný tvar.
Začnou pokládat součást od středu, je snazší provést operaci. Poté se postupně přesouvají k okrajům produktu. Významnou nevýhodou tohoto způsobu ohýbání je potřeba značného úsilí.
Kromě toho je docela obtížné ohnout přesně podle vzoru, je velmi pravděpodobné, že dojde k určitým odchylkám od daného tvaru.

Trubky s výškou profilu větší než 10, ale menší než 25 mm, jsou ohýbány pomocí speciálního vybavení vybaveného válečkem. Funguje na principu tzv. Volnovského stroje.
Stává se to následovně. Díl je pevně upevněn ve svěráku. Značná síla je na něj vyvíjena válečkem, který ohýbá prvek. Tato metoda umožňuje přesnější a účinnější ohýbání.
Ale v tomto případě budete muset vyvinout značné fyzické úsilí, abyste dosáhli požadovaného výsledku. Pokud chcete získat součást s velkým poloměrem ohybu, použije se například oblouk pro rámovou strukturu, rovinné rovnoběžné desky nebo trn.
Zařízení je pevně zakulacená šablona ve tvaru oblouku, na které jsou použity svorky pro upevnění součásti.
Profilová trubka se bez námahy vloží do drážky, jejíž velikost přesně odpovídá profilu produktu. Upevňovací svorky drží části součásti na místě, dokud není celý prvek položen v přípravku. Trubka tak získá požadovaný tvar.
Máte-li základní dovednosti elektrického svářeče, můžete pomocí vlastních rukou provést jednoduchý stroj pro ohýbání trubek z profilových trubek:
Doporučujeme také podívat se na článek, ve kterém jsme hovořili o tom, jak ohýbat trubky z různých kovů - přečtěte si více dále.
Nejjednodušší nástroje pro ohýbání za studena
Zvažte, jak si vyrobit dvě velmi jednoduchá zařízení, která pomohou ohnout profilovou trubku.
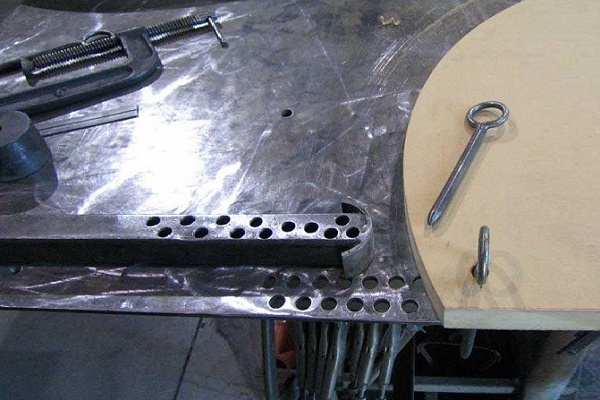
Profil Mandrel
Základem pro přizpůsobení bude pracovní stůl. Je důležité, aby byl volný nejen pracovní prostor, ale také prostor kolem něj. Chcete-li opravit trn, budete muset vytvořit několik těsně rozložených otvorů na jednom okraji pracovní desky.
Vřeteno nebo šablona samotná je vyrobena z překližky. Tato možnost je však přijatelná, pouze pokud se očekává dokončení několika částí.

Pokud potřebujete ohýbat velké množství trubek podle této šablony, trn je nejlépe vyroben z ocelového rohu. V některých případech musí být profilový produkt ohnut pod různými úhly.
Pro takovou práci budete potřebovat několik šablon najednou, které by měly být připraveny předem. Před zahájením práce je trn pevně připevněn k základně pomocí svorek.
Trubka, která má být ohnuta, je spolehlivě připevněna k jejímu okraji. Pak je ohýbání ukončeno. Operace se provádí hladce, bez ostrých trhlin. Síla působící na potrubí by se měla postupně zvyšovat. Během ohýbání má díl tvar trnu. To bude vyžadovat značné úsilí.
Pokročilá ohýbací deska
Jedná se o pohodlné multifunkční zařízení, které umožňuje vysoce kvalitní ohýbání profilů. Zařízení je pevná kovová základní deska namontovaná na podstavci. Ten je pomocí upevňovacích šroubů upevněn na podlaze dílny.
Jednoduchý a cenově dostupný ohýbací talíř s trnem můžete udělat sami:
Případně zvažte podobné příslušenství namontované na pracovním stole. Po práci lze ohýbací desku snadno demontovat a odstranit, nebo ji můžete použít jako stojan pro jiné zámečnické operace.
K vytvoření takového zařízení potřebujete silnou kovovou desku. Je přivařena k teleskopickému stojanu. Pro ohybové dorazy jsou na základní desce vytvořeny dva otvory.
Vložili uzavírací šrouby. Na ně jsou nasazeny a upevněny trysky různých poloměrů, což umožňuje ohýbat trubky podle potřeby. Z tlustého ocelového plechu je vyříznuta přítlačná deska.

Jeho použití je povinné, aby nebylo narušeno vyrovnání ohnuté části, protože ohýbání profilové trubky bez ohýbačky trubky ji může náhodně deformovat ve dvou různých směrech. Deska je upevněna nad tryskami na dorazových šroubech.
Samotný proces ohýbání je následující. Trubkový segment je upevněn v upínači a poté je tažen protilehlou hranou. Díl by se měl začít ohýbat. Pokud k tomu nedojde z důvodu nedostatečného úsilí, můžete zkusit zvětšit rameno tím, že vložíte část s trubkou o větším průměru.
Závěry a užitečné video na toto téma
Trubku ohýbáme trnem z ocelových rohů:
Jak udělat rychlý a snadný domácí ohýbačka trubek:
Nejjednodušší způsob ohnutí profilové trubky:
Existuje mnoho způsobů, jak ručně ohýbat profilované trubky. A všichni mají společnou nevýhodu: jejich ohýbání vyžaduje hodně úsilí. Fyzicky nepřipravený mistr nemusí být schopen takové práce zvládnout. Ohýbání dílů pomocí specializovaných zařízení je mnohem jednodušší, přesnější a nevyžaduje zvláštní fyzické úsilí.
Problém je v tom, že náklady na takové zařízení jsou poměrně vysoké. Nákup zařízení pouze za účelem provádění jednorázové práce je proto bezpochyby nerentabilní. Nejlepší možností je pronajmout si speciální vybavení, které umožní malý poplatek pro příjem profilových produktů, ohýbaných přesně podle vzoru.
Pokud máte potřebné dovednosti, podělte se o své zkušenosti s našimi čtenáři. Formulář zpětné vazby je umístěn pod článkem. Zde se můžete zeptat na téma článku a my se na něj pokusíme rychle odpovědět.
 Instalace trubek HDPE pro kutily: pokyny pro svařování + jak tyto trubky ohnout nebo narovnat
Instalace trubek HDPE pro kutily: pokyny pro svařování + jak tyto trubky ohnout nebo narovnat  Stroj pro ohýbání profilových trubek: jak postavit ohýbací stroj trubek vlastními rukama
Stroj pro ohýbání profilových trubek: jak postavit ohýbací stroj trubek vlastními rukama  Jak vyrobit židli z polypropylenových trubek vlastními rukama: postupné pokyny pro výrobu
Jak vyrobit židli z polypropylenových trubek vlastními rukama: postupné pokyny pro výrobu  DIY řemesla z propylenových trubek: domácí kutilství
DIY řemesla z propylenových trubek: domácí kutilství  Samostatná instalace plastových trubek: technologie připojení a příklady zapojení
Samostatná instalace plastových trubek: technologie připojení a příklady zapojení  Instalace polypropylenových trubek pro kutily: technologie pro práci s PP potrubí
Instalace polypropylenových trubek pro kutily: technologie pro práci s PP potrubí  Kolik stojí připojení plynu k soukromému domu: cena za organizaci dodávek plynu
Kolik stojí připojení plynu k soukromému domu: cena za organizaci dodávek plynu  Nejlepší pračky se sušičkou: hodnocení modelu a tipy pro zákazníky
Nejlepší pračky se sušičkou: hodnocení modelu a tipy pro zákazníky  Jaká je barevná teplota světla a nuance volby teploty lamp, aby vyhovovaly vašim potřebám
Jaká je barevná teplota světla a nuance volby teploty lamp, aby vyhovovaly vašim potřebám  Výměna gejzíru v bytě: náhradní papírování + základní normy a požadavky
Výměna gejzíru v bytě: náhradní papírování + základní normy a požadavky {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Snažil jsem se ohýbat dvě profilové trubky stejným způsobem s ohřevem:
1) Ukázaly se jinak!
2) Vnitřní strana šla v záhybech (ale bylo štěstí, že vnější strana byla dobře a hladce natažená).
3) Už to nebudu brát sám.
Je zvláštní, že mi nikdo nemohl na obchodních místech říct, kam se ke mně obrátit za tuto práci. Sám své chyby opravil, snáze. Nedokonalý, ale zvládl.